You might also like
- OYO Case Study SolutionDocument4 pagesOYO Case Study SolutionVIKASH GARGNo ratings yet
- The Whole History of the Earth and LifeDocument2 pagesThe Whole History of the Earth and LifeEdward John Tensuan100% (1)
- GEA-The Reality of Continuous Pharmaceutical Manufacturing Conference - Hosted by GEA, Siemens & Perceptive EngineeringDocument4 pagesGEA-The Reality of Continuous Pharmaceutical Manufacturing Conference - Hosted by GEA, Siemens & Perceptive Engineeringraju1559405No ratings yet
- Current and Future Challenges in Quality Assurance in Mo - 2021 - Clinica ChimicDocument8 pagesCurrent and Future Challenges in Quality Assurance in Mo - 2021 - Clinica ChimicAns Barrung100% (1)
- The FDA Group - Preparing For A Life Science Validation ProjectDocument11 pagesThe FDA Group - Preparing For A Life Science Validation ProjectEmmanuel-Landry N'Gotta Amp67% (3)
- Challenges in Process Control For Continuous Processing For Production of Monoclonal Antibody ProductsDocument10 pagesChallenges in Process Control For Continuous Processing For Production of Monoclonal Antibody ProductsAltheaBNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- AKTA PRIME PLUS Manual DownloadDocument5 pagesAKTA PRIME PLUS Manual Downloadcarlos t0% (2)
- Sapamine CSN Textile Softener: Technical Data SheetDocument5 pagesSapamine CSN Textile Softener: Technical Data SheetsaskoNo ratings yet
- The Historical Foundations of Law. Harold BermanDocument13 pagesThe Historical Foundations of Law. Harold BermanespinasdorsalesNo ratings yet
- Biopharmaceutical Process DevelopmentDocument21 pagesBiopharmaceutical Process Developmentcarlos tNo ratings yet
- Viral Vector Production Process Intensification: Analytics, Automation, In-Line Testing and MoreDocument16 pagesViral Vector Production Process Intensification: Analytics, Automation, In-Line Testing and MoreAtrocitus RedNo ratings yet
- Scale Down Biopharma - EIB 2013 PDFDocument17 pagesScale Down Biopharma - EIB 2013 PDFGeetanjali HubliNo ratings yet
- New Challenges For Biopharmaceutical Process DevelopmentDocument4 pagesNew Challenges For Biopharmaceutical Process DevelopmentAmgad_SNo ratings yet
- Dela Cruz - Synthesis Paper 1Document7 pagesDela Cruz - Synthesis Paper 1Austin Dela CruzNo ratings yet
- Quality by Design For Biotechnology Products-Part 3 - Process Development ForumDocument7 pagesQuality by Design For Biotechnology Products-Part 3 - Process Development ForumGyro9No ratings yet
- Pharma Ebook PDF 1697438871Document33 pagesPharma Ebook PDF 1697438871intan nurulNo ratings yet
- CPV Case Study - Print VersionDocument102 pagesCPV Case Study - Print VersionMatíasNo ratings yet
- Estimating Number of PPQ Batches: Various Approaches: Journal of Pharmaceutical InnovationDocument9 pagesEstimating Number of PPQ Batches: Various Approaches: Journal of Pharmaceutical Innovationlhthang1990No ratings yet
- Simutis 2015Document18 pagesSimutis 201515041168No ratings yet
- Application of A Quality by Design Approach To The Cell Culture Process of Monoclonal Antibody Production, Resulting in The Establishment of A Design Space PDFDocument10 pagesApplication of A Quality by Design Approach To The Cell Culture Process of Monoclonal Antibody Production, Resulting in The Establishment of A Design Space PDFFISHNo ratings yet
- Navigating cell therapy process developmentDocument11 pagesNavigating cell therapy process developmentQuynhMai TrinhNo ratings yet
