You might also like
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Machinery Vibration Related To Poor Bolting PracticesDocument24 pagesMachinery Vibration Related To Poor Bolting PracticesBitbitterNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Chapter 4 Die DesignDocument102 pagesChapter 4 Die DesignTamirat Nemomsa100% (3)
- Control Distortion During Design StageDocument5 pagesControl Distortion During Design StagebalamuruganNo ratings yet
- Sheet-Metal Forming ProcessesDocument77 pagesSheet-Metal Forming ProcessessengcanNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- 4 Die DesignDocument40 pages4 Die DesignNarendrareddy RamireddyNo ratings yet
- 10 - Design of Screw FasteningDocument36 pages10 - Design of Screw FasteningMiguel Ocampo100% (1)
- Die DesignDocument30 pagesDie Designshaomin_liang89No ratings yet
- Daily Machine Check List - Lathe MachineDocument6 pagesDaily Machine Check List - Lathe Machineshailendra5508110100% (3)
- Cost Accounting Answer Key Chapter 8 16 PDFDocument102 pagesCost Accounting Answer Key Chapter 8 16 PDFByul Productions71% (7)
- Link LookupDocument14 pagesLink LookupBobaru MariusNo ratings yet
- Fitting ToolsDocument14 pagesFitting ToolsManoj Lohumi100% (2)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Beginners Guide To 3d Printing at Home PDFDocument18 pagesBeginners Guide To 3d Printing at Home PDFFelipe Barros S.No ratings yet
- What's A Full Penetration WeldDocument17 pagesWhat's A Full Penetration WeldRichard B. Margarita100% (2)
- IPIMS Background Learning - Drillstring, Drill Bits and Drilling FluidDocument14 pagesIPIMS Background Learning - Drillstring, Drill Bits and Drilling Fluidfebry_rfNo ratings yet
- Determining Punch Problems: What The Slug Can Tell YouDocument4 pagesDetermining Punch Problems: What The Slug Can Tell YouAl Engg100% (1)
- 3 Die CuttingDocument41 pages3 Die CuttingNarendrareddy RamireddyNo ratings yet
- Stamping DiesDocument32 pagesStamping Diesfuzzzzy2No ratings yet
- Chapter 4 Tool and Die DesignDocument70 pagesChapter 4 Tool and Die Designdawit solomonNo ratings yet
- Topic 1 Design of FastenersDocument15 pagesTopic 1 Design of FastenersSimon David100% (1)
- 9 PunchplateDocument24 pages9 Punchplatemahdi sakhaeeNo ratings yet
- 8piercing PunchesDocument35 pages8piercing Punchesmahdi sakhaeeNo ratings yet
- 6 Die BlockDocument36 pages6 Die Blockmahdi sakhaeeNo ratings yet
- 14 StipperDocument33 pages14 Stippermahdi sakhaeeNo ratings yet
- FASTENERSDocument34 pagesFASTENERSEmreNo ratings yet
- Blanking DiesDocument24 pagesBlanking DiesPardeep KumarNo ratings yet
- Book Pii5 DieDocument1 pageBook Pii5 DiesmsaadfasaNo ratings yet
- Pin Connections and Failure of Bolted JointsDocument3 pagesPin Connections and Failure of Bolted JointsAvish GunnuckNo ratings yet
- Engineering Metrology & Instrumentation: Department of Mechanical Engineering National Institute of Technology MeghalayaDocument37 pagesEngineering Metrology & Instrumentation: Department of Mechanical Engineering National Institute of Technology MeghalayaDEBAYAN GHOSHNo ratings yet
- Distortion - Prevention by Pre-Setting, Pre-Bending or Use of RestraintDocument3 pagesDistortion - Prevention by Pre-Setting, Pre-Bending or Use of RestraintRahul MoottolikandyNo ratings yet
- N XD 3 2 1 XD XD XD: TurningDocument3 pagesN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoNo ratings yet
- Roller Cone Bit GeometryDocument7 pagesRoller Cone Bit GeometryZ Babar KhanNo ratings yet
- PW-5 Ultrasonic Stud WeldingDocument4 pagesPW-5 Ultrasonic Stud WeldingAMB SpainNo ratings yet
- Press Operations:: Sheet Metal WorkingDocument14 pagesPress Operations:: Sheet Metal WorkingMostafa ٌRabeaNo ratings yet
- MD R19 - PART - A WordDocument120 pagesMD R19 - PART - A Wordashok junapudiNo ratings yet
- D Dayton Technical: Perforating Round TubingDocument2 pagesD Dayton Technical: Perforating Round TubingMakrem CherifNo ratings yet
- TMC 4214 Metal JoiningDocument28 pagesTMC 4214 Metal JoiningLinda FondoNo ratings yet
- CH 6Document42 pagesCH 6Sunilkumar ReddyNo ratings yet
- Topic 2.1-Basic MeaningsDocument4 pagesