You might also like
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- 10 129Document15 pages10 129Vasanth PrasadNo ratings yet
- EPRI - Main Generator Rotor MaintenanceDocument100 pagesEPRI - Main Generator Rotor MaintenanceAri Firmansyah100% (1)
- Questionnaire For EPP TeacherseppDocument7 pagesQuestionnaire For EPP TeacherseppWilliam BuquiaNo ratings yet
- The Die-Cast Copper Motor RotorDocument17 pagesThe Die-Cast Copper Motor Rotoruuur35No ratings yet
- Development of The Copper Motor RotorDocument13 pagesDevelopment of The Copper Motor RotorIjabiNo ratings yet
- Copper in The Rotor For Lighter Longer Lasting MotDocument15 pagesCopper in The Rotor For Lighter Longer Lasting MotVisanFlorinNo ratings yet
- Artículo Sobre Rotores en Máquinas AsíncronasDocument11 pagesArtículo Sobre Rotores en Máquinas Asíncronasjianfeng wangNo ratings yet
- Metalurgia Física ModernaDocument20 pagesMetalurgia Física ModernaMariliaFrancoNo ratings yet
- Development of Large-Capacity, Highly Efficient Welded Rotor For Steam TurbinesDocument6 pagesDevelopment of Large-Capacity, Highly Efficient Welded Rotor For Steam Turbinesdzikrie primaNo ratings yet
- V UploadDocument9 pagesV UploadHossein VahediNo ratings yet
- Design and Modal Analysis of Turbine Compressor BladeDocument8 pagesDesign and Modal Analysis of Turbine Compressor BladeReynaldi PrakasaNo ratings yet
- Case Study: CrankshaftsDocument12 pagesCase Study: CrankshaftsDHRUV SINGHALNo ratings yet
- 2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanyDocument13 pages2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanySumit RaiNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterilasDocument9 pagesDesign and Analysis of Connecting Rod Using Different MaterilasVIVEK UPADHYAYNo ratings yet
- Steel Alerts Vol.5 No.3Document24 pagesSteel Alerts Vol.5 No.3Learnscoop Inc.No ratings yet
- Submitted in Partial Fulfillment of The Requirements For The Award ofDocument25 pagesSubmitted in Partial Fulfillment of The Requirements For The Award ofAnuj TripathiNo ratings yet
- Superalloys 2001 57 70Document14 pagesSuperalloys 2001 57 70htdk312No ratings yet
- Experimental Investigation On Weld Ability of Cast Iron: January 2015Document6 pagesExperimental Investigation On Weld Ability of Cast Iron: January 2015Pavan KallempudiNo ratings yet
- Synchronous High-Speed Reluctance Machine With Novel Rotor ConstructionDocument8 pagesSynchronous High-Speed Reluctance Machine With Novel Rotor ConstructionHERNAN ALONSO BRAVO URREANo ratings yet
- Journal OmoleDocument8 pagesJournal OmoleAmir GHeysarianNo ratings yet
- Report On Engine BlocksDocument7 pagesReport On Engine Blocksmanshulakesh59No ratings yet
- Epa 3Document48 pagesEpa 3janfarsa9623No ratings yet
- Report Nippon 2019Document5 pagesReport Nippon 2019Biraj SahooNo ratings yet
- Rod Plant PaperDocument11 pagesRod Plant PaperBalachandran P KamathNo ratings yet
- Motor Research - Not MineDocument9 pagesMotor Research - Not MineSeverus KelsierNo ratings yet
- Permanent-Magnet Machines With Powdered Iron Cores and Prepressed WindingsDocument8 pagesPermanent-Magnet Machines With Powdered Iron Cores and Prepressed WindingsChuyendoitoiNo ratings yet
- Metals: Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed With VanadiumDocument18 pagesMetals: Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed With VanadiumJainer IbarraNo ratings yet
