You might also like
- Demineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsFrom EverandDemineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsRating: 4 out of 5 stars4/5 (2)
- Reverse Osmosis Treatment of Drinking WaterFrom EverandReverse Osmosis Treatment of Drinking WaterRating: 3.5 out of 5 stars3.5/5 (4)
- Design of - Continuous Ion Exchange ProcesDocument12 pagesDesign of - Continuous Ion Exchange ProcesSata AjjamNo ratings yet
- KoloDocument17 pagesKoloSara HansonNo ratings yet
- Water Treatment - Overview Ion ExchangeDocument9 pagesWater Treatment - Overview Ion ExchangeAliAliNo ratings yet
- Ion Exchange Regeneration Methods PDFDocument10 pagesIon Exchange Regeneration Methods PDFDeblina MukherjeeNo ratings yet
- Distributor - Trickle Bed ReactorDocument19 pagesDistributor - Trickle Bed ReactorGajendra Meghwal100% (1)
- 45-D01462-En ResinsDocument13 pages45-D01462-En ResinssvvsnrajuNo ratings yet
- Ix ManualDocument10 pagesIx ManualLouayNo ratings yet
- Resin Performance OptimisationDocument10 pagesResin Performance OptimisationprakashNo ratings yet
- Ion Exchange or Reverse Osm..Document3 pagesIon Exchange or Reverse Osm..Andri Sanjaya SembiringNo ratings yet
- Innovations C-Tech 2018Document4 pagesInnovations C-Tech 2018Khang TrầnNo ratings yet
- Falk 2010Document7 pagesFalk 2010Bui Ngo Que NghiNo ratings yet
- Copper Electrodeposition Principles and Recent ProgressDocument9 pagesCopper Electrodeposition Principles and Recent ProgressSapan KumarNo ratings yet
- J Jhazmat 2009 09 067Document6 pagesJ Jhazmat 2009 09 067bedhief ahmedNo ratings yet
- Applied Catalysis A, General: SciencedirectDocument7 pagesApplied Catalysis A, General: SciencedirectGhimis Simona BiancaNo ratings yet
- FYP Research PaperDocument4 pagesFYP Research PaperRehan MalikNo ratings yet
- Ammonia Removalfromaqueoussolutionsusinghollow FiberDocument8 pagesAmmonia Removalfromaqueoussolutionsusinghollow FiberSilvia Rahmi EkasariNo ratings yet
- Avantech: Ro Retrofit of Ion ExchangeDocument1 pageAvantech: Ro Retrofit of Ion Exchangenermeen ahmedNo ratings yet
- DM Plant CommissioningDocument10 pagesDM Plant CommissioningSANTRANo ratings yet
- Aerobic Biological ProcessDocument36 pagesAerobic Biological ProcessDALMA LISETH PARRA GIRALDO100% (1)
- ALTAUraniumIXPaper 2010Document18 pagesALTAUraniumIXPaper 2010Teererai KaguraNo ratings yet
- Ion ChromDocument3 pagesIon ChromFahad AnwarNo ratings yet
- Ion Exchange CapacityDocument6 pagesIon Exchange CapacityHerik AziziNo ratings yet
- Potential Application of Indirect Electrochemical Ammonia Oxidation Within The Operation of Freshwater and Salin-Water RAS, Lahav Et Al., 2015Document10 pagesPotential Application of Indirect Electrochemical Ammonia Oxidation Within The Operation of Freshwater and Salin-Water RAS, Lahav Et Al., 2015deryhermawanNo ratings yet
- Patente FenolDocument12 pagesPatente FenolNaydaNo ratings yet
- Dowex Ion Exchange Resins Fundamentals LDocument9 pagesDowex Ion Exchange Resins Fundamentals LMani VemburajanNo ratings yet
- Continuous Regioselective Enzymatic Esterification in A Simulated Bed Reactor-JonathanDocument11 pagesContinuous Regioselective Enzymatic Esterification in A Simulated Bed Reactor-JonathanShaikh RazzakNo ratings yet
- 1 s2.0 S2214714423008000 MainDocument17 pages1 s2.0 S2214714423008000 MainMajidJgrNo ratings yet
- Ion ExchangerDocument13 pagesIon ExchangerMark Jed Dela CruzNo ratings yet
- Vs Ion ExchangerDocument15 pagesVs Ion ExchangerFajar Zona50% (2)
- Demineralizers and Ion Exchangers Student GuideDocument28 pagesDemineralizers and Ion Exchangers Student GuideSamsara NirvanaNo ratings yet
- CT-100 - BSRDocument5 pagesCT-100 - BSRWasis RakibNo ratings yet
- 0703 KovachDocument5 pages0703 KovachtoroheraNo ratings yet
- Basic Design of A Fluidized Bed Reactor For Wastewater Treatment Using Fenton OxidationDocument6 pagesBasic Design of A Fluidized Bed Reactor For Wastewater Treatment Using Fenton Oxidationsebzelimakarna100% (1)
- 1 s2.0 S0043135415002675 MainDocument12 pages1 s2.0 S0043135415002675 MainTomas Barrientos BrunaNo ratings yet
- 2021 A Dynamic Framework For A Three Phase Hybrid Flotation ColumnDocument17 pages2021 A Dynamic Framework For A Three Phase Hybrid Flotation Columnjorge5150No ratings yet
- Art 2Document13 pagesArt 2Jorge CamposNo ratings yet
- Ochando Pulido2017 PDFDocument31 pagesOchando Pulido2017 PDFRizki TriwulandaNo ratings yet
- 1 s2.0 S001191641100083X MainDocument7 pages1 s2.0 S001191641100083X MainTomas Barrientos BrunaNo ratings yet
- "Fluidized Bed Biofilm Reactor-A Novel Wastewater Treatment Reactor" (2013)Document12 pages"Fluidized Bed Biofilm Reactor-A Novel Wastewater Treatment Reactor" (2013)Allaiza SantosNo ratings yet
- Optimización Del Diseño de Estanques de Estabilización de Desechos para Países en Desarrollo Que Utilizan Dinámica de Fluidos ComputacionalDocument11 pagesOptimización Del Diseño de Estanques de Estabilización de Desechos para Países en Desarrollo Que Utilizan Dinámica de Fluidos ComputacionalDiego CordobaNo ratings yet
- Enhancing Throughput of Condensate Polishing UnitDocument5 pagesEnhancing Throughput of Condensate Polishing Unitprakash100% (2)
- Ion Exchange Regeneration MethodsDocument10 pagesIon Exchange Regeneration MethodscrespoNo ratings yet
- Mathematical Modeling and Simulation of Concentration Polarization Layer in Reverse Osmosis ProcessDocument5 pagesMathematical Modeling and Simulation of Concentration Polarization Layer in Reverse Osmosis ProcessSindhuja RaghunathanNo ratings yet
- Sut Kar 2009Document11 pagesSut Kar 2009Anurag SrivastavaNo ratings yet
- IX News: Water Demineralisation. Ion Exchange and Reverse Osmosis: Competitors or Associates ?Document8 pagesIX News: Water Demineralisation. Ion Exchange and Reverse Osmosis: Competitors or Associates ?nermeen ahmed100% (1)
- A Pilot-Scale Forward Osmosis Membrane System For Concentrating Low-Strength Municipal Wastewater: Performance and ImplicationsDocument11 pagesA Pilot-Scale Forward Osmosis Membrane System For Concentrating Low-Strength Municipal Wastewater: Performance and Implicationskumar shivamNo ratings yet
- A Fundamental Guide To Reverse Osmosis and Nanofiltration Membrane SystemsDocument37 pagesA Fundamental Guide To Reverse Osmosis and Nanofiltration Membrane SystemsJean RechellNo ratings yet
- Response Surface-Optimized Fenton's Pre-Treatment For Chemical Precipitation of Struvite and Recycling of Water Through Downstream NanofiltrationDocument12 pagesResponse Surface-Optimized Fenton's Pre-Treatment For Chemical Precipitation of Struvite and Recycling of Water Through Downstream NanofiltrationMaria AlvarezNo ratings yet
- Modelling and Design of Thin-$lm Slurry Photocatalytic Reactors For Water Puri$cationDocument13 pagesModelling and Design of Thin-$lm Slurry Photocatalytic Reactors For Water Puri$cationJorge VecinoNo ratings yet
- COMPARISON OF SBR AND CONTINUOUS FLOW ACTIVATED Sludge For N Removal PDFDocument9 pagesCOMPARISON OF SBR AND CONTINUOUS FLOW ACTIVATED Sludge For N Removal PDFViorel HarceagNo ratings yet
- Residence Time Distribution Study of A Living/Controlled Radical Miniemulsion Polymerization System in A Continuous Tubular ReactorDocument12 pagesResidence Time Distribution Study of A Living/Controlled Radical Miniemulsion Polymerization System in A Continuous Tubular ReactorNorma JenarezNo ratings yet
- Experimental Study and Mathematical Modelling of Zinc Removal by Reverse Osmosis MembranesDocument17 pagesExperimental Study and Mathematical Modelling of Zinc Removal by Reverse Osmosis MembranesEnrique MartinezNo ratings yet
- ION Exchange Lab FinalDocument21 pagesION Exchange Lab FinalJeremiah MolaletsiNo ratings yet
