Professional Documents
Culture Documents
Process Description
Process Description
Uploaded by
hulk alan0 ratings0% found this document useful (0 votes)
32 views25 pagesCopyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
32 views25 pagesProcess Description
Process Description
Uploaded by
hulk alanCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 25
wh Ca Mau Fertilizer Project No, 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE #5
‘DK-2800 Lymaby, Deomark 1350 MTPD Ammonia Plant Page 1 of 25
Job S-01807 WBS 47
Process Description
Tnfoematon contained herein sour property and must nat be used by or conveyed to any person without our authority - Haldor Topspe A/S
rw Ca Mau Fertilizer Project ‘No. 4327049 Rev. 0
Vietnam, Job $-01807
HALDOR TOPSZE A/S
DK.2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 2 of 25
Contents
1. General Information.
1.1 Ammonia Plant
1.2 Short Description of the Process Unit
1.3 Process Flow Diagrams.
Desulphurization Section.
2.1. General Information ..
Reforming Section
3.1 General Information...
3.2 Carbon Formation.
3.3. Reaction Heat
3.4 Operating Pressure
3.5 Primary Reformer.
3.6 Secondary Reformer..
Shift Section.
4.1 General Information...
42 High Temperature CO Converter.
43 Low Temperature CO Converter.
Carbon Dioxide Removal Section
5.1 General Information .
5.2. Process Description
5.3. Semilean Solution Pumps.
Methanation section.
6.1 General Information...
6.2. Process Description
6.3 Methanator
Ammonia Synthesis Section
7.1 General Process Description
7.2. The Synthesis Loo
7.3. Inert Gases/Purge Gas 7
7.4 Hydrogen/Nitrogen Ratio. 8
7.5 Ammonia Converter R 501 .. 18
7.5.1 General Information 8
7.5.2 Reaction Temperature in the Ammonia Converter. 1
1
16 2
7.7 Ammonia Recovery. 23
Process Condensate Stripping. 5
BFW Preparatior 25
Information contained herein is our property and must not be used by or conveyed fo any person without our athority - HaldorTopsse A'S
4 Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE “8 .
‘DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 3 of 25
1. General Information
1.1 Ammonia Plant
In the plant, ammonia is produced from synthesis gas containing hydrogen and nitrogen in
the ratio of approximately 3:1.
Besides these components, the synthesis gas contains inert gases such as argon and meth-
ane to a limited extent.
The source of Hy is demineralized water and the hydrocarbons in the natural gas. The
source of Nz is the atmospheric air. Besides ammonia, the plant produces a side stream of
carbon dioxide. The source of CO> is the hydrocarbons in the natural gas feed.
‘The main function of the plant is illustrated in the following sketch:
STEAM
NATURAL GAS
AMMONIA
RAW WATER, i neem
AMMONIA PLANT
ATMOSPHERIC AIR
CARBON DIOXIDE
ELECTRIC POWER
1.2 Short Deseription of the Process Units
‘The process steps necessary for production of ammonia from the above-mentioned raw
materials are as follows:
~The hydrocarbon feed is desulphurized to the ppb level in the desulphurization sec-
tion.
- The desulphurized hydrocarbon feed is reformed with steam and air into raw synthesis
‘gas (process gas). The gas contains mainly hydrogen, nitrogen, carbon monoxide, car-
bon dioxide and steam.
= In the gas purification section, the CO is first converted into COp. Then the CO is re-
moved from the process gas in the CO; removal section.
Infomation contained herein is our property and must not be used by or conveyed to any person without our authority - Haldor Topsee A/S
fr Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 4 of 25
- The CO and CO, residues in the gas outlet of the CO; removal unit are converted into
methane by reaction with Hz (methanation) before the synthesis gas is sent to the am-
monia synthesis loop.
- The purified ‘synthesis gas is compressed and then routed to the ammonia synthesis
loop, where it is converted into ammonia, In order to limit the accumulation of argon
and methane in the loop, a purge stream is taken, The liquid ammonia product is de-
pressurised during which the dissolved gases, let-down gas and inert gas, are flashed
off.
The following is a sketch of the described process steps:
wun | cena |} [rromme nay se Bin. |_f werue | macan
& Seonow (“secre [Sressas*| secnon [—*] RECA oe too fant
‘The production capacity of the ammonia plant is 1350 MTPD ammonia and 1790 MTPD
CO).
‘The ammonia plant can operate in two ways, exporting the ammonia product in two ways:
Case 1. The ammonia product goes to urea production at 25°C and 24.5 barg
Case 2. The ammonia product goes to storage at -32°C and 5 barg.
1.3 Process Flow Diagrams
The process lay-out and the operating conditions are shown in the process flow diagrams
(PFD) covering following sections of the plant.
Desulphurization and reforming
CO conversion
MDEA CO; removal
Methanation and Compression
Ammonia synthesis loop
Ammonia Refrigeration
Ammonia Recovery
Process condensate stripping
Steam Balance Part 1
CRN AR AWNE
Information contsned herein is our property and must nc be used by or conveyed to any person without our authority - Haldor Topsoe A'S
r Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S
DK.2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 5 of 25
10. Steam Balance- Part 2, Deaerator
11, Steam Generation
12, Fresh Cooling Water Balance
Desulphurization Section
2.1 General Information
The natural gas feedstock, contain up to 15 vol. ppm sulphur compounds, whereas the
back-up gas may contain up to 55 vol. ppm sulphur compounds. The natural gas must be
desulphurized because the primary reformer catalyst and the low temperature CO con-
version catalysts are very sensitive to sulphur.
Since the gas contains both HS and organic sulphur compounds, the desulphurization
takes place in two stages. The organic sulphur compounds are converted to HzS in the Hy-
Grogenator (R201), and the HyS absorption takes place in the sulphur absorbers
(R 202 A/B). After desulphurization, the content of sulphur is less than 0.05 vol. ppm.
2.2 Hydrogenation
The preheated natural gas is fed to the hydrogenator (R 201). The vessel contains HTAS
Hydrogenation Catalyst TK-250, which is a cobalt-molybdenum based catalyst.