- Eng-Effect of MG Enhancement in The Microstructure-Niyas SalimDocument10 pagesEng-Effect of MG Enhancement in The Microstructure-Niyas SalimImpact JournalsNo ratings yet
- Tomej 9 791Document6 pagesTomej 9 791Just DearNo ratings yet
- Design and Construction of An Electric Arc WeldingDocument7 pagesDesign and Construction of An Electric Arc Weldingmichael gorgeNo ratings yet
- Submerged Arc Weld Restoration of Steam Turbine Rotors Using Specialized Welding Techniques byDocument16 pagesSubmerged Arc Weld Restoration of Steam Turbine Rotors Using Specialized Welding Techniques byKatie RamirezNo ratings yet
- Aspects of Lead Acid Battery Technology 9 GridsDocument65 pagesAspects of Lead Acid Battery Technology 9 GridstjkiddNo ratings yet
- Development of A Rare-Earth-Free SR Motor With High Torque Density For Hybrid VehiclesDocument8 pagesDevelopment of A Rare-Earth-Free SR Motor With High Torque Density For Hybrid VehiclesLalbahadur MajhiNo ratings yet
- 23-9-2019 ReportDocument17 pages23-9-2019 ReportHermain Fayyaz KarimNo ratings yet
- Ductile Iron Research PapersDocument8 pagesDuctile Iron Research Papersxkcwaaqlg100% (1)
- ANALYSIS OF Non-Conventional Machining Process Onn ADIDocument128 pagesANALYSIS OF Non-Conventional Machining Process Onn ADIShamsher AnsariNo ratings yet
- Internship Seminar On Magnetic MotorDocument16 pagesInternship Seminar On Magnetic MotorAmeenNo ratings yet
- Development of Lead Free Copper Based Alloy For Piston PinDocument10 pagesDevelopment of Lead Free Copper Based Alloy For Piston PinAswar ATSNo ratings yet
- The Effects of Heat Treatment On The Tensile PropeDocument9 pagesThe Effects of Heat Treatment On The Tensile PropeMetin YilmazNo ratings yet
- Principles of Electrical MachineDocument20 pagesPrinciples of Electrical MachineAamir Ahmed Ali SalihNo ratings yet
- Ageless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyDocument6 pagesAgeless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyLilian Jefferson MalavaziNo ratings yet
- Development of 700°C Class Steam Turbine TechnologyDocument6 pagesDevelopment of 700°C Class Steam Turbine TechnologyJuve100% (1)
- Design and Analysis of Connecting Rod For Different Material Using AnsysDocument18 pagesDesign and Analysis of Connecting Rod For Different Material Using AnsysGagan GaganNo ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- AKANDE Heritage ProjectDocument28 pagesAKANDE Heritage ProjectAkande HeritageNo ratings yet
- Design and Analysis of Aluminum Alloy For Gasoline Generator Piston Using Aluminum ScrapDocument8 pagesDesign and Analysis of Aluminum Alloy For Gasoline Generator Piston Using Aluminum ScrapEditor IJTSRDNo ratings yet
- Andaradhi Nararya 1206291992Document17 pagesAndaradhi Nararya 1206291992Andaradhi NararyaNo ratings yet
- PMR v39 I3 117 126Document10 pagesPMR v39 I3 117 126rezaeibehrouzNo ratings yet
- Stel Casting Handbook - Sample PagesDocument5 pagesStel Casting Handbook - Sample PagesBobby WongNo ratings yet
- Applications Cast Iron Modern Automobile Construction. : ExgineersDocument20 pagesApplications Cast Iron Modern Automobile Construction. : ExgineersXantos YulianNo ratings yet
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNo ratings yet
- Technical Developments and Recent Trends in Crankshaft MaterialsDocument6 pagesTechnical Developments and Recent Trends in Crankshaft MaterialsIrfanAhmedNo ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument6 pagesDesign and Construction of An Electric Arc Welding Machine's TransformerEditor IJTSRDNo ratings yet