- Bio Based Chemical Fermentation Biomass Separation Evaporation Crystallization Drying GeaDocument6 pagesBio Based Chemical Fermentation Biomass Separation Evaporation Crystallization Drying GeaxinlizimuNo ratings yet
- Design and Optimization of A Large Scale Biopharmaceutical Facility Using Process Simulation and Scheduling ToolsDocument9 pagesDesign and Optimization of A Large Scale Biopharmaceutical Facility Using Process Simulation and Scheduling ToolsIRFAN AHANGERNo ratings yet
- Pharmaceutical Process Validation ThesisDocument8 pagesPharmaceutical Process Validation Thesisafkogftet100% (1)
- 1-S2.0-S0731708521004908-Main Process Analytical Technologies - Advances in Bioprocess Integration and Future PerspectivesDocument11 pages1-S2.0-S0731708521004908-Main Process Analytical Technologies - Advances in Bioprocess Integration and Future PerspectivesIsworo RukmiNo ratings yet
- Multi Attribute Method Implementation Using A High Resolution Mass Spectrometry PlatformDocument22 pagesMulti Attribute Method Implementation Using A High Resolution Mass Spectrometry Platformyun baiNo ratings yet
- ECA GMP For Vaccines ManufacturersDocument4 pagesECA GMP For Vaccines ManufacturersAntonio MoncayoNo ratings yet
- Practical Genetic Control Strategies For Industrial BioprocessesDocument9 pagesPractical Genetic Control Strategies For Industrial BioprocessesDeicy OrdoñezNo ratings yet
- Technology Transfer 1Document5 pagesTechnology Transfer 1Android modded gamesNo ratings yet
- Quality by Design in ManufacturingDocument8 pagesQuality by Design in ManufacturingShougandh Ghosh100% (1)
- Computers and Chemical EngineeringDocument9 pagesComputers and Chemical EngineeringOrphiac IncNo ratings yet
- CPGM 7345.848 - Inspection of Biological Drug ProductsDocument20 pagesCPGM 7345.848 - Inspection of Biological Drug ProductsKisho RamNo ratings yet
- Cleaning Validation for Developmental, Stability and Clinical LotsDocument7 pagesCleaning Validation for Developmental, Stability and Clinical Lotszer-otakuNo ratings yet
- Biotech Bioengineering - 2024 - Crowley - Reviewing The Process Intensification Landscape Through The Introduction of ADocument17 pagesBiotech Bioengineering - 2024 - Crowley - Reviewing The Process Intensification Landscape Through The Introduction of AVaibhav PatilNo ratings yet
- Processes: About Model Validation in BioprocessingDocument16 pagesProcesses: About Model Validation in BioprocessingShruti SinghNo ratings yet
- A Quality by Design Study Applied To An Industrial Pharmaceutical Fluid Bed GranulationDocument10 pagesA Quality by Design Study Applied To An Industrial Pharmaceutical Fluid Bed GranulationIbrahim Al SharabiNo ratings yet
- Heliyon: Govind Soni, Ketaki Kale, Saritha Shetty, M.K. Gupta, Khushwant S. YadavDocument10 pagesHeliyon: Govind Soni, Ketaki Kale, Saritha Shetty, M.K. Gupta, Khushwant S. YadavRicardo AndradeNo ratings yet
- Vaccine Manufacturing ModellingDocument114 pagesVaccine Manufacturing ModellingmaikaNo ratings yet
- QD FABDocument3 pagesQD FABfabianosir321No ratings yet
- Biopharma manufacturing trends ebookDocument22 pagesBiopharma manufacturing trends ebookHerbert KilpinNo ratings yet
- Zomer2010 Article ApplicationOfMultivariateToolsDocument10 pagesZomer2010 Article ApplicationOfMultivariateToolscholoqfNo ratings yet
- Week2 - The Advantages of Quality in DesignDocument4 pagesWeek2 - The Advantages of Quality in DesignIlham ByaNo ratings yet