‘TK-250 catalyses the following reactions:
RSH+H, > = RH+H,S
RiSSR. +32 > Ri +RoH+2HS
RISR:+2k2 > RH + RH +H,S
(CHS +4H, > — CuHo+ HS
COS+H, + CO+HS
where R is hydrocarbon radical.
‘The hydrogenation catalyst must not get into contact with hydrocarbons without the pres-
ence of hydrogen. The result would be poor conversion of the organic sulphur compounds
causing an increased sulphur slip to the reforming section.
In case natural gas containing CO and CO; is fed to the hydrogenator, the following reac-
tions will take place:
Information contained herein is our property and mast not be used by or conveyed to any person without our authority - Haldr Topsae A/S
rw Ca Mau Fertilizer Project ‘No. 4327049 Rev. 0
‘Vietnam Job S-01807
HALDOR TOPSZE A/S
DK.2800 Lyngby, Deamarke 1350 MTPD Ammonia Plant Page 6 of 25
CO,+H = CO+H,0
CO,+HS <= COS+H,0
Therefore, the presence of CO, CO, and HzO influences the sulphur slippage from the
downstream sulphur absorber.
The TK-250 catalyst is oxidised at delivery and resumes its activity when sulphided. In the
sulphided state the catalyst is phyrophoric and it must be not exposed to air at temperatures
above 70°C.
2.3. HS Absorption
The hydrogenated natural gas is fed to the sulphur absorbers (R 202 A/B).
The two sulphur absorbers, located in series, are identical. R 202 B acts as a guard in case
of sulphur breakthrough from R 202 A or in case R 202 A is taken out of service for cata-
lyst replacement. Each vessel has one catalyst bed which contains HTZ-5 catalyst. This
zine oxide catalyst is in the form of 4 mm extrudates. The normal operating temperature is
approximately 350°C. The zine oxide reacts with the hydrogen sulphide and carbonyl sul-
phide in the following equilibrium reactions:
ZnO+HS << ZnS+HO
Zn0+COS << ZnS+CO,
The equilibrium composition for the reaction between the zinc oxide and hydrogen sul-
phide is expressed by the following equation:
5x10 at 350°C
‘The catalyst is not reacting with oxygen or hydrogen at any practical temperature.
Zinc sulphide is not pyrophoric and no special care during unloading is required.
Steam operations should not be carried out in R 202 A/B: the zine oxide would hydrate
and it would then be impossible to regenerate the ZnO material in the reactor.
Information cootsned herein is our property and must not be used by or conveyed to any person without ou authority - Haldor Topsoe A/S
rw Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE /S
DK-2800 Lyngby, Deamark 1350 MTPD Ammonia Plant Page 7 of 25
Reforming Section
3.1. General Information
In the reforming section, the desulphurized gas is converted into synthesis gas by catalytic
reforming of the hydrocarbon mixture with steam and the addition of air.
The steam reforming process can be described by the following reactions:
(1) CoHani2 + 2H20 <> CytHsn + CO2 + 3Hp - heat
(2) CHy +2420 <> CO; +4H, - heat
@) CO, +b <= CO+H,0 -heat
Reaction (1) describes the mechanism of reforming the higher hydrocarbons, which are re-
formed in stages to lower and lower hydrocarbons, finally resulting in methane, which is
reformed as shown in reaction (2).
‘The heat input required for the reverse shift reaction (3) is very small compared to the heat
input required for reaction (1) and (2).
The reactions take place in two steps, primary reforming and secondary reforming as de-
scribed below.
3.2 Carbon Formation
During operation, carbon formation may occur outside and/or inside the catalyst particles
in the primary reformer. Carbon deposits outside the particles will increase the pressure
drop over the catalyst bed, and deposits inside the particles will reduce the activity and
mechanical strength of the catalyst.
The design ratio in this unit is H,O/C (only carbon in hydrocarbons considered) = 3.0, suf-
ficiently above the ratio where carbon formation on an active catalyst is possible.
3.3 Reaction Heat
In the primary reformer the heat necessary for the reaction is supplied in the form of indi-
rect heat from firing; in the secondary reformer the heat is direct heat from combustion of
the gas mixture with air.
The introduction of air at the same time provides the nitrogen required for ammonia syn-
thesis. Since the Ho/No ratio in the purified synthesis gas should be maintained at a value
close to 3.0, the amount of air is fixed. Overall, adjusting the duty of the primary reformer
controls the reforming reaction and thus the methane leakage from the secondary reformer.
Information contained herein is our property and must not be used by or conveyed to ny person without ou authority - Haldor Topsee A/S
wr Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S
DK.2800 Lyngby, Denmark. 1350 MTPD Ammonia Plant Page 8 of 25
3.4 Operating Pressure
Since methane is an inert gas in the ammonia synthesis process, it is desirable to reduce
the methane content of the synthesis gas to the lowest possible level in order to keep the
level of inert gases low. The methane content in the synthesis gas is governed by the equi-
librium of reforming reaction (2) at the outlet temperature and on the catalyst activity. Ac-
cording to reaction (2), a lower methane content can be obtained by increasing the tem-
perature, lowering the pressure, or adding more steam, On the other hand, a relatively high
reforming pressure results in considerable savings in the power necessary for the subse-
quent synthesis gas compression. An operating pressure of approximately 35 barg at the
inlet of the primary reformer provides a reasonable economic compromise.
3.5 Primary Reformer
‘The first step of the steam reforming process takes place in the primary reformer
(1201).
‘The hydrocarbon and steam mixture is preheated to 535°C in E 201 before entering H 201.
The process gas passes downwards through vertical tubes containing the catalyst. The re-
quired heat is transferred by radiation from a number of wall burners to the catalyst tubes.
In order to ensure complete combustion of the fuel gas, the burners are operated with an
excess air ratio of about 10%, which corresponds to about 2 vol% of oxygen in the flue
gas.
The hydrocarbons in the feed to the primary reformer are converted into hydrogen and
carbon oxides, and the gas from the primary reformer contains approximately 14 mole% of.
methane (dry) with a primary reformer outlet temperature of about 783°C.