- Niir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDocument8 pagesNiir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDeb RoyNo ratings yet
- AdvancesinMetalsPaveWaytoLighterVehicles PDFDocument6 pagesAdvancesinMetalsPaveWaytoLighterVehicles PDFfbahsiNo ratings yet
- Sae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickDocument9 pagesSae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickAliakbar SaifeeNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterialsDocument15 pagesDesign and Analysis of Connecting Rod Using Different MaterialsIJRASETPublicationsNo ratings yet
- Development of High Strength Hot Rolled Coils With Enhanced Formability PropertyDocument5 pagesDevelopment of High Strength Hot Rolled Coils With Enhanced Formability PropertyparmindersinNo ratings yet
- 1352-Texto Del Artículo-6152-3-10-20200813Document18 pages1352-Texto Del Artículo-6152-3-10-20200813alexisNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Air/Oil Intensifier: Model RC50Document25 pagesAir/Oil Intensifier: Model RC50Sandeep SNo ratings yet
- Sheep Hock Cutter: Model RC25Document32 pagesSheep Hock Cutter: Model RC25Sandeep SNo ratings yet
- Rama Trading Company - Wrench SizeDocument3 pagesRama Trading Company - Wrench SizeSandeep SNo ratings yet
- Investigation of The Friction Eect at Pin Joints For The "Ve-Point Double-Toggle Clamping Mechanisms of Injection Molding MachinesDocument15 pagesInvestigation of The Friction Eect at Pin Joints For The "Ve-Point Double-Toggle Clamping Mechanisms of Injection Molding MachinesSandeep SNo ratings yet
- Quick Start Manual AVR PROG911Document4 pagesQuick Start Manual AVR PROG911Sandeep SNo ratings yet
- System Smoke Detectors AppGuide SPAG91Document20 pagesSystem Smoke Detectors AppGuide SPAG91Sandeep SNo ratings yet
- United States Patent 19 11 Patent Number: 5.453,933Document43 pagesUnited States Patent 19 11 Patent Number: 5.453,933Sandeep SNo ratings yet
- Laser Low Res Web PDFDocument9 pagesLaser Low Res Web PDFSandeep SNo ratings yet
- 3535 - Uva - BR35QV365L01X - R0B (20200811)Document11 pages3535 - Uva - BR35QV365L01X - R0B (20200811)Sandeep SNo ratings yet
- The Acoustics of Tesla Coils: Digital WPIDocument77 pagesThe Acoustics of Tesla Coils: Digital WPISandeep SNo ratings yet
- General Description: Dual 4-Input AND GateDocument11 pagesGeneral Description: Dual 4-Input AND GateSandeep SNo ratings yet
- And8408 D1Document10 pagesAnd8408 D1Sandeep SNo ratings yet
- This Section Explains The Drive Circuit DesignDocument11 pagesThis Section Explains The Drive Circuit DesignSandeep SNo ratings yet
- ACPL-P314 and ACPL-W314: Data SheetDocument17 pagesACPL-P314 and ACPL-W314: Data SheetSandeep SNo ratings yet
- Design, Simulation and Implementation of A Self Oscillating Control Circuit To Drive Series Resonant Inverter Feeding A Brazing Induction FurnaceDocument7 pagesDesign, Simulation and Implementation of A Self Oscillating Control Circuit To Drive Series Resonant Inverter Feeding A Brazing Induction FurnaceSandeep SNo ratings yet
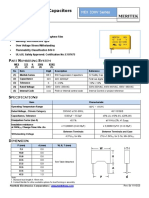
- EMI Suppression Capacitors X2 Class 330VAC: EatureDocument13 pagesEMI Suppression Capacitors X2 Class 330VAC: EatureSandeep SNo ratings yet
- Synchronizing The Sg1525A PWMDocument2 pagesSynchronizing The Sg1525A PWMSandeep SNo ratings yet