- PAT impacts all areas of pharmaceutical manufacturingDocument7 pagesPAT impacts all areas of pharmaceutical manufacturingPriscila Limas PinoNo ratings yet
- Quality Planning in IVD IndustryDocument6 pagesQuality Planning in IVD Industryqamaruzzaman492No ratings yet
- Validation in A Small Pharmaceutical Company PDFDocument6 pagesValidation in A Small Pharmaceutical Company PDFjpabloqfNo ratings yet
- A Review of Advanced Small-Scale Parallel Bioreactor TechnologyDocument13 pagesA Review of Advanced Small-Scale Parallel Bioreactor TechnologyHwee MuzyNo ratings yet
- Quality by Design For Biopharmaceuticalsa Historical Review and Guide ForimplementationDocument18 pagesQuality by Design For Biopharmaceuticalsa Historical Review and Guide ForimplementationMariela Elizabeth Carmen ZenónNo ratings yet
- Process Validation - Pharma IndustryDocument26 pagesProcess Validation - Pharma IndustryCarolina LuziaNo ratings yet
- CleaningValidation Summit 2016 ADocument6 pagesCleaningValidation Summit 2016 AmujtabaNo ratings yet
- Chapter 17 Vaccine Scaleup and Manufacturing 2007Document8 pagesChapter 17 Vaccine Scaleup and Manufacturing 2007Don GersonNo ratings yet
- Articulo Tecnologia de TransferenciaDocument10 pagesArticulo Tecnologia de Transferencia20172504No ratings yet
- DI - Audit Trail ReviewDocument60 pagesDI - Audit Trail ReviewAnish ChristianNo ratings yet
- Section VIIIDocument96 pagesSection VIIISri RahayuNo ratings yet
- CH 8 The Manufacturing Perspective Current Approaches To Bioprocess IntensificationDocument11 pagesCH 8 The Manufacturing Perspective Current Approaches To Bioprocess IntensificationBiopharmaNo ratings yet
- Bioengineering: Trends in Upstream and Downstream Process Development For Antibody ManufacturingDocument25 pagesBioengineering: Trends in Upstream and Downstream Process Development For Antibody Manufacturinganon_507598757No ratings yet
- CPC Cell Gene Therapies - White PaperDocument13 pagesCPC Cell Gene Therapies - White PaperJosh WhiteNo ratings yet
- Process Analytical Technology: A ReviewDocument23 pagesProcess Analytical Technology: A ReviewAbbas Syed100% (2)
- Developing A Computational Framework To Advance Bioprocess Scale-UpDocument11 pagesDeveloping A Computational Framework To Advance Bioprocess Scale-UpSomesh MishraNo ratings yet
- A Roadmap For The Implementation of Continued Process VerificationDocument13 pagesA Roadmap For The Implementation of Continued Process VerificationzombiecorpNo ratings yet
- Adopting The Product Lifecycle ApproachDocument4 pagesAdopting The Product Lifecycle Approach刘朝阳No ratings yet
- Quality by Design Essentials in ManufacturingDocument4 pagesQuality by Design Essentials in ManufacturingPaulo LindgrenNo ratings yet
- A Methodology For Knowledge Management in Biopharmacuetical ProductionDocument5 pagesA Methodology For Knowledge Management in Biopharmacuetical ProductionNgoc Sang HuynhNo ratings yet
- C - TFP - 213WT 1018609cgti2022234Document10 pagesC - TFP - 213WT 1018609cgti2022234carlos tNo ratings yet
- Bio/Pharma Outsourcing Innovation: Industry OutlookDocument33 pagesBio/Pharma Outsourcing Innovation: Industry Outlookcarlos tNo ratings yet
- Brungs 2016Document13 pagesBrungs 2016carlos tNo ratings yet
- PCR Ebook - 281122-InteractiveDocument96 pagesPCR Ebook - 281122-Interactivecarlos tNo ratings yet
- Benoit 2007Document8 pagesBenoit 2007carlos tNo ratings yet
- Microgravity Fluid Mechanics 1992Document595 pagesMicrogravity Fluid Mechanics 1992carlos tNo ratings yet
- Ee Surface MixerDocument28 pagesEe Surface Mixercarlos tNo ratings yet
