You might also like
- Modernization of TrackDocument7 pagesModernization of TrackShipra MishraNo ratings yet
- Checklist For Cable Trench (Indoor & Outdoor)Document4 pagesChecklist For Cable Trench (Indoor & Outdoor)Rupesh KhandekarNo ratings yet
- 11KV LDDocument18 pages11KV LDSachin JainNo ratings yet
- PSCC PolesDocument13 pagesPSCC PolesChaitanya Bhargav KotikeNo ratings yet
- Ti - in 0041 RocsDocument22 pagesTi - in 0041 RocsGopalakrishnanNo ratings yet
- Layout of Sub StationDocument31 pagesLayout of Sub StationVenugopal Patnaik100% (2)
- Estm 220kv SsDocument87 pagesEstm 220kv SsGunji Venkata Srinivasa Babu100% (1)
- 66KV Vadhera SSDocument24 pages66KV Vadhera SSKishan ZatakiyaNo ratings yet
- Mechanized Track RenewalDocument138 pagesMechanized Track RenewalashokNo ratings yet
- Construction of Surge Shaft Using Slip Form TechniqueDocument4 pagesConstruction of Surge Shaft Using Slip Form TechniqueCharumitra Singh YadavNo ratings yet
- Penstock Erection Procedure - SUHEPDocument7 pagesPenstock Erection Procedure - SUHEPPrasanta MallaNo ratings yet
- OHE Mast - Bridges - PDFDocument37 pagesOHE Mast - Bridges - PDFMadhurimaMitra70% (10)
- Technical Specifications 11kvDocument106 pagesTechnical Specifications 11kvprasanthvenkatesh60% (5)
- OHLDocument106 pagesOHLvaithy1990No ratings yet
- Civil and Structural BOQDocument11 pagesCivil and Structural BOQRaviraj ThoratNo ratings yet
- PSC Girder Bridge Construction - Construction of A Bridge-Bridge Construction MethodDocument16 pagesPSC Girder Bridge Construction - Construction of A Bridge-Bridge Construction MethodVinay Raj100% (1)
- 14 PSC Poles Spec No 39Document7 pages14 PSC Poles Spec No 39sonu200186100% (1)
- Electrical Safety and Protection of Ehv Substation Including The Effects of Power System TransientsDocument62 pagesElectrical Safety and Protection of Ehv Substation Including The Effects of Power System TransientsMuhammad Asif IqbalNo ratings yet
- SS 316 05Document12 pagesSS 316 05Muhammad Asif IqbalNo ratings yet
- BHEL Training Report: Electric Traction Motor ManufacturingDocument56 pagesBHEL Training Report: Electric Traction Motor ManufacturingUtkarsh SharmaNo ratings yet
- UGD Scope of Works - TPGDocument4 pagesUGD Scope of Works - TPGjuliyet strucNo ratings yet
- Electrical Safety and Protection of Ehv Substation Including The Effects of Power System TransientsDocument11 pagesElectrical Safety and Protection of Ehv Substation Including The Effects of Power System TransientsMuhammad Asif IqbalNo ratings yet
- 002 Basha DamDocument6 pages002 Basha DamBilal Nawaz KiyaniNo ratings yet
- Bangkok Cable Tunnel 230KVDocument10 pagesBangkok Cable Tunnel 230KVSivagnana SundaramNo ratings yet
- RAJASTHAN RAJYA VIDHYUT PRASARAN NIGAM LIMITED SCHEDULEDocument18 pagesRAJASTHAN RAJYA VIDHYUT PRASARAN NIGAM LIMITED SCHEDULEVinod KumarNo ratings yet
- TSP Work - Estimate - Template 330Document6 pagesTSP Work - Estimate - Template 330shivapannaleNo ratings yet
- Sub Station DesignDocument43 pagesSub Station DesignZIPDASH86% (7)