- High Performance: Vertical Machining CentersDocument6 pagesHigh Performance: Vertical Machining CentersSandeep SNo ratings yet
- IGBT Driver Application ManualDocument16 pagesIGBT Driver Application ManualSandeep SNo ratings yet
- bg2b Application NoteDocument5 pagesbg2b Application NoteSandeep SNo ratings yet
- Thrust Vector ControlDocument70 pagesThrust Vector ControlSandeep SNo ratings yet
- Helhetes: (19) United StatesDocument18 pagesHelhetes: (19) United StatesSandeep SNo ratings yet
- Case Study: Powercrete and CablecemDocument2 pagesCase Study: Powercrete and CablecemAnonymous N13JdnNo ratings yet
- Power CablesDocument81 pagesPower CablesRaj shahNo ratings yet
- Gabitan - Utilities Questions PDFDocument14 pagesGabitan - Utilities Questions PDFdizonabigailmaereyesNo ratings yet
- Bsi STD DWG El 001 Electrical Standard Installation 1of6Document1 pageBsi STD DWG El 001 Electrical Standard Installation 1of6dharuNo ratings yet
- L1 Che Spe 017Document7 pagesL1 Che Spe 0174493464No ratings yet
- Powerail Enlosed Conductor SystemsDocument28 pagesPowerail Enlosed Conductor SystemsAtilio PesquinNo ratings yet
- Cable Inventory 07-15-15 WebDocument44 pagesCable Inventory 07-15-15 Webhectorhsc100% (1)
- CAT1 MergedDocument236 pagesCAT1 Mergedchinta chaturyaNo ratings yet
- SWADocument7 pagesSWAAfsal EkNo ratings yet
- J1128 201310Document25 pagesJ1128 201310fede444100% (1)
- 336 10461 Rev B Technical Data SheetDocument3 pages336 10461 Rev B Technical Data SheetBharath B M GowdaNo ratings yet
- Electrician NSQF 04082015Document263 pagesElectrician NSQF 04082015naymanNo ratings yet
- Transmission Line Voltage and Conductor Selection Standard DatabaseDocument9 pagesTransmission Line Voltage and Conductor Selection Standard DatabaseKapil Mishra100% (1)
- Pec Wire Sizes CompilationDocument2 pagesPec Wire Sizes Compilationjay garciaNo ratings yet
- Insulation Resistance (IR) Values: Voltage Level IR TesterDocument13 pagesInsulation Resistance (IR) Values: Voltage Level IR Testerandrenoel1123 suazoNo ratings yet
- Lesson 1.1 Matter Elements Compounds and AtomsDocument5 pagesLesson 1.1 Matter Elements Compounds and AtomsLynch Mark Jocson CutaraNo ratings yet
- Earthing Practices NewDocument30 pagesEarthing Practices NewVIKRAM DESAINo ratings yet
- Rme April 2019 Exam 7 Key PDFDocument8 pagesRme April 2019 Exam 7 Key PDFJevan CalaqueNo ratings yet
- Smnhs Tle Eim 10 2nd QTDocument65 pagesSmnhs Tle Eim 10 2nd QTJury DumangasNo ratings yet
- Corona EffectDocument22 pagesCorona EffectCharneth Noe Cate PanchoNo ratings yet
- Msetcl 400 220kv Gis SpecDocument51 pagesMsetcl 400 220kv Gis SpecPrashanth Chandrashekar0% (1)
- Boq ElcDocument12 pagesBoq ElcRicardo JuliusNo ratings yet
- Circuit Builder SeDocument4 pagesCircuit Builder SeDragonslayerRJDNo ratings yet
- 2015 O-Level Physics Paper 2 Answer by Calvin Kong PhysicsDocument6 pages2015 O-Level Physics Paper 2 Answer by Calvin Kong PhysicsjesudassajNo ratings yet
- Katalog Gromjobranska ZaštitaDocument275 pagesKatalog Gromjobranska ZaštitaMuharem HoriicNo ratings yet
- ResistanceDocument37 pagesResistanceAnn NavarroNo ratings yet
- Floefd Electronics Cooling ModuleDocument3 pagesFloefd Electronics Cooling ModuleEsen DilerNo ratings yet
- XLPE-AL 33 KV Single Core Cable - Hoja de Datos - NKT CablesDocument2 pagesXLPE-AL 33 KV Single Core Cable - Hoja de Datos - NKT CableskjkljkljlkjljlkNo ratings yet