- Models - Mixer.centrifugal PumpDocument22 pagesModels - Mixer.centrifugal Pumpcarlos tNo ratings yet
- Poster Cimac Adenoviruses Urbas July 2014Document1 pagePoster Cimac Adenoviruses Urbas July 2014carlos tNo ratings yet
- SMART1000LCDDocument2 pagesSMART1000LCDcarlos tNo ratings yet
- 2015 FonsecaDocument8 pages2015 Fonsecacarlos tNo ratings yet
- 1Document1 page1carlos tNo ratings yet
- 2018 02BIOBHARMglosaryDocument68 pages2018 02BIOBHARMglosarycarlos tNo ratings yet
- Datasheet 66108Document4 pagesDatasheet 66108carlos tNo ratings yet
- Kütahya between the Lines: Uncovering Historical Insights from Post-Medieval CeramicsDocument24 pagesKütahya between the Lines: Uncovering Historical Insights from Post-Medieval Ceramicslatinist1No ratings yet
- PTR01 21050 90inst PDFDocument40 pagesPTR01 21050 90inst PDFЯн ПавловецNo ratings yet
- R4850G2 Rectifier Data Sheet 05Document2 pagesR4850G2 Rectifier Data Sheet 05PP CharlyNo ratings yet
- Samruddhi ComplexDocument7 pagesSamruddhi ComplexNews Side Effects.No ratings yet
- Madagascar SslevMg v2Document11 pagesMadagascar SslevMg v2Thyan AndrianiainaNo ratings yet
- Building Lean Supply ChainsDocument33 pagesBuilding Lean Supply ChainsJefri MustaphaNo ratings yet
- Engineering Design For A Circular Economy - A List of Design GuidelinesDocument1 pageEngineering Design For A Circular Economy - A List of Design Guidelinesmy oneNo ratings yet
- Re15209 03-95Document8 pagesRe15209 03-95Kaushik GhoshNo ratings yet
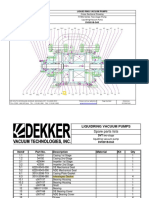
- Bomba de Vacio Part ListDocument2 pagesBomba de Vacio Part ListNayeli Zarate MNo ratings yet
- The Secret Science of Shaktipat - Guide To Initiation 13 September 2020Document77 pagesThe Secret Science of Shaktipat - Guide To Initiation 13 September 2020Patrick JenksNo ratings yet
- SMD 40kHz Ultrasonic Transducer MA40H1SR RevGMay 7 2014Document9 pagesSMD 40kHz Ultrasonic Transducer MA40H1SR RevGMay 7 2014robert wengerNo ratings yet
- The Dogon Tribe of The Sirius MysteryDocument5 pagesThe Dogon Tribe of The Sirius MysteryLaron Clark100% (1)
- Study Note 1 Fundamental of AccountingDocument54 pagesStudy Note 1 Fundamental of Accountingnaga naveenNo ratings yet
- Scotts S2048 S2554 Operators ManualDocument99 pagesScotts S2048 S2554 Operators ManualobixmtNo ratings yet
- Summary G.E 9 Rizal Works (Chapter 1-13)Document23 pagesSummary G.E 9 Rizal Works (Chapter 1-13)Erwin Jay CabantacNo ratings yet
- Gigabyte 8simlh - Rev 3.02Document32 pagesGigabyte 8simlh - Rev 3.02Denis MartinsNo ratings yet
- Swype ReportDocument8 pagesSwype ReportNagarjuna ReddyNo ratings yet
- G.raju Reddy Resume (PDF1) PDFDocument3 pagesG.raju Reddy Resume (PDF1) PDFanon_708469687No ratings yet
- Development PlanningDocument15 pagesDevelopment PlanningSamuelNo ratings yet
- Chapter 22A - Sound WavesDocument24 pagesChapter 22A - Sound Wavesqwivy.comNo ratings yet
- Sony STR Da80esDocument66 pagesSony STR Da80estelstarservicesNo ratings yet
- A Rite of SpringDocument10 pagesA Rite of SpringLucius Gregory MeredithNo ratings yet
- Living Together TestDocument2 pagesLiving Together TestProfu' de biologieNo ratings yet
- 2020 Exam-Sample-Questions-Computer-ScienceDocument8 pages2020 Exam-Sample-Questions-Computer-ScienceNesrine LaradjiNo ratings yet
- HORIZONTAL DISTRIBUTION OF FORCES - Part 1-2Document1 pageHORIZONTAL DISTRIBUTION OF FORCES - Part 1-2Inna PotesNo ratings yet
- Kiro Urdin BookDocument189 pagesKiro Urdin BookDane BrdarskiNo ratings yet