The primary reformer has a total of 150 reformer tubes installed in two radiant sections.
Upper part of the reformer tubes is loaded with catalyst RK-211 (pre-reduced) and RK-201,
while the bottom part of the reformer tubes is loaded with catalyst R-67-7H.
The reduced catalyst is stable in air up to 80°C. If it is exposed to air at higher temperature
it will oxidise, but the temperature will be undramatic and unharmfull to the catalyst,
3.6 Secondary Reformer
In the secondary reformer (R 203), the process gas is mixed with preheated air. Partial
combustion takes place in the top of R 203 and causes a considerable increase in the tem-
perature, From the combustion zone, the gas passes down through a catalyst bed, where
the last part of the reforming takes place as the gas cools.
‘The temperature of the process gas leaving the secondary reformer is about 953°C, and the
methane concentration is 0.60 mole% (dry).
Information contained herein is ou property and must not be used by or conveyed to any person without our authority -Haldor Topsoe A'S
rw Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 9 of 25
‘The secondary reformer outlet gas contains about 13.7 mole% CO and 8.5% CO) (dry), so
there is a theoretical risk of carbon formation according to the following Boudouard reac-
tion:
2CO CO; +C (as soot)
The lower limit for the reaction is 650°C, since the reaction rate becomes too slow at lower
temperatures.
Cooling of the process gas takes place in the waste heat boiler (E 208) and the steam su-
petheater (E 209), in which the heat exchanged is used to generate superheated high pres-
sure steam.
The secondary reformer is to be charged with the following catalysts: a top layer of
RKS-2, a main layer of RKS-2-7H, and a bottom layer of RKS-2.
The catalyst bed rests on two layers of alumina balls with different sizes and alumina tiles
is placed on top of the catalyst bed to hold down the catalyst and to protect the catalyst
from direct flame contact.
‘Combustion of the process gas with air produces a gas temperature of 1100-1200°C in the
upper section of the secondary reformer. Because the reforming reaction of methane ab-
sorbs heat, the temperature decreases down through the catalyst.
‘The catalyst begins to sinter in the temperature range of 1400-1500°C.
The activated catalyst must never be exposed to pure air at temperatures above 100°C: this
will cause spontaneous heating. As the oxidation heat cannot dissipate from the secondary
reformer, it could lead to overheating and destruction of the catalyst.
Information contained herein is cur property and must not be used by or conveyed to any person witbout ou authority - Haldor Topsee A/S
rw Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 10 of 25
Shift Section
4.1 General Information
The carbon monoxide in the process gas leaving the reforming section is converted into
carbon dioxide and hydrogen according to the shift reaction:
CO+H,O <> CO)+Hp +heat
‘The shift reaction equilibrium is moved towards higher conversion of CO by lower tem-
perature and more water vapour, however, the reaction rate increases with higher tempera-
ture, The optimum temperature for the shift reaction depends on the activity of the catalyst
and the composition of the gas.
The shift reaction takes place in the two CO converters (R 204 and R 205), with process
‘gas cooling after each converter.
4.2 High Temperature CO Converter
The high temperature CO converter (R 204) contains SK-201-2 catalyst installed in one
‘bed. The catalyst is chromium oxide promoted iron oxide in the form of pellets each 6 mm
@ and 6 mm high.
The catalyst to be installed is in oxidized state. Reduction is carried out in process gas con-
taining hydrogen during start-up of the reforming section. The activated SK-201-2 catalyst
can operate continuously in the range of 320-500°C.
Fresh catalyst should be operated at a gas inlet temperature of about 360°C. Later, as the
catalyst ages the optimum inlet temperature will increase, but as long as the outlet tem-
perature has not reached 460°C, catalyst activity will only decrease slowly.
Chlorine and inorganic salts are poisons to the catalyst. The content of chlorine in the
process gas should be well below 1 ppm. However, the reforming and low temperature
shift catalysts are much more sensitive to these contaminants, therefore they are always
removed to a level well below the tolerance limit of the SK-201-2 catalyst.
Heating in condensing steam will not harm the SK-201-2 catalyst in any way. The hot
catalyst should not, however, be exposed to liquid water, since this might cause disintegra-
tion of the catalyst.
Since the activated catalyst is phyrophoric, it must be handled with care during unloading.
Information contained herein is our property and must not be used by or conveyed to any person without our authority -Haldor Topsoe A'S
ir Ca Mau Fertilizer Project No. 4327049 Rev. 0
‘Vietnam Job S-01807
HALDOR TOPSZE A/S.
DK.2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 11 of 25
43 Low Temperature CO Converter
Two catalysts are loaded in the low-temperature CO converter. The top layer is a chro-
mium-based catalyst (LSK) and acts as a chlorine guard. The bulk of the catalyst is LK-
821-2. The LK-821-2 catalysts consist of oxides of copper, zinc, and aluminium in the
form of pellets each 4.5 mm @ and 3.4 mm high.
The catalyst is activated at 160-220°C in circulating nitrogen containing 0.2-2% hydrogen.
During the reduction process, the copper oxide reacts with the hydrogen to form free cop-
per.
‘The LK-821-2 catalyst can be operated within a temperature range of 170-250°C.
Sulphur, chlorides and silica are severe poisons. As an example of the degree to which
these compounds poison the catalyst, it is indicated that the activity of the catalyst will be
minimized considerably by a sulphur pick-up of as little as 0.2 wt% or by a chlorine con-
tent of 0.1 wt%.
The hot LK-821-2 catalyst must under no circumstances be exposed to liquid water, as this
will disintegrate the catalyst.
‘The catalyst is pyrophoric in its reduced state, therefore special precautions must be taken
during unloading.
{Information contained herein is cur property and must not be used by or conveyed to any person without ou authority - Haldr Topsae A/S
rr Ca Mau Fertilizer Project, No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S
‘DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 12 of 25
Ss Carbon Dioxide Removal Section
5.1 General Information
The CO2 removal system is based on the two-stage activated MDEA process by BASF.
