You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Modelling of The Fraction of Martensite in Low-Alloy Steels: SciencedirectDocument4 pagesModelling of The Fraction of Martensite in Low-Alloy Steels: SciencedirectjhonNo ratings yet
- Quenching and Partitioning: A New Steel Heat Treatment ConceptDocument296 pagesQuenching and Partitioning: A New Steel Heat Treatment ConceptjhonNo ratings yet
- Effect of Retained Austenite Phase On Ductility of Martensitic Stainless SteelDocument4 pagesEffect of Retained Austenite Phase On Ductility of Martensitic Stainless SteeljhonNo ratings yet
- Investigation of The Effect of Different "Q&P" Parameters On The Mechanical Properties of AHSSDocument79 pagesInvestigation of The Effect of Different "Q&P" Parameters On The Mechanical Properties of AHSSjhonNo ratings yet
- PT DiseñoDocument13 pagesPT DiseñojhonNo ratings yet
- Kinetics of Martensite Formation in Plain Carbon Steels: Critical Assessment of Possible Influence of Austenite Grain Boundaries and AutocatalysisDocument11 pagesKinetics of Martensite Formation in Plain Carbon Steels: Critical Assessment of Possible Influence of Austenite Grain Boundaries and AutocatalysisjhonNo ratings yet
- Martensite Formation in Partially and Fully Austenitic Plain Carbon SteelsDocument10 pagesMartensite Formation in Partially and Fully Austenitic Plain Carbon SteelsjhonNo ratings yet
- Climacell 707Document42 pagesClimacell 707jhonNo ratings yet
- Politica de TrazabilidadDocument25 pagesPolitica de TrazabilidadjhonNo ratings yet
- F100 CoeficienteDocument2 pagesF100 CoeficientejhonNo ratings yet
- Guía ITS-90 Impurezas 2018Document33 pagesGuía ITS-90 Impurezas 2018jhonNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pengaruh Abu Batu Sebagai Subtitusi Agregat Halus DanDocument10 pagesPengaruh Abu Batu Sebagai Subtitusi Agregat Halus Danangela merici rianawatiNo ratings yet
- Deep MethodDocument13 pagesDeep Methoddarkelfist7No ratings yet
- Event Planning Sample Cover Letter and ItineraryDocument6 pagesEvent Planning Sample Cover Letter and ItineraryWhitney Mae HaddardNo ratings yet
- Vocabulary Inglés.Document14 pagesVocabulary Inglés.Psicoguía LatacungaNo ratings yet
- Daftar PustakaDocument6 pagesDaftar PustakaSeptian UtamaNo ratings yet
- New Count The DotsDocument1 pageNew Count The Dotslin ee100% (1)
- HUAWEI P8 Lite - Software Upgrade GuidelineDocument8 pagesHUAWEI P8 Lite - Software Upgrade GuidelineSedin HasanbasicNo ratings yet
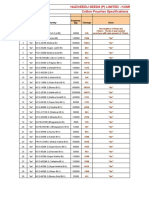
- Cotton Pouches SpecificationsDocument2 pagesCotton Pouches SpecificationspunnareddytNo ratings yet
- Latvian Adjectives+Document6 pagesLatvian Adjectives+sherin PeckalNo ratings yet
- Corrugated Board Bonding Defect VisualizDocument33 pagesCorrugated Board Bonding Defect VisualizVijaykumarNo ratings yet
- Soal Pas Myob Kelas Xii GanjilDocument4 pagesSoal Pas Myob Kelas Xii GanjilLank BpNo ratings yet
- Cooking Oils and Smoke Points - What To Know and How To Choose The Right Cooking Oil - 2020 - MasterClassDocument7 pagesCooking Oils and Smoke Points - What To Know and How To Choose The Right Cooking Oil - 2020 - MasterClasschumbefredNo ratings yet
- RPS Manajemen Keuangan IIDocument2 pagesRPS Manajemen Keuangan IIaulia endiniNo ratings yet
- Green IguanaDocument31 pagesGreen IguanaM 'Athieq Al-GhiffariNo ratings yet
- Research On Goat Nutrition and Management in Mediterranean Middle East and Adjacent Arab Countries IDocument20 pagesResearch On Goat Nutrition and Management in Mediterranean Middle East and Adjacent Arab Countries IDebraj DattaNo ratings yet
- PH Water On Stability PesticidesDocument6 pagesPH Water On Stability PesticidesMontoya AlidNo ratings yet
- IsaiahDocument7 pagesIsaiahJett Rovee Navarro100% (1)
- Powerpoints 4 4up8Document9 pagesPowerpoints 4 4up8Ali KalyarNo ratings yet
- HitchjikersGuide v1Document126 pagesHitchjikersGuide v1ArushiNo ratings yet
- RulesDocument508 pagesRulesGiovanni MonteiroNo ratings yet
- Safe Britannia PDFDocument2 pagesSafe Britannia PDFeden4872No ratings yet
- Governance Whitepaper 3Document29 pagesGovernance Whitepaper 3Geraldo Geraldo Jr.No ratings yet
- Ancient Egyptian TimelineDocument5 pagesAncient Egyptian TimelineMariz Miho100% (2)
- Sultan Omar Ali Saifuddin IIIDocument14 pagesSultan Omar Ali Saifuddin IIISekolah Menengah Rimba100% (3)
- Evolution Epidemiology and Etiology of Temporomandibular Joint DisordersDocument6 pagesEvolution Epidemiology and Etiology of Temporomandibular Joint DisordersCM Panda CedeesNo ratings yet
- HSE Induction Training 1687407986Document59 pagesHSE Induction Training 1687407986vishnuvarthanNo ratings yet
- Where Is The Love?-The Black Eyed Peas: NBA National KKK Ku Klux KlanDocument3 pagesWhere Is The Love?-The Black Eyed Peas: NBA National KKK Ku Klux KlanLayane ÉricaNo ratings yet
- Analysis of Pipe FlowDocument14 pagesAnalysis of Pipe FlowRizwan FaridNo ratings yet
- Mbtruck Accessories BrochureDocument69 pagesMbtruck Accessories BrochureJoel AgbekponouNo ratings yet