You might also like
- Vedic Maths - India's Approach To Calculating!Document4 pagesVedic Maths - India's Approach To Calculating!padmanaban_cse100% (2)
- 5S ManualDocument60 pages5S ManualMun Hein ZawNo ratings yet
- Captiva 2013 Systema Electric 3.0Document13 pagesCaptiva 2013 Systema Electric 3.0carlos martinez50% (2)
- Customer: Id Email Password Name Street1 Street2 City State Zip Country Phone TempkeyDocument37 pagesCustomer: Id Email Password Name Street1 Street2 City State Zip Country Phone TempkeyAgus ChandraNo ratings yet
- Drilling Mud Properties and FunctionsDocument7 pagesDrilling Mud Properties and Functionsdavid100% (1)
- DOE-STD 1090-99 Hosting & RiggingDocument403 pagesDOE-STD 1090-99 Hosting & RiggingalphadingNo ratings yet
- Wet AgglomerationDocument4 pagesWet AgglomerationCris-Anne Juangco IIINo ratings yet
- Types of Drilling Fluid: Drilling Rig Drill String Drill BitDocument8 pagesTypes of Drilling Fluid: Drilling Rig Drill String Drill Bithamada159100% (2)
- Selley Et Al., 2004. Encyclopedia of Geology - Volume IV - S PDFDocument588 pagesSelley Et Al., 2004. Encyclopedia of Geology - Volume IV - S PDFAlej Ferddz100% (2)
- Howden PDFDocument24 pagesHowden PDFskb2550% (2)
- COE10205, Other Corrosion Monitoring TechniquesDocument62 pagesCOE10205, Other Corrosion Monitoring Techniquesامين100% (1)
- FinePowderFlow Bins Hoppers JenikeDocument10 pagesFinePowderFlow Bins Hoppers JenikesaverrNo ratings yet
- Mass Transfer PartDocument11 pagesMass Transfer Partoctoviancletus100% (1)
- Handle Bulk Solids Safely and EffectivelyDocument5 pagesHandle Bulk Solids Safely and EffectivelyDaniellaMradNo ratings yet
- DRILLING FLUIDS HandoutDocument10 pagesDRILLING FLUIDS HandoutHans SamNo ratings yet
- Foaming in Fractionation Columns: Understanding Causes and SolutionsDocument7 pagesFoaming in Fractionation Columns: Understanding Causes and SolutionsAnonymous v5uipH100% (1)
- Foaming in Fractionation ColumnsDocument7 pagesFoaming in Fractionation ColumnsmehdiNo ratings yet
- Water Treatment Guide for Palm Oil MillsDocument46 pagesWater Treatment Guide for Palm Oil Millsmuhammad85100% (1)
- Sedimentation ClarificationDocument7 pagesSedimentation ClarificationMuhammad Firdaus KamalNo ratings yet
- SedimentationDocument76 pagesSedimentationKhalid Rehman100% (2)
- SedimentationDocument39 pagesSedimentationIsaiah Paul G. SacramentoNo ratings yet
- Difficult Liquid-Liquid Separations: Authored byDocument8 pagesDifficult Liquid-Liquid Separations: Authored byMuhammad Abdul RaufNo ratings yet
- Republic of the Philippines State University Sedimentation Processes DocumentDocument8 pagesRepublic of the Philippines State University Sedimentation Processes DocumentnoelNo ratings yet
- Inertial Cavitation: Lord Rayleigh PressureDocument4 pagesInertial Cavitation: Lord Rayleigh PressureChemicalengineersaqiNo ratings yet
- CavitationDocument11 pagesCavitationphutd09No ratings yet
- Common Valve ProblemsDocument76 pagesCommon Valve ProblemsAhmed Sabry El-sotohyNo ratings yet
- Fuel Equivalent Factor - Marine Services PDFDocument9 pagesFuel Equivalent Factor - Marine Services PDFMax Kolonko100% (1)
- Hopper Design PDFDocument31 pagesHopper Design PDFMuhamad Baihakhi ShamsudinNo ratings yet
- Clarifier Design Chap 11Document71 pagesClarifier Design Chap 11ngoclinh87No ratings yet
- Fine Powder Flow Phenomena in Bins, Hoppers, and Processing VesselsDocument10 pagesFine Powder Flow Phenomena in Bins, Hoppers, and Processing VesselsHassan SleemNo ratings yet