The solvent used for COp absorption is aMDEA. The main process system consists of a
two-stage CO2 absorber, a CO» stripper and two flash vessels.
‘The CO; is removed from the gas by absorption in the aMDEA solution containing 40
‘wt% aMDEA. The aMDEA solution contains an activator, which increases the mass trans-
fer rate of CO> from the gas phase to the liquid phase. The rest of the solution is water.
The overall reactions occurring during the CO; absorption process are described by the
following equations:
Rj3N+H,0+CO, < R;NH*+HCOs
2R,NH+CO, <> R»NHp* + R2N-COO™
‘The first reaction describes the reaction for a tertiary amine (e.g. MDEA). The second re-
action describes the reaction for a secondary amine (activator).
5.2 Process Description
The gas leaving the CO conversion section has a CO2 content of 19.3 mole% (dry). Due to
its content of steam, the gas also contains a considerable amount of recoverable heat,
mainly latent heat of condensation. This heat is recovered by BFW preheater no. 2 (E 213),
the stripper reboiler (E 302) and DMW preheater no. 2 (E 305). After the process conden-
sate is separated from the gas in the process gas separator (B 304), the gas enters the CO
absorber at a temperature of about 70°C.
In the CO, absorber (F 302), the CO, is removed from the gas by countercurrent absorp-
tion in two stages. In the lower part of the absorber, a flash-regenerated semilean solution
is used for bulk CO, removal. In the upper part, a strip-regenerated lean solution is used
for scrubbing. At the absorber outlet the CO2 content in the gas is reduced to less than 500
ppm (dry).
The solutions which enter the absorber at 50°C (lean solution) and 77°C (semilean solu-
tion) are heated to about 84°C by the exothermic absorption reactions. High interfacial ar-
eas between gas and liquid are provided by 2" IMTP SS rings in the bulk absorber and by
1" IMTP SS rings in the lean absorber respectively. To prevent loss of scrubbing solution.
and activator by entrainment in the purified gas, the top of the column is provided with
three washing trays fed with 700-800 kg/h of water from the process condensate stripper
701).
Information contained herein is our property and must not be used by or conveyed to any person without our authority - Hakor Topsee A'S
4 Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPS@E A/S
DK.2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 13 of 25
The rich solution leaving the bottom of the CO2 absorber is depressurized in a reverse
pump (XP 301), which drives one of the semilean solution pumps (P 301 A), thus reducing
the total energy consumption of the process considerably. Flash regeneration of the rich
solution is performed in two stages to obtain the desired high purity of the CO2 product. In
the HP flash drum (B 302), most of the dissolved inert components are released at a pres-
sure of 5.4 barg. The rich solution continues to the LP flash drum (B 301), where most of
the CO> is released from the solution at a pressure of 0.74 barg. Both flash drums are
loaded with 2" SS pall rings.
The CO; released in the LP flash drum is saturated with water at a temperature of ap-
proximately 73°C. This mixture is cooled to 45°C in the CO? Product Cooler (E 306) and
the overhead condensate is separated from the CO> product in the CO, Product Separator
(B 303). The CO; product leaving B 303 is exported to the urea plant at a pressure of 0.60
barg.
The flashed solution from the bottom of the LP flash drum is divided into two streams.
Most of the solution is pumped into the lower part of the absorber by the semilean solution
pumps (P 301 A/B); the rest is transferred to the CO» stripper (F 301) for final removal of
CO, via the split stream pump (P 303 A/B). Before entering the top of the stripper, the se~
milean solution is heated in the solution heat exchanger (E 301) by the lean solution com-
ing from the bottom of the stripper.
In the CO; stripper, the CO> is stripped off by indirect heat. The heat required for stripping
is produced in the stripper reboiler (E302). The CO» stripper is loaded with 2" SS pall
rings.
‘The CO; leaving the top of the CO; stripper at approximately 98°C is saturated with water
vapour. Condensation of this water increases the temperature in the LP flash, resulting in
better LP flash performance.
The lean solution from the bottom of the COz stripper is cooled to 50°C through the solu-
tion heat exchanger (E 301), the DMW preheater no. 1 (E 304) and the lean solution cooler
(E303), before being pumped to the top of the absorber by the lean solution pump
(P 302 AB).
The flash gas from the HP flash is routed to the reformer fuel system.
5.3 Semilean Solution Pumps
As described above, most of the CO, is removed from the process gas by absorption in the
semilean solution. During normal operation, the semilean solution flow is about 2100 Uh.
‘The semilean solution pumps (P 301 A/B) are driven as follows:
P301A _reverse pump (XP 301) and electric motor (MP 301 A)
Information contained herein sour property and must not be used by or conveyed to any person without ou authority - HaklorTopsve A/S
rT Ca Mau Fertilizer Project ‘No, 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSgE A/S
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 14 of 25
P301B electric motor (MP 301 B)
The reverse pump (XP 301) recovers energy by the pressure let down of the rich solution.
‘The pumps are connected in parallel.
Methanation section
6.1 General Information
The final gas preparation step is the methanation, a process in which the residual carbon
oxides are converted into methane. The methane acts as an inert gas in the ammonia syn-
thesis loop. Whereas oxygen-containing compounds such as carbon oxides (CO and CO;)
are severe poisons to the ammonia synthesis catalyst.
‘The methanation process takes place in the methanator (R 301), and the reactions involved
are the reverse of the reforming reactions:
CO+3H, <> CH, +H,O +heat
CO; + 4H <> CHy+2H:0 + heat
The determining parameters for the methanation reactions are - besides the activity of the
catalyst - the temperature, pressure, and water vapour content of the process gas.
Low temperatures, high pressures and a low water vapour content favor the methanation
equilibrium,
Within the recommended temperature range of 280-450°C, however, equilibrium condi-
tions are so favourable that catalyst activity is practically the only parameter which deter-
mines the efficiency of the methanation process. The activity of the catalyst increases with
increasing temperature, but the life of the catalyst is shortened.