- Methodology Well Foundation at Yamuna RiverDocument18 pagesMethodology Well Foundation at Yamuna RiverSambit NayakNo ratings yet
- Track Laying - PQRS PDFDocument30 pagesTrack Laying - PQRS PDFBrijesh Kumar Saxena100% (9)
- Scope of Work-BAMDocument21 pagesScope of Work-BAMShabeer Shaarim Abdul Jabbar100% (1)
- Sutong268mboxgirder Rev 1Document10 pagesSutong268mboxgirder Rev 1ShaileshRastogiNo ratings yet
- Box Pushing Technology: Seminar Report Submitted by Uvais.A REG NO:20010536 Civil EngineeringDocument18 pagesBox Pushing Technology: Seminar Report Submitted by Uvais.A REG NO:20010536 Civil EngineeringUvais Majeed100% (2)
- Dindi ServiceDocument124 pagesDindi ServiceVamsi ManojNo ratings yet
- Precast Pre Stressed Concrete BridgesDocument18 pagesPrecast Pre Stressed Concrete Bridgessaagarb100% (1)
- PWAYNoteDocument4 pagesPWAYNoteGnanasekar SNo ratings yet
- Design Basis Report-Main Bridge-CommentsDocument19 pagesDesign Basis Report-Main Bridge-Commentsvenkatd123603No ratings yet
- Presentation (Part Superstructure)Document21 pagesPresentation (Part Superstructure)940623015859No ratings yet
- Replacement of Rail BearersDocument40 pagesReplacement of Rail Bearersgopi bhupathi100% (1)
- Precast Bridge Options for Span LengthsDocument18 pagesPrecast Bridge Options for Span LengthsrammirisNo ratings yet
- PIPEDocument10 pagesPIPEJoshua SykamNo ratings yet
- Installation Manual for Rockfall Barrier RB 1500Document40 pagesInstallation Manual for Rockfall Barrier RB 1500John Lak0% (1)
- Basic Details of Cross Drainage WorksDocument94 pagesBasic Details of Cross Drainage WorkssatyaNo ratings yet
- Tower Transmission Foundation Barrette FoundationDocument6 pagesTower Transmission Foundation Barrette FoundationWr ArNo ratings yet
- Ballastless TrackDocument48 pagesBallastless Trackprasanna1968No ratings yet
- DTP Sy 43 Mudbal BDocument18 pagesDTP Sy 43 Mudbal BshivapannaleNo ratings yet
- Sub Con Unit 2 NotesDocument15 pagesSub Con Unit 2 NotesDarshan KrishnaNo ratings yet
- EOT CraneDocument5 pagesEOT CraneNaveen NagisettiNo ratings yet
- Introduction of Higher Axle Loads On IRDocument18 pagesIntroduction of Higher Axle Loads On IRAnand KumarNo ratings yet
- Detailed Specification of Item No. of BOQDocument2 pagesDetailed Specification of Item No. of BOQsmithNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesRating: 4.5 out of 5 stars4.5/5 (16)
- Transactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 A Concrete Water Tower, Paper No. 1173From EverandTransactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 A Concrete Water Tower, Paper No. 1173No ratings yet
- A Guide to Some of the Equations used in Constructing a Suspension BridgeFrom EverandA Guide to Some of the Equations used in Constructing a Suspension BridgeNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- Prisma-Daps Brochure EN PDFDocument8 pagesPrisma-Daps Brochure EN PDFHasan GhanoumNo ratings yet
- Curriculum Vitae: Personal DataDocument2 pagesCurriculum Vitae: Personal Datamuh asriNo ratings yet
- Saqib 19AU014 Industry Training ReportDocument93 pagesSaqib 19AU014 Industry Training Reportmeow.engineerNo ratings yet