- Fly Ash Handling Challenges and SolutionsDocument10 pagesFly Ash Handling Challenges and SolutionsalvarikokexNo ratings yet
- 1.1 Common Problems With Bulk SolidsDocument4 pages1.1 Common Problems With Bulk SolidsSubhajit BagNo ratings yet
- Shale StabilityDocument39 pagesShale StabilityAli AlakariNo ratings yet
- Bins-Bunkers-SilosDocument7 pagesBins-Bunkers-Silostan_dat2003No ratings yet
- Retrofitting Bins, Hoppers, and Feeders To Solve Flow ProblemsDocument5 pagesRetrofitting Bins, Hoppers, and Feeders To Solve Flow Problemsfarel setiawanNo ratings yet
- Filtration Mechanisms for Water TreatmentDocument12 pagesFiltration Mechanisms for Water TreatmentPraveen Kesavan NairNo ratings yet
- Foaming in Columns: Understanding Causes and SolutionsDocument5 pagesFoaming in Columns: Understanding Causes and SolutionsShankarMukherjeeNo ratings yet
- Forth Floartation 12Document6 pagesForth Floartation 12Muhammad Bin ShakilNo ratings yet
- Filtration and Cake Thickness: Fluid TestingDocument8 pagesFiltration and Cake Thickness: Fluid TestingLawson IdukuNo ratings yet
- Unsteady Flow On Closed ConduitsDocument4 pagesUnsteady Flow On Closed ConduitsPujan NeupaneNo ratings yet
- CavitationDocument10 pagesCavitationuishwarrocksNo ratings yet
- Design of Bins and Hopper PDFDocument18 pagesDesign of Bins and Hopper PDFabhys_raghuNo ratings yet
- Designs: Filter PorosityDocument2 pagesDesigns: Filter PorosityfikaduNo ratings yet
- Cavitation. Groub 2 ReportDocument10 pagesCavitation. Groub 2 ReportNora AdelNo ratings yet
- Storage and Transport of SolidsDocument48 pagesStorage and Transport of SolidsErlangga Aria PratamaNo ratings yet
- Separator InternalsDocument36 pagesSeparator InternalsCVACAPNo ratings yet
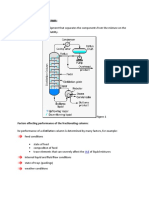
- Factors Effecting Performance of The Fractionating ColumnDocument4 pagesFactors Effecting Performance of The Fractionating ColumnHasieb Alam KhanNo ratings yet
- Lec-13 - Batch DistillationDocument26 pagesLec-13 - Batch DistillationsamrahamidNo ratings yet
- Design Sedimentation2Document18 pagesDesign Sedimentation2Kasturi LetchumananNo ratings yet
- Column Flotation Systems With Cavitation TubeDocument8 pagesColumn Flotation Systems With Cavitation TubeRogério Leonardo OliveiraNo ratings yet
- Mto2150502 150110105053,54,55,56,59Document39 pagesMto2150502 150110105053,54,55,56,59ABHISHEKNo ratings yet
- Sedimentation Report OptimizationDocument9 pagesSedimentation Report Optimizationسراء حيدر كاظمNo ratings yet
- CHE 321 Unit Operation 1 (3 Units) : 1: Drying, Conveying 2: Sedimentation, ClarificationDocument24 pagesCHE 321 Unit Operation 1 (3 Units) : 1: Drying, Conveying 2: Sedimentation, ClarificationGlory UsoroNo ratings yet
- Solid Particulates: Particulate Solid in Bulk: Dr. Motasem SaidanDocument16 pagesSolid Particulates: Particulate Solid in Bulk: Dr. Motasem SaidanMalak HindiNo ratings yet
- Principles of Continuous Flow Centrifugation: Technical Application NoteDocument18 pagesPrinciples of Continuous Flow Centrifugation: Technical Application NoteDiksha SurekaNo ratings yet
- Lubrication Testing ProcedureDocument4 pagesLubrication Testing Procedurehunshing1952No ratings yet
- Stabilizing Sensitive Shales With Inhibited, Potassium-Based Drilling FluidsDocument12 pagesStabilizing Sensitive Shales With Inhibited, Potassium-Based Drilling Fluidstaufiq01No ratings yet
- DewateringDocument43 pagesDewateringmyoNo ratings yet
- How to Design Storage Hoppers for Bulk SolidsDocument49 pagesHow to Design Storage Hoppers for Bulk SolidsMohd Yashfi YunusNo ratings yet