6.2 Process Description
The inlet temperature for the methanator (R 301) is designed to be 300°C at start of run,
The process gas from the CO; absorber (F 302) is heated to this temperature as it passes
through the gas-gas exchanger (E 311) and the methanator trim heater (E 211).
During normal operation, the temperature increase across the catalyst bed should be ap-
proximately 25°C, which corresponds to an outlet temperature of approximately 325°C.
The gas-gas heat exchanger (E 311) then cools the purified gas to approximately 74°C.
The gas is then routed to the final cooler (E 312) and the final gas separator (B 311), where
the condensate is separated from the gas.
The purified gas contains Nz, Ho and approximately 1.5 mole% of inerts as Ar and CH,
and the H3:N ratio in the synthesis gas will be 3:1.
Taformaton contained herein is our property and must not be used by or conveyed to any person without ou authority - Haléor Topsoe A/S
rr Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam, Job $-01807
HALDOR TOPSZE A/S
DK-2800 Lyngby, Denmark. 1350 MTPD Ammonia Plant Page 15 of 25
63 Methanator
‘The methanator (R 301) has one catalyst bed loaded with PK-7R catalyst. The PK-7R is a
nickel catalyst containing approximately 27% nickel.
‘The methanation reaction starts at a temperature below 280°C and causes a temperature in-
crease in the catalyst beds. The temperature increases depends on the content of CO and
COs in the process gas.
The inlet temperature should be controlled to ensure a sufficiently low content of CO and
CO, in the effluent gas, an inlet temperature of approximately 300°C will be typical at start
of run. The methanation catalyst should not be exposed to temperatures above 420°C for
extended periods of time.
‘The catalyst is very sensitive to sulphur and chlorine compounds. Steam without hydrogen
will oxidize the catalyst and should therefore not be used for heating, cooling or purging.
Furthermore, the catalyst should not be exposed to condensing steam, which would cause
it to disintegrate.
Deactivation of the catalyst can be caused by:
~ thermal ageing
- gradual poisoning by impurities in the feed gas such as potassium, sulphur, or arsenic
- malfunctioning of the CO, removal system (MDEA section) resulting in an abnor-
mally high CO; concentration causing high temperature increase across the catalyst
As the catalyst ages, it will lose some activity; this can be compensated for by increasing
the inlet temperature.
Catalyst activation is carried out simply by heating in normal process gas. The content of
CO and CO> in the gas used during activation should be as low as possible, preferably be-
low 1 mole% CO + CO; in order to minimize the temperature rise.
Information contained herein sour property and must not be used by or conveyed to any person without our authority -Haldor Topsee A/S
Tr Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S ;
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 16 of 25
7. Ammonia Synthesis Section
7.1 General Process Description
The ammonia synthesis process takes place in the ammonia converter (R 501) according to
the following reaction scheme:
3H; +Nz <= 2NH; + heat
The reaction is reversible and only part of the hydrogen and nitrogen is converted into
ammonia when the gas passes through the catalyst bed. High pressures and low tempera-
tures favour a high equilibrium concentration of ammonia, Since the reaction rate is very
much enhanced by a high temperature, the choice of temperature should be based on a
compromise between the theoretical equilibrium conversion and the approach to equilib-
rium, In R 501, about 25% of the nitrogen and hydrogen is converted into ammonia. The
unconverted remainder is recycled to the converter after separation of the liquid ammonia
product.
The ammonia synthesis loop has been designed for a maximum pressure of 152 barg. The
normal operating pressure will be 137.3 barg at the inlet to the ammonia converter, de-
pending on load and catalyst activity. At reduced load, the loop pressure will decrease.
Normal operating temperatures will be in the range of 390-494°C for the first bed, 420-
464°C for the second bed, and 402-441°C for the third bed in R 501.
After the synthesis gas has passed through R 501, the effluent gas is to be cooled down to
a temperature at which most of the ammonia condenses.
A considerable amount of the heat released by the reaction is utilised to produce high pres-
sure steam in the loop waste heat boiler (E 501) and to preheat the high pressure boiler
feed water in E 502.
‘The purified synthesis gas contains a small amount of impurities, mainly the inerts Ar and
CHg. A continuous purge from the synthesis loop is necessary to avoid accumulation of the
inerts.
7.2 The Synthesis Loop
The purified synthesis gas from the methanation section is compressed to about 130 barg
before it is introduced into the synthesis loop.
The make-up synthesis gas is chilled in the make-up gas chiller (E 509) and water conden-
sate is separated from the gas in the make-up gas separator B 509. Subsequently, the
make-up synthesis gas is introduced into the loop between the 2" cold exchanger (E 507)
and the 2 ammonia chiller (E 508), after the purge gas is removed at the outlet of E 507.
Infomation cantrned herein is eur property and must not be used by or conveyed to any person without our authority - Haldor Topsoe A/S
r Ca Mau Fertilizer Project ‘No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE 4/S
‘DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 17 of 25
Effluent gas from the converter is cooled stepwise, first in the loop waste heat boiler
(E 501) from approximately 441°C to 340°C. Next, the gas is cooled to about 280-290°C in
the loop BFW preheater (E 502) and then in the hot heat exchanger (E 503), where the ef-
fluent synthesis gas cools to about 65°C by preheating the converter feed gas. The synthe-
sis gas is then cooled to 41°C in the water cooler (E 504) and further to 34°C in the 1" cold
exchanger (E 505), which is used to preheat the converter feed gas.
Final cooling of the synthesis gas to -5°C takes place in the 1 ammonia chiller (E 506),
the 2™ cold exchanger and finally in the 2"! (E 508) ammonia chiller. The condensed am-
monia is separated from the circulating synthesis gas in the ammonia separator (B 501).
From the separator, the gas is recirculated to the ammonia converter through the 2" cold
exchanger, the 1 cold exchanger and finally through the hot heat exchanger to the synthe-
sis converter by the circulator, which is an integrated part of the synthesis gas compressor
(K 431). The liquid ammonia is directed to the let down vessel (B 502) where the pressure
is reduced to 25.5 barg.