- Waste Water Stabilisation PondsDocument24 pagesWaste Water Stabilisation PondsRyeanKRumanoNo ratings yet
- Review - BringasDocument32 pagesReview - Bringasehtisham zaibNo ratings yet
- Utilization of Advance C-Tech Technology For Reuse of Sewage in Sewage Treatment Plants of Navi MumbaiDocument3 pagesUtilization of Advance C-Tech Technology For Reuse of Sewage in Sewage Treatment Plants of Navi MumbaiJammi NagrajNo ratings yet
- Water Spray Reactor For Ammonia Removal Via Air Stripping: An Evaluation On Mass Transfer and Process EfficiencyDocument8 pagesWater Spray Reactor For Ammonia Removal Via Air Stripping: An Evaluation On Mass Transfer and Process EfficiencyvinodNo ratings yet
- Review NFDocument28 pagesReview NFOmaya TariqNo ratings yet
- Cooling Tower PresentationDocument90 pagesCooling Tower Presentationnermeen ahmedNo ratings yet
- High Activated Carbon 2348Document2 pagesHigh Activated Carbon 2348nermeen ahmedNo ratings yet
- Activated CarbonDocument31 pagesActivated CarbonththcczdNo ratings yet
- Treatment Technologies For Cooling Water Blowdown: A Critical ReviewDocument22 pagesTreatment Technologies For Cooling Water Blowdown: A Critical Reviewnermeen ahmedNo ratings yet
- Doi 10.1080 - 01496390600997641Document17 pagesDoi 10.1080 - 01496390600997641nermeen ahmedNo ratings yet
- Filtration To Protect Chiller From Fibrous DebrisDocument5 pagesFiltration To Protect Chiller From Fibrous DebrisRudhy23No ratings yet
- DaSilvaBiron2018 Chapter CeramicMembraneModulesDocument11 pagesDaSilvaBiron2018 Chapter CeramicMembraneModulesnermeen ahmedNo ratings yet
- Anion: A Monoatomic or Polyatomic Species Having One or More Elementary Charges of The Electron. R.B. 107Document1 pageAnion: A Monoatomic or Polyatomic Species Having One or More Elementary Charges of The Electron. R.B. 107nermeen ahmedNo ratings yet
- Gac Ozone1Document18 pagesGac Ozone1nermeen ahmedNo ratings yet
- Kennedy 2001 Capacity Building in Desalination PDFDocument7 pagesKennedy 2001 Capacity Building in Desalination PDFnermeen ahmedNo ratings yet
- Use of Ceramic Membranes in A Membrane FiltrationDocument12 pagesUse of Ceramic Membranes in A Membrane FiltrationSrini VasanNo ratings yet
- Doi 10.1080 - 01496390600997641Document17 pagesDoi 10.1080 - 01496390600997641nermeen ahmedNo ratings yet
- Continental Shelf ResearchDocument12 pagesContinental Shelf Researchnermeen ahmedNo ratings yet
- Karabelas2013 PDFDocument14 pagesKarabelas2013 PDFnermeen ahmedNo ratings yet
- GAC System Fact Sheet 4.16.08 3 PgsDocument3 pagesGAC System Fact Sheet 4.16.08 3 Pgsnermeen ahmedNo ratings yet
- Pub 3852Document98 pagesPub 3852nermeen ahmedNo ratings yet
- Carbon AbsorptionDocument7 pagesCarbon AbsorptionchrisNo ratings yet
- Pore Structure: in CincinnatiDocument10 pagesPore Structure: in Cincinnatinermeen ahmedNo ratings yet
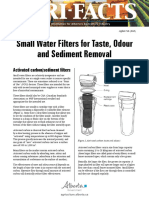
- Small Water Filters For Taste, Odour and Sediment RemovalDocument3 pagesSmall Water Filters For Taste, Odour and Sediment Removalnermeen ahmedNo ratings yet
- Brown 2002Document10 pagesBrown 2002nermeen ahmedNo ratings yet
- Coconut Shell Versus Bituminous Coal Activated CarbonDocument6 pagesCoconut Shell Versus Bituminous Coal Activated Carbonnermeen ahmedNo ratings yet
- Ferrara 1976Document2 pagesFerrara 1976nermeen ahmedNo ratings yet
- Info Filtration PAC Rev4Document1 pageInfo Filtration PAC Rev4nermeen ahmedNo ratings yet
- Activated Carbon Prep Helps Ensure Full Bed UtilizationDocument2 pagesActivated Carbon Prep Helps Ensure Full Bed Utilizationnermeen ahmedNo ratings yet
- Opfl 1277Document5 pagesOpfl 1277nermeen ahmedNo ratings yet
- FOA AFRL RQKM 2015 0018 Amd01Document2 pagesFOA AFRL RQKM 2015 0018 Amd01nermeen ahmedNo ratings yet
- Carbon Material CharDocument1 pageCarbon Material Charnermeen ahmedNo ratings yet
- 91041F 2825 ProfileDocument2 pages91041F 2825 Profilenermeen ahmedNo ratings yet