- WASTE WATER TREATMENT: GRIT REMOVAL PROCESSDocument22 pagesWASTE WATER TREATMENT: GRIT REMOVAL PROCESSsarfaNo ratings yet
- Inertization and Fire SafetyDocument19 pagesInertization and Fire SafetysaikumarNo ratings yet
- Controlling Barite Sag Can Reduce Drilling ProblemsDocument8 pagesControlling Barite Sag Can Reduce Drilling ProblemsDon BraithwaiteNo ratings yet
- Equipment for Gas Absorption ProcessesDocument34 pagesEquipment for Gas Absorption ProcessesMALIK ZARYABBABARNo ratings yet
- BCFBCFBCBCDocument10 pagesBCFBCFBCBCkevinskevinsNo ratings yet
- Cavitation_WikipediaDocument21 pagesCavitation_WikipediaThommas HofmannNo ratings yet
- CavitationDocument6 pagesCavitationPackianathan SarathNo ratings yet
- Deep Marine Systems: Processes, Deposits, Environments, Tectonics and SedimentationFrom EverandDeep Marine Systems: Processes, Deposits, Environments, Tectonics and SedimentationNo ratings yet
- Yan, Zheng - 2013 - Performance of Photoperiod and Light Intensity On Biogas Upgrade and Biogas Effluent Nutrient Reduction by The MicroDocument8 pagesYan, Zheng - 2013 - Performance of Photoperiod and Light Intensity On Biogas Upgrade and Biogas Effluent Nutrient Reduction by The MicrofvassisNo ratings yet
- Brunale Et Al. - 2016 - Microalgae Cultivation in Sugarcane Vinasse Selection, Growth and Biochemical CharacterizationDocument8 pagesBrunale Et Al. - 2016 - Microalgae Cultivation in Sugarcane Vinasse Selection, Growth and Biochemical CharacterizationfvassisNo ratings yet
- 5 Enhancing Microalgal Photosynthesis and Productivity in Wastewater Treatment High Rate Algal Ponds For Biofuel ProductionDocument8 pages5 Enhancing Microalgal Photosynthesis and Productivity in Wastewater Treatment High Rate Algal Ponds For Biofuel ProductionShampa SenNo ratings yet
- Lantz Et Al. - 2007 - The Prospects For An Expansion of Biogas Systems in Sweden-Incentives, Barriers and PotentialsDocument14 pagesLantz Et Al. - 2007 - The Prospects For An Expansion of Biogas Systems in Sweden-Incentives, Barriers and PotentialsfvassisNo ratings yet
- Brunale Et Al. - 2016 - Microalgae Cultivation in Sugarcane Vinasse Selection, Growth and Biochemical CharacterizationDocument8 pagesBrunale Et Al. - 2016 - Microalgae Cultivation in Sugarcane Vinasse Selection, Growth and Biochemical CharacterizationfvassisNo ratings yet
- De Mattos, Bastos - 2016 - COD and Nitrogen Removal From Sugarcane Vinasse by Heterotrophic Green Algae Desmodesmus SPDocument10 pagesDe Mattos, Bastos - 2016 - COD and Nitrogen Removal From Sugarcane Vinasse by Heterotrophic Green Algae Desmodesmus SPfvassisNo ratings yet
- Adarme Et Al. - 2019 - Use of Anaerobic Co-Digestion As An Alternative To Add Value To Sugarcane Biorefinery WastesDocument12 pagesAdarme Et Al. - 2019 - Use of Anaerobic Co-Digestion As An Alternative To Add Value To Sugarcane Biorefinery WastesfvassisNo ratings yet
- Kim Et Al. - 2013 - Growth Rate, Organic Carbon and Nutrient Removal Rates of Chlorella Sorokiniana in Autotrophic, Heterotrophic and MiDocument6 pagesKim Et Al. - 2013 - Growth Rate, Organic Carbon and Nutrient Removal Rates of Chlorella Sorokiniana in Autotrophic, Heterotrophic and MifvassisNo ratings yet
- Adarme Et Al. - 2019 - Use of Anaerobic Co-Digestion As An Alternative To Add Value To Sugarcane Biorefinery WastesDocument12 pagesAdarme Et Al. - 2019 - Use of Anaerobic Co-Digestion As An Alternative To Add Value To Sugarcane Biorefinery WastesfvassisNo ratings yet
- Design Efficient FeedersDocument16 pagesDesign Efficient FeedersfvassisNo ratings yet