‘The make-up synthesis gas entering the ammonia loop is saturated with water vapour and
contains traces of carbon monoxide and carbon dioxide.
‘The water vapour concentration in the make-up gas is about 200 ppm. It will be removed
by absorption in the condensed ammonia. The carbon dioxide in the make-up gas will re-
act with both gaseous and liquid ammonia, forming ammonium carbamate:
2NH3+CO, © <> NHg-COz-NH2
The carbamate formed then dissolves in the condensed ammonia. Carbon monoxide is
only slightly soluble in ammonia, so it will pass with the recirculating gas to the ammonia
converter, where it is hydrogenated to water and methane (methanation). Since oxygen
compounds deactivate the ammonia synthesis catalyst, the content of carbon monoxide in
the make-up synthesis gas should be kept as low as possible.
7.3 Inert Gases/Purge Gas
‘The make-up gas contains small amounts of argon and methane, These gases are inert in
the sense that they pass through the synthesis converter without undergoing any chemical
change. The inerts will accumulate in the synthesis loop, and a high concentration of inert
gases will build up in the circulating synthesis gas. The inerts level will increase until the
addition of inert gases with the make-up gas is the same as the amount of inerts removed
from the loop.
Some of the inerts dissolve in the liquid product which is separated from the synthesis gas
in the ammonia separator. The quantity of inert gas leaving the loop this way is propor-
tional to the partial pressure of the inerts. This quantity normally accounts for only a small
part of the inerts leaving the loop: most are removed with the purge gas.
Tafomation contained herein is our property and must ao be used by or conveyed to any person without our authority -Haldor Topsoe A/S
ww ‘Ca Mau Fertilizer Project ‘No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 18 of 25
Due to the low temperature at the outlet of the 2" cold exchanger the partial pressure of
ammonia in the gas phase is low; therefore only a minor amount of ammonia will be re-
moved together with the purge gas. The purge gas is, however, cooled further in the purge
gas chiller (E 514), to condense the ammonia, which is separated in the purge gas separa
tor (B 514). The liquid ammonia is then retuned to the ammonia separator (B 501).
7.4 Hydrogen/Nitrogen Ratio
In the synthesis reaction, three volumes of hydrogen react with one volume of nitrogen to
form two volumes of ammonia.
Some hydrogen and nitrogen are removed from the synthesis loop with the purge gas, and
a minor amount dissolves in the liquid product. It is, however, only a marginal amount
compared to the amount of hydrogen and nitrogen removed by the synthesis reaction. Con-
sequently, according to the synthesis reaction scheme, minor deviations in the make-up gas
H/N? ratio will result in a much larger change in the H,/N? ratio of the circulating synthe-
sis gas. The H,/N> ratio of the make-up gas after addition of recovered hydrogen should
therefore be close to 3.0.
‘The Hy/No ratio in the loop should be kept as constant as possible. This ratio is controlled
by the Ho/N? ratio in the make-up gas, which will have to be adjusted in order to obtain the
desired ratio in the circulating synthesis gas. Please note that the composition of the syn-
thesis gas will only change slowly when a small adjustment of the make-up gas has been
made, so the system should be allowed sufficient time to establish a new equilibrium be-
fore further corrections are made,
7.5 Ammonia Converter R 501
7.5.1 General Information
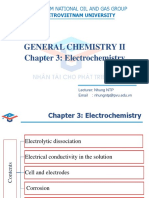
The ammonia synthesis converter, R 501, is a Series 300 Topsae Radial Flow Converter. It
consists of a pressure shell and a basket. The basket consists of three catalyst beds and two
interbed heat exchangers placed in the centre of the first and second catalyst bed respec-
tively, please see sketch on next page.
‘The main part of the synthesis gas is introduced into the converter through the inlet at the
bottom of the converter and passes upwards through the outer annulus between the basket
and the pressure shell, keeping the latter cooled. It then passes to the bottom tube sheet of
the first interbed heat exchanger through transfer pipes in the heat exchanger and passes
the tubes in upward direction thereby cooling the exit gas from the first bed to the inlet
temperature to second bed.
Information contained herein i ou property and must nt be wsed by or conveyed to any person without our authority -Haldor Topsoe A'S
rw Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S
DK 2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 19 of 25
Another part of the synthesis gas is introduced through the bottom central inlet and flows
upwards through the transfer pipe to the bottom tube sheet of the second interbed heat ex-
changer. It passes the tubes in upward direction thereby cooling the exit gas from the sec-
ond bed to the inlet temperature of the third bed.
‘The remaining part of the gas, the cold by-pass gas, is introduced at the top of the con-
verter. In the top of the converter pipe it mixes with the gas leaving the tubeside of the two
interbed heat exchangers. The amount of cold by-pass gas controls the inlet temperature to
the first bed.
After mixing, the gas flows through the space below the basket cover to the annuli of the
panels around the first catalyst bed. From the panels it passes the first catalyst bed in in-
ward direction and then flows to the annulus between the first catalyst bed and the first in
terbed heat exchanger. Even gas distribution in the catalyst bed is ensured by means of ap-
propriate perforation in the panels. The effluent from the first catalyst bed passes the shell
side of the first interbed heat exchanger for cooling to the proper inlet temperature to the
second catalyst bed by heat exchange with gas introduced through the tube side of the first
interbed heat exchanger as described above.
From the shell side of the first interbed heat exchanger the gas is transferred to the second
catalyst bed through the panels around the bed. The effluent from the second catalyst bed
passes the shell side of the second interbed heat exchanger for cooling to the proper inlet
temperature to the third catalyst bed by heat exchange with gas introduced to the tube side
of the second interbed heat exchanger through the bottom inlet as described above.
Both second catalyst and third catalyst beds are passed in inward direction, the gas distri-
bution being ensured by means of appropriate perforation at the walls of the bed.
The gas leaving the third catalyst bed passes the perforated centre tube and flows to the
converter outlet, and from the outlet the gas flows through the loop waste heat boiler
(E 501), where a great part of the reaction heat is used for steam generation
During start-up, hot gas from the start-up heater, H 501, is introduced through the cold by-
pass pipe at the top of the converter.