- Water Technology: Analytical Note A Method For Evaluating Granular Activated Carbon Adsorption EfficiencyDocument4 pagesWater Technology: Analytical Note A Method For Evaluating Granular Activated Carbon Adsorption Efficiencynermeen ahmedNo ratings yet
- Sand Lime Bricks For Masonry ConstructionDocument7 pagesSand Lime Bricks For Masonry ConstructionAnjanaNo ratings yet
- Aluminum Waste Cans Recycling in Lagos State, Nigeria: Analysis of Soil and Water BenefitsDocument11 pagesAluminum Waste Cans Recycling in Lagos State, Nigeria: Analysis of Soil and Water BenefitsIJAR JOURNALNo ratings yet
- A Level Chemistry Paper 2 Exam 22Document3 pagesA Level Chemistry Paper 2 Exam 22Anthony AndyNo ratings yet
- Difco ManualDocument860 pagesDifco ManualArpit BhargavaNo ratings yet
- Heavy Metals Well Water PDFDocument11 pagesHeavy Metals Well Water PDFUSMANNo ratings yet
- Calculo de PH Agua Cervejeira English IPADocument4 pagesCalculo de PH Agua Cervejeira English IPAFrederico Luiz de SáNo ratings yet
- General Science Capsule 2019Document26 pagesGeneral Science Capsule 2019Mazhar AliNo ratings yet
- Cleaning Spiral Wound MembranesDocument4 pagesCleaning Spiral Wound MembranesBhavik ZalaNo ratings yet
- Hydrogen & S-Block Elements - WorkbookDocument34 pagesHydrogen & S-Block Elements - WorkbookStudy BuddyNo ratings yet
- Calcium Channel Blockers - StatPearls - NCBI BookshelfDocument4 pagesCalcium Channel Blockers - StatPearls - NCBI BookshelfAnanto Suarbhakti115No ratings yet
- Plasma: Ifcc Transport Storage BloodDocument6 pagesPlasma: Ifcc Transport Storage BloodFalanta SandaNo ratings yet
- Determine The QualityDocument7 pagesDetermine The QualityRohanSethiNo ratings yet
- Forever Living Product, InternationalDocument32 pagesForever Living Product, InternationalBirchand Thakur PahaadiNo ratings yet
- Catalogue of IRO WaterDocument90 pagesCatalogue of IRO WatershoyebNo ratings yet
- Chem MC Content (1) MergedDocument171 pagesChem MC Content (1) MergedjlkdinhkNo ratings yet
- Advanced Chemistry For You Answers PDFDocument50 pagesAdvanced Chemistry For You Answers PDFpauljkt1No ratings yet
- Chemistry Project: Name: Azad Abdullahi Class: Ss3S Teacher: Mr. AdekunleDocument14 pagesChemistry Project: Name: Azad Abdullahi Class: Ss3S Teacher: Mr. Adekunleapi-383198550% (2)
- AkzoNobel Water Treatment RO Selectionguide Tcm45-38257Document4 pagesAkzoNobel Water Treatment RO Selectionguide Tcm45-38257mnasiroleslamiNo ratings yet
- Flame Retardancy of Silicone-Based MaterialsDocument31 pagesFlame Retardancy of Silicone-Based Materialsdungnv2733100% (1)
- Where Do Cations Fit in My Fertility ProgramDocument4 pagesWhere Do Cations Fit in My Fertility ProgramAndresMariaNo ratings yet
- Group 2 Notes (Sem 2)Document7 pagesGroup 2 Notes (Sem 2)Geethanjali SivakumarNo ratings yet
- Food Research International: A A A B ADocument10 pagesFood Research International: A A A B ANikolett NagyNo ratings yet
- Product Handbook: Aloe InspiredDocument56 pagesProduct Handbook: Aloe InspiredElegant Prince100% (1)
- The ElementsDocument4 pagesThe ElementsHaider AliNo ratings yet
- Chem - Rev-WS-01Document4 pagesChem - Rev-WS-01DhivegaNo ratings yet
- US20070009423A1 Russel, 2007 (Ref Kalsium Oksida)Document11 pagesUS20070009423A1 Russel, 2007 (Ref Kalsium Oksida)Feri Darmawan Sabastian SinagaNo ratings yet
- Shelcal 500Document5 pagesShelcal 500neardrugNo ratings yet
- Dictionary of Chemical FormulasDocument44 pagesDictionary of Chemical Formulashendrayana1555100% (1)
- Measurement, Data Processing & Analysis: (First Test)Document7 pagesMeasurement, Data Processing & Analysis: (First Test)Scott GreenNo ratings yet
- A Brief Review of Natural Water's Influence On Scale Formation in Heat ExchangersDocument4 pagesA Brief Review of Natural Water's Influence On Scale Formation in Heat ExchangersBramJanssen76No ratings yet