- De Mattos, Bastos - 2016 - COD and Nitrogen Removal From Sugarcane Vinasse by Heterotrophic Green Algae Desmodesmus SPDocument10 pagesDe Mattos, Bastos - 2016 - COD and Nitrogen Removal From Sugarcane Vinasse by Heterotrophic Green Algae Desmodesmus SPfvassisNo ratings yet
- Solve Solids Handling Problems by Retrofitting: Also: San Luis Obispo, CA - Toronto, Canada - Viña Del Mar, ChileDocument20 pagesSolve Solids Handling Problems by Retrofitting: Also: San Luis Obispo, CA - Toronto, Canada - Viña Del Mar, ChilefvassisNo ratings yet
- Scale Up Solids HandlingDocument8 pagesScale Up Solids HandlingfvassisNo ratings yet
- Adarme - 2020 - Biogas Production by Anaerobic Co - Digestion Using Byproducts of First - and Second-Generation Bioethanol Production ProcDocument145 pagesAdarme - 2020 - Biogas Production by Anaerobic Co - Digestion Using Byproducts of First - and Second-Generation Bioethanol Production ProcfvassisNo ratings yet
- CMAA Specification 70Document87 pagesCMAA Specification 70jajang nurjamanNo ratings yet
- Herbarium Specimen Preparation and Preservation GuideDocument9 pagesHerbarium Specimen Preparation and Preservation GuideJa sala DasNo ratings yet
- 4 1 Separation of VariablesDocument9 pages4 1 Separation of Variablesapi-299265916No ratings yet
- Brochure PILA Lamps and LuminairesDocument42 pagesBrochure PILA Lamps and Luminairesaldtol21No ratings yet
- The World in Which We Believe in Is The Only World We Live inDocument26 pagesThe World in Which We Believe in Is The Only World We Live inYusufMiddeyNo ratings yet
- Creative Commons Attribution-Noncommercial-Share Alike 3.0 LicenseDocument4 pagesCreative Commons Attribution-Noncommercial-Share Alike 3.0 LicenseAnindito W WicaksonoNo ratings yet
- Abdul Jabbar (Mechanical Engineer) AGROFEED KSADocument4 pagesAbdul Jabbar (Mechanical Engineer) AGROFEED KSAftimum1No ratings yet
- SchoolopeningdocxDocument1 pageSchoolopeningdocxElena BarsukovaNo ratings yet
- Red Hat System Administration I 3.4 PracticeDocument9 pagesRed Hat System Administration I 3.4 PracticestefygrosuNo ratings yet
- D Series: Instruction ManualDocument2 pagesD Series: Instruction ManualMartin del ValleNo ratings yet
- Certificate of Incorporation Phlips India LimitedDocument1 pageCertificate of Incorporation Phlips India LimitedRam AgarwalNo ratings yet
- Omni Lifenet SpecsDocument2 pagesOmni Lifenet SpecsAngel JuarezNo ratings yet
- Module 4.Document16 pagesModule 4.Sania MaqsoodNo ratings yet
- Java Pattern Programming AssignmentsDocument9 pagesJava Pattern Programming Assignmentstamj tamjNo ratings yet
- Resume summary of monthly sparepart costs and production in 2021Document590 pagesResume summary of monthly sparepart costs and production in 2021winda listya ningrumNo ratings yet
- Sheet 5 SolvedDocument4 pagesSheet 5 Solvedshimaa eldakhakhnyNo ratings yet
- This Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCDocument81 pagesThis Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCabcdNo ratings yet
- Quadratic SDocument22 pagesQuadratic SShawn ShibuNo ratings yet
- Panasonic Sx-kc211 User ManualDocument36 pagesPanasonic Sx-kc211 User ManualJoshua Chong100% (1)
- Getting Started With Microsoft ExcelDocument12 pagesGetting Started With Microsoft ExcelRoshan AdhikariNo ratings yet
- HoraceDocument8 pagesHoraceapolonius31No ratings yet
- Partlist Sym Vf3i 185Document83 pagesPartlist Sym Vf3i 185Jack Wilder100% (1)
- 6.1 Futures and Options AnalysisDocument2 pages6.1 Futures and Options AnalysisSuraj DecorousNo ratings yet
- OverviewDocument34 pagesOverviewManisha NairNo ratings yet