- 2015德国慕尼黑物流展展商名单Document27 pages2015德国慕尼黑物流展展商名单will wuNo ratings yet
- Buffer Spring: FeaturesDocument2 pagesBuffer Spring: FeaturesqusayNo ratings yet
- Shaban Booklet 19-11-2016 - 162 Pages NewDocument162 pagesShaban Booklet 19-11-2016 - 162 Pages NewMahmood DlzarNo ratings yet
- Specification Model: V6-280-C-N: Application DataDocument4 pagesSpecification Model: V6-280-C-N: Application DataMehdi Ben AbdelkaderNo ratings yet
- SM-28S Machete LC Uae 2022Document2 pagesSM-28S Machete LC Uae 2022StavattiNo ratings yet
- Bobcat Technical Information Bulletin: Direct ToDocument2 pagesBobcat Technical Information Bulletin: Direct ToPTcmNo ratings yet
- B20. EnergyDocument109 pagesB20. EnergyRatna KusumaNo ratings yet
- Depo Catalog 2020Document24 pagesDepo Catalog 2020ff casNo ratings yet
- General Suitability Survey Template (Report)Document23 pagesGeneral Suitability Survey Template (Report)evrim korıNo ratings yet
- HDFC ERGO policy for Portcity Benefit Fund vehicleDocument1 pageHDFC ERGO policy for Portcity Benefit Fund vehicleRagav SuryamurthyNo ratings yet
- L1-CHE-STD-039 - TRACK DESIGN AND CONSTRUCTION v3Document23 pagesL1-CHE-STD-039 - TRACK DESIGN AND CONSTRUCTION v3Hemanth UsNo ratings yet
- Literature Review On Traffic Congestion in IndiaDocument5 pagesLiterature Review On Traffic Congestion in Indiac5hzgcdj100% (1)
- GP 1 Module 4Document91 pagesGP 1 Module 4Raymund EspinoNo ratings yet
- Tar 19 GZBDocument11 pagesTar 19 GZBRitesh SrivastavaNo ratings yet
- This Study Resource Was: Assignment: Changing TiresDocument1 pageThis Study Resource Was: Assignment: Changing TiresCourse heroNo ratings yet
- Omm FB - Ca1 EnglishDocument121 pagesOmm FB - Ca1 EnglishBinh le ThanhNo ratings yet
- SOALAN PRAKTIKAL-Akhir WSMP 2022 - Task C - Electrical SystemDocument3 pagesSOALAN PRAKTIKAL-Akhir WSMP 2022 - Task C - Electrical Systemamirul rofiqNo ratings yet
- New Holland TT Below 50 HPDocument4 pagesNew Holland TT Below 50 HPLawrence OtimNo ratings yet
- Affidavit of LossDocument95 pagesAffidavit of LossKenneth GarciaNo ratings yet
- CTI Technical Paper TP10-19Document28 pagesCTI Technical Paper TP10-19Mehul BansalNo ratings yet
- Maketa Ravenna 11.7.2022 PDFDocument2 pagesMaketa Ravenna 11.7.2022 PDFAntonio AmorosoNo ratings yet
- A B C D: Ground Floor Plan On SiteDocument1 pageA B C D: Ground Floor Plan On SiteDennis John LaluNo ratings yet
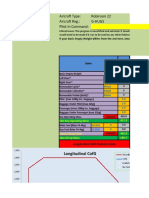
- Robinson 22 Mass and Balance CalculatorDocument6 pagesRobinson 22 Mass and Balance CalculatorjonjheffernanNo ratings yet
- 2013F 150PartsListDocument328 pages2013F 150PartsListVernon ParkerNo ratings yet
- Corporate Office: Lahore Office: Islamabad Office: Faisalabad Office: Multan Office: Hyderabad OfficeDocument1 pageCorporate Office: Lahore Office: Islamabad Office: Faisalabad Office: Multan Office: Hyderabad OfficeshahzadtecNo ratings yet
- Bal 001 en PDFDocument1,165 pagesBal 001 en PDFYusif Məmmədov100% (1)
- ABS VER Question Choice A Choice B Choic PDFDocument270 pagesABS VER Question Choice A Choice B Choic PDFnikolai_roNo ratings yet