You might also like
- Woodworking - Basics-Shopjigs PDFDocument4 pagesWoodworking - Basics-Shopjigs PDFv00d00blues100% (1)
- Unsinkable UniboatDocument6 pagesUnsinkable UniboatJim100% (4)
- MU8063 - FW Best TipsDocument13 pagesMU8063 - FW Best TipsJonas Rosa TerezaNo ratings yet
- Shalv Kapadia - UCT20130 - CT2012 - S22Document63 pagesShalv Kapadia - UCT20130 - CT2012 - S22AI AINo ratings yet
- 1 SmitBorad - UG191352 - 10PGDocument10 pages1 SmitBorad - UG191352 - 10PGAI AINo ratings yet
- Hot and Cold WorkingDocument5 pagesHot and Cold Workingmuhammad al afiqNo ratings yet
- Tambour Cabinet PlanDocument8 pagesTambour Cabinet Planvidawo1012No ratings yet
- The Ultimate Router TableDocument7 pagesThe Ultimate Router Tablemonica100% (1)
- 12 In. Disk SanderDocument7 pages12 In. Disk SanderPierre799esNo ratings yet
- Checkered Bowls: TurningDocument4 pagesCheckered Bowls: TurningMaton de GongoraNo ratings yet
- Woodcademy Dining Chair Plans PDFDocument28 pagesWoodcademy Dining Chair Plans PDFRaul AmbrosettiNo ratings yet
- 3 Way To Make DoorDocument5 pages3 Way To Make Doorendik yudya pramonoNo ratings yet
- How To Build A DoorDocument12 pagesHow To Build A DoorOkidok OkickiNo ratings yet
- All CladdingDocument44 pagesAll CladdingalloytarungNo ratings yet
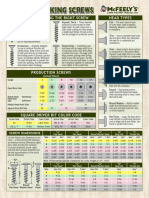
- McFeelysB2C ScrewposterDocument1 pageMcFeelysB2C ScrewposterDaniel WatkinsNo ratings yet
- Morsa Vertical CaseraDocument4 pagesMorsa Vertical CaseraCarlos Fco Secco100% (1)
- ME131 Bulking ProcessesDocument62 pagesME131 Bulking Processes陈小花No ratings yet
- Book Case - Barrister 1Document6 pagesBook Case - Barrister 1Cris CondeNo ratings yet
- Water Jet: A Promising Method For Cutting Optical GlassDocument5 pagesWater Jet: A Promising Method For Cutting Optical GlassmohamadazareshNo ratings yet
- WJ149 Steamer Trunk Dresser PDFDocument9 pagesWJ149 Steamer Trunk Dresser PDFroose1100% (1)
- Forging DefectDocument4 pagesForging DefectRashmi Bhatt NautiyalNo ratings yet
- Vhi. GlazingDocument1 pageVhi. GlazingreacharunkNo ratings yet
- Fastener Handbook PDFDocument16 pagesFastener Handbook PDFchiliwilly100% (1)
- Seax MakingDocument23 pagesSeax MakingKatja Kali Zaccheo100% (1)
- #Conclave of Rolling Processes#: Malaviya National Institute of Technology JaipurDocument57 pages#Conclave of Rolling Processes#: Malaviya National Institute of Technology JaipurAnup MauryaNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- HOLGAGONDocument8 pagesHOLGAGONRisky HidayatNo ratings yet
- Bolt Action 10Document11 pagesBolt Action 10spartywrx100% (1)
- Simple 8 X 8 ShedDocument41 pagesSimple 8 X 8 ShedJeremy SmathersNo ratings yet
- Assignment 1 (Screw Production)Document11 pagesAssignment 1 (Screw Production)Ariff AziziNo ratings yet
- How To Build Raise Garden BedsDocument40 pagesHow To Build Raise Garden BedsEvan Schoepke100% (2)
- Workshop ManualDocument68 pagesWorkshop ManualAkanksha ThakurNo ratings yet
- Box-Joint Jig: Router Template Indexes CutsDocument2 pagesBox-Joint Jig: Router Template Indexes CutsAnonymous QJ5j94luLmNo ratings yet
- My Carbon Graphite Banding Repair Method: Item #115001Document2 pagesMy Carbon Graphite Banding Repair Method: Item #115001perro78No ratings yet
- General Project 34-Cutting A Tiny Watch Escape Wheel/Jerry KiefferDocument3 pagesGeneral Project 34-Cutting A Tiny Watch Escape Wheel/Jerry KiefferJarek PlaszczycaNo ratings yet
- Oar Shaft CrackRepairDocument2 pagesOar Shaft CrackRepairLin LinNo ratings yet
- Workshop ManualDocument66 pagesWorkshop ManualAadhar GoelNo ratings yet
- Trial Judges 2015Document12 pagesTrial Judges 2015KaloJahangirNo ratings yet
- Archimedes Screw Generator Working Model - Final Year B.Tech ProjectDocument18 pagesArchimedes Screw Generator Working Model - Final Year B.Tech Projectiota0% (1)
- The 2005 Solar/Electric Boat Project: The College of New Jersey Department of EngineeringDocument39 pagesThe 2005 Solar/Electric Boat Project: The College of New Jersey Department of EngineeringheroNo ratings yet
- Build Your Own VAWT by David MussellDocument17 pagesBuild Your Own VAWT by David MussellMr Void100% (9)
- Add A Router Table To A Table Saw: Step 1: Tools and MaterialsDocument8 pagesAdd A Router Table To A Table Saw: Step 1: Tools and Materialsafrica schoolNo ratings yet
- Thermal Analysis of Disc Brake For Grey Cast Iron Using AnsysDocument8 pagesThermal Analysis of Disc Brake For Grey Cast Iron Using AnsyssatishNo ratings yet
- Metal Spinning Process: Me 852 Seminar PresentationDocument28 pagesMetal Spinning Process: Me 852 Seminar PresentationDr.V.K.Bupesh RajaNo ratings yet
- MisteRdeck ManualDocument28 pagesMisteRdeck Manualguigu123No ratings yet
- Workshop ManualDocument68 pagesWorkshop ManualrisNo ratings yet
- Hoophouse Winter 2010 BBDocument4 pagesHoophouse Winter 2010 BBGreen ShootsNo ratings yet
- A Classic CaseDocument6 pagesA Classic Casediegocearram100% (4)
- 79 FT Latheless-Spindles FINALDocument4 pages79 FT Latheless-Spindles FINALAndrew LeeNo ratings yet
- Stanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinFrom EverandStanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinNo ratings yet
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- Turning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelFrom EverandTurning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelRating: 4.5 out of 5 stars4.5/5 (3)
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- A Guide to Making Your Own Fishing-Rod and TackleFrom EverandA Guide to Making Your Own Fishing-Rod and TackleRating: 5 out of 5 stars5/5 (1)
- Section Cutting and Staining: A practical introduction to histological methods for students and practitionersFrom EverandSection Cutting and Staining: A practical introduction to histological methods for students and practitionersNo ratings yet
- Essay - History of The Wooden BowlDocument7 pagesEssay - History of The Wooden BowlLeo BjorkegrenNo ratings yet
- Reducing Lathe ChatterDocument4 pagesReducing Lathe ChatterLeo BjorkegrenNo ratings yet
- Essay - History of The Wood ScrewDocument7 pagesEssay - History of The Wood ScrewLeo BjorkegrenNo ratings yet
- Essay - What Makes A Good ToolDocument5 pagesEssay - What Makes A Good ToolLeo BjorkegrenNo ratings yet
- Electrical Manual-APOLLO - 2014 - 00 PDFDocument270 pagesElectrical Manual-APOLLO - 2014 - 00 PDFAayushKumar33% (3)
- SKIL Tools CatalogueDocument36 pagesSKIL Tools Cataloguerkalsi0% (2)
- Collet Chuck Catalog 2007 PDFDocument28 pagesCollet Chuck Catalog 2007 PDFAlexandru Marius-catalinNo ratings yet
- Tool HoldersDocument47 pagesTool HolderslucamovNo ratings yet
- Engine Lathe: Operation Instruction & Parts ListDocument55 pagesEngine Lathe: Operation Instruction & Parts ListDIEGO HERNANDEZ LUNANo ratings yet
- OB Afety Nalysis: Perating A Rill RessDocument3 pagesOB Afety Nalysis: Perating A Rill RessKarl Makoy100% (1)
- 360 Degree Flexible Drilling MachineDocument24 pages360 Degree Flexible Drilling MachineDHINESH IT67% (3)
- FTX-1000X410-TO DCR Bench Lathes: DescriptionDocument2 pagesFTX-1000X410-TO DCR Bench Lathes: DescriptionSakthiGnanasundaramNo ratings yet
- monty®+Truck+Tyre+Changers GB 2016.06Document8 pagesmonty®+Truck+Tyre+Changers GB 2016.06Dragu MihaiNo ratings yet
- SMP For Agitator (Slurry Sump)Document9 pagesSMP For Agitator (Slurry Sump)SonratNo ratings yet
- NANO 160 NANO 200: CNC AutomationDocument2 pagesNANO 160 NANO 200: CNC AutomationRajesh S Pande - AURA AutomationsNo ratings yet
- Etm Tool Holder PDFDocument2 pagesEtm Tool Holder PDFEugene0% (1)
- Easy Maintenance: Special Features of REX Pipe Threading MachinesDocument6 pagesEasy Maintenance: Special Features of REX Pipe Threading MachinesFarid SedekyNo ratings yet
- CZ1440G-1 e Manual BookDocument57 pagesCZ1440G-1 e Manual Bookkurnia wanNo ratings yet
- PTT150INE12Document257 pagesPTT150INE12stephenhNo ratings yet
- Ridgid 535 Pipe Threader Manual PDFDocument19 pagesRidgid 535 Pipe Threader Manual PDFErik HansonNo ratings yet
- Dynamic Analysis of Lathe Machine Tool: KeywordsDocument3 pagesDynamic Analysis of Lathe Machine Tool: KeywordsKevin Sanchez LoayzaNo ratings yet
- Coolspeed Mini High Speed Spindle Swiss MicromachiningDocument16 pagesCoolspeed Mini High Speed Spindle Swiss Micromachiningapi-521872070No ratings yet
- TE 50 / TE 50-AVR: Hilti CorporationDocument16 pagesTE 50 / TE 50-AVR: Hilti CorporationRendy FahleviNo ratings yet
- Betriebs-Anleitung: Option For The MachineDocument60 pagesBetriebs-Anleitung: Option For The MachineSzaby Kalman100% (2)
- Daily DiaryDocument12 pagesDaily DiaryVireshNo ratings yet
- 1900P Maintenance ManualDocument28 pages1900P Maintenance ManualNguyễn Tiến DũngNo ratings yet
- C O - O P T O O L: World Class Workholding Systems From World Class Engineering ExperienceDocument8 pagesC O - O P T O O L: World Class Workholding Systems From World Class Engineering ExperienceIlya FuksmanNo ratings yet
- Syllabus For The Trade Of: Machinist (Grinder)Document27 pagesSyllabus For The Trade Of: Machinist (Grinder)swami061009No ratings yet
- MCMT Unit-IIDocument190 pagesMCMT Unit-IISai RamNo ratings yet
- Cylindrical Grinding MachineDocument28 pagesCylindrical Grinding MachineLal Singh KashyapNo ratings yet
- Tsugami ManualDocument182 pagesTsugami Manualshawntsung100% (2)
- Cincom Evolution Line: Sliding Headstock Type Automatic CNC LatheDocument8 pagesCincom Evolution Line: Sliding Headstock Type Automatic CNC LatheAmy GriffinNo ratings yet
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- Ryobi Drill ManualDocument20 pagesRyobi Drill ManualAlbert LugoNo ratings yet