Information contained herein is cur property and must nt be used by or conveyed to any person without our authority -Haldor Topsoe A'S
‘Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S
‘DK-2800 Lyngby, Den
rk 1350 MTPD Ammonia Plant Page 20 of 25
8-300 Ammonia Synthesis Converter
Ae HAIN GAS TET ©
Bs INLET FOR GAS TO
LOVER INE TURE SIDE
© + COLD BY-PASS INET
Ds 64S OUNET
1s PRESSURE SHELL
2 OUTER NRLIS
3 + OUTER BASKET SELL
4+ BASKET INSULATION.
5 + BASKET COVER
6 + TWTERGED HEAT EXCHMNGER CIHED
7 + TRANSFER PIPE
8s SCREEN PANELS
‘9 Ist CATALYST BED
13 « 2nd BED SUPPORT FLAME.
14 2nd CATALYST BD
15 «Sed CATALYST BD
Information contzined herein is our property and must nt be used by or conveyed to any person without our authority - Haldor Topsoe A'S
rw Ca Mau Fertilizer Project ‘No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S
DK-2800 Lyngby, Dena 1350 MTPD Ammonia Plant Page 21 of 25
7.5.2 Reaction Temperature in the Ammonia Converter
At the inlet of the first bed of R 501, a minimum temperature of approximately 360°C is
required to ensure a sufficiently high rate of reaction. If the temperature at the catalyst inlet
is much below this value, then the reaction rate will become so low that the heat released
by the reaction is too small to maintain the temperature in the converter. The reaction will
quickly extinguish itself if proper adjustments (lowering the gas circulation and/or closing
the cold shot) are not made immediately.
On the other hand, it is desirable to keep the catalyst temperature as low as possible to pro-
long catalyst life. Therefore, it is recommended that the catalyst inlet temperature be kept
slightly above the minimum temperature, The synthesis gas should normally enter the first
catalyst bed at a temperature of 390°C. As the gas passes through the catalyst bed, its tem-
perature increases to a maximum temperature, normally the highest temperature in the
converter, at the outlet of the first bed, called "the hot spot". The outlet temperature from
first bed is normally 494°C.
The outlet gas from the first bed is cooled with the main inlet gas going to the first bed in
order to obtain a temperature of approximately 420°C at the inlet of the second bed. The
outlet gas temperature from the second bed is about 464°C. Subsequently, the outlet gas
from the second bed is cooled with the inlet gas for the lower tube side going to the second
bed in order to obtain a temperature of approximately 402°C at the inlet of the third bed,
The outlet gas temperature from the third bed is about 441°C,
753 Catalyst
‘The ammonia synthesis catalyst KM1/KMIR is a promoted iron catalyst, containing small
amounts of non-reducible oxides. The particle size of the catalyst is 1.3-3 mm. Its small
particle size ensures a very high overall catalyst activity. Furthermore, the radial flow de-
sign of the converter allows usage of small particles without causing a prohibitive pressure
drop.
Prereduced KMIR catalyst is stabilized during manufacturing by superficial oxidation,
The partly oxidized catalyst contains about 2 wt% of oxygen. The stabilization makes the
KMIR catalyst non-pyrophoric up to 90-100°C, but above 100°C the catalyst will react
with oxygen and heat up spontaneously.
‘The catalyst is activated by reducing the iron oxide surface layer to free iron with a simul-
taneous formation of water. The reduction is carried out with circulating synthesis gas. The
desired temperature level is obtained by using the start-up heater (H 501).
Information contained herein sour property and mast not be usd by or conveyed to any person without our authority - Haldor Topsee A/S
4] Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job $-01807
HALDOR TOPSZE A/S .
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 22 of 25
The use of synthesis gas with a hydrogen-to-nitrogen ratio close to 3:1 for activation of
KMI/KMIR has two advantages. The first is that production of ammonia starts early. The
produced reaction heat allows a greater circulation of synthesis gas, which again helps re-
duce the remainder of the catalyst. The second advantage is that the water formed by the
reduction is removed from the circulating gas, as the water dissolves in the liquid ammonia
and leaves the synthesis loop with the liquid ammonia in the ammonia separator. This is
important because water is a catalyst poison.
Catalyst activity decreases slowly during normal operation. The rate of deactivation is af-
fected by the actual process conditions, notably the temperatures in the catalyst bed and
the concentrations of catalyst poisons in the synthesis gas at the inlet of the converter.
Although KMI/KMIR can be used in the range of 530-550°C, it should be noted that the
lower the catalyst temperatures are during operations, the slower the decrease in catalyst
activity will be and thus the longer the life of the catalyst. The lowest possible catalyst
temperatures should therefore be maintained, especially in the second bed which deter-
‘mines the overall conversion.
All compounds containing oxygen, such as water (HO), carbon monoxide (CO) and car-
bon dioxide (COz), are poisonous to the catalyst, and small amounts of these catalyst poi-
sons will cause a considerable decrease in catalyst activity due to oxidation.
Part of the deactivation effect is only temporary, and the catalyst regains most of its activ-
ity once the synthesis gas is oxygen free again. But because some permanent deactivation
will take place, high concentrations of oxygen compounds at the converter inlet, even for
short periods of time, should be avoided.
Sulphur, chlorine and phosphorous compounds are severe poisons which cause permanent
catalyst deactivation. Often the synthesis gas compressor and recirculator have been pro-
vided with a seal system which minimizes the contact between gas and oil. However, oil
which can come in contact with the synthesis gas going to the converter must be free of
these poisons.
7.6 — Refrigeration
The purpose of the refrigeration circuit is to perform the various cooling tasks in the am-
monia synthesis loop. Its primary task is to condense the ammonia which is produced in
the converter. Other tasks are cooling of make-up gas, purge gas, and inert gas, and chill-
ing in the urea granulation unit,
The refrigeration circuit includes the following main equipment:
- Five chillers operating at two different pressures
- The urea granulation chilling (outside ammonia plant B.L.)
- The ammonia compressor
formation contained herein sour property and must not be used by or conveyed to any person without ou authority - Haldor Topsoe A/S
mh Ca Mau Fertilizer Project ‘No, 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S.
'DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 23 of 25
= The ammonia booster compressor
- The ammonia condenser
- The ammonia accumulator
In addition to thé above-mentioned equipment, the refrigeration circuit includes the fol-
lowing:
- TwoK.0. drums to protect the refrigeration compressor from droplets of ammonia,
- A flash vessel from which the make-up ammonia is taken and to which the ammo-
nia is returned from the refrigeration circuit.
The 1" ammonia chiller (E 506) and the make-up gas chiller (E 509) operate at the highest
level, which is a temperature of 17°C, corresponding to a pressure of 6.8 barg.
‘The 2™ ammonia chiller (E 508), the inert vent gas chiller (E 511), the purge gas chiller
(E514), and the urea granulation chiller all operate at the lowest chiller level, at which the
ammonia boiling temperature is -9.0°C with a corresponding pressure of approximately
2.0 barg.
‘The ammonia is exported either directly from the let down vessel (B 502), going through
the ammonia product heater where it is heated to 25°C. The ammonia is exported at 24.5
barg.
In the other operation mode the ammonia goes to the flash vessel (B 503) operating at 0.05
barg. The flashed ammonia goes to the ammonia booster compressor (K 451), the ammo-
nia compressor (K 441) and enters the refrigeration system. The flashed liquid goes to the
ammonia product pump (P 501 A/) and is exported at 5 barg and -33°C.
7.7 Ammonia Recovery
The purpose of the ammonia recovery section is to recover the ammonia in the purge gas
from the loop and from various low pressure off-gases, and to deliver it as 99% liquid
ammonia,
‘The section includes the following main items with associated heat exchangers, pumps,
and KO drum:
- The Purge Gas Absorber (F 551)
= Off Gas Absorber (F 552)
- Distillation Column (F 553)
Information contained herein is our property and mast not be used by or conveyed to any person without our authority - Haldor Topsoe A/S
rw Ca Mau Fertilizer Project No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE A/S ,
DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 24 of 25
In the purge gas absorber, ammonia is removed from the high pressure purge gas by ab-
sorption in water. The purified off gas from the purge gas absorber goes to the hydrogen
recovery unit (X 560). The off-gas from X 560 is utilised as fuel gas in the primary re-
former (H 201) and the recovered hydrogen is mixed with the synthesis gas from the final
‘gas separtor (B 311) and pressurized by synthesis gas /recirculation compressor (K 431) to
be added back to the synthesis loop.
In the off gas absorber, which is loaded with 1" CS pall rings, ammonia is removed from
the let down gas from B 502 and the inert vent gas from B 505 by absorption in water. The
purified off gas is sent to the reformer fuel system.
The rich ammonia solution from the absorbers is regenerated in the distillation column.
Lean solution is taken from the bottom of the column and 99% liquid ammonia can be
drawn off from the overhead separator.
Information contained herein sour property and must not be used by or conveyed to any person without our authority - Hakdor Topsoe A/S
ew Ca Man Fertilizer Project ‘No. 4327049 Rev. 0
Vietnam Job S-01807
HALDOR TOPSZE AS
‘DK-2800 Lyngby, Denmark 1350 MTPD Ammonia Plant Page 25 of 25
Process Condensate Stripping
Process condensate, which is separated from the synthesis gas produced in the front end, is
purified in the process condensate stripper (F 701).
‘Small amounts of ammonia are formed in the secondary reformer and small amounts of
methanol are formed in the low temperature CO converter.
Together with the carbon dioxide in the raw synthesis gas, these compounds enter the
process condensate according to the following equilibrium reactions:
(1) NH3+H,0 <= NH,’ +O"
(2) CO,+H,0 <= H’+HCO;
@) HCOoy <= CO?+H"
(4) NH3+HCOs) <= NH,COO'+H,0
The methanol simply dissolves in the process condensate.
In order to reduce the consumption of regeneration chemicals in the demineralization unit,
the condensate is stripped using medium pressure steam.
The process condensate stripper operates at a pressure of 36.3 barg. The overhead steam
from the process condensate stripper is returned to the front-end and used as process steam
for the reforming section. In the reforming section, methanol and ammonia undergo
chemical reactions and end up as nitrogen, hydrogen and carbon oxide. The stripped con-
densate is cooled to approximately 95°C in the process condensate feed/effluent exchanger
(E 701), where it is used to preheat the process condensate going to the process condensate
stripper. The stripped condensate is finally cooled to 50°C in the feed and fuel preheater (E
217) and the stripped condensate cooler (E 702) and exported to the BFW preparation unit,
BFW Preparation
Demineralised water is imported from the BFW preparation unit (polishing unit). The de-
mineralised water is preheated in the DMW preheaters E 304 and E 305 to a temperature
of about 111 °C.
Also steam condensate from the reboiler E 553 and the hydrogen recovery unit X 560 is
recovered in the deaerator.
In the deaerator the possible traces of oxygen is stripped off by use of LP steam.
From the deaerator the BFW is pumped by the HP Boiler feed water pump P 701 A/B to
the HP steam generation system within the ammonia plant.
‘Information contained herein is our property and must no be used by or conveyed to any person without ou authority - Hakor Topsoe A'S
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Analytical Chemistry: Chapter 3: Acid-Base TitrationDocument64 pagesAnalytical Chemistry: Chapter 3: Acid-Base Titrationhulk alanNo ratings yet
- Chapter 1-Rate and Mechanism of ReactionDocument105 pagesChapter 1-Rate and Mechanism of Reactionhulk alanNo ratings yet
- Chapter 3 ElectrochemistryDocument247 pagesChapter 3 Electrochemistryhulk alanNo ratings yet
- Chapter 2 SolutionDocument84 pagesChapter 2 Solutionhulk alanNo ratings yet
- Chapter 4-Chemical EquilibriaDocument103 pagesChapter 4-Chemical Equilibriahulk alanNo ratings yet