You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Era Una Mañana Tranquila El 14 de Enero de 2015 en El Estado de TexasDocument1 pageEra Una Mañana Tranquila El 14 de Enero de 2015 en El Estado de TexasGladisbelNo ratings yet
- Valor Simbólico de Tu MarcaDocument4 pagesValor Simbólico de Tu MarcaGladisbelNo ratings yet
- Evidencia de AprendizajeDocument2 pagesEvidencia de AprendizajeGladisbelNo ratings yet
- Libro1 (Version 1)Document18 pagesLibro1 (Version 1)GladisbelNo ratings yet
- Manual DoeDocument51 pagesManual DoeAlexis ParedesNo ratings yet
- EstequiometriaDocument5 pagesEstequiometriaWilmer VargasNo ratings yet
- Inventarios 1Document11 pagesInventarios 1GladisbelNo ratings yet
- Cuadro de Mandos en ExcelDocument13 pagesCuadro de Mandos en ExcelGladisbelNo ratings yet
- 2Document10 pages2GladisbelNo ratings yet
- Ciclo Contable CompletoDocument11 pagesCiclo Contable Completocarlos blanco gomezNo ratings yet
- Balance GeneralDocument3 pagesBalance GeneralJose ValenciaNo ratings yet
- CP - CPK EjemplitoDocument7 pagesCP - CPK EjemplitoGladisbelNo ratings yet
- Ejercicio de Grafico de ConrolDocument31 pagesEjercicio de Grafico de ConrolGladisbelNo ratings yet
- ImventariosDocument6 pagesImventariosGladisbelNo ratings yet
- Director General (Dueño)Document1 pageDirector General (Dueño)GladisbelNo ratings yet
- Depreciacion Linea RectaDocument2 pagesDepreciacion Linea RectaGladisbelNo ratings yet
- EvaluaciónDocument5 pagesEvaluaciónGladisbelNo ratings yet
- Crea Un Contenido de Aprendizaje Con H5PDocument3 pagesCrea Un Contenido de Aprendizaje Con H5PGladisbelNo ratings yet
- Vacas GuerreroDocument15 pagesVacas GuerreroGladisbelNo ratings yet
- Guia de Estudio BiologiaDocument12 pagesGuia de Estudio BiologiaGladisbelNo ratings yet
- Ing. Gladisbel Saucedo Chávez A 3.2 Crea Un Medio Alterno de Comunicación Con Tus Estudiantes TelegramDocument1 pageIng. Gladisbel Saucedo Chávez A 3.2 Crea Un Medio Alterno de Comunicación Con Tus Estudiantes TelegramGladisbelNo ratings yet
- 1Document11 pages1GladisbelNo ratings yet
- A 3.1 Crea Una Videoconferencia Con Teams.: Ing. Gladisbel Saucedo ChávezDocument6 pagesA 3.1 Crea Una Videoconferencia Con Teams.: Ing. Gladisbel Saucedo ChávezGladisbelNo ratings yet
- Biblio Graf Í AsDocument1 pageBiblio Graf Í AsGladisbelNo ratings yet
- 1Document6 pages1GladisbelNo ratings yet
- 2Document14 pages2GladisbelNo ratings yet
- Tarea ForoDocument3 pagesTarea ForoGladisbelNo ratings yet
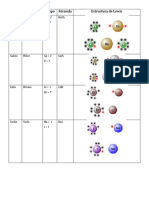
- Actividad Enlace IónicoDocument1 pageActividad Enlace IónicoGladisbelNo ratings yet
- InglesDocument13 pagesInglesGladisbelNo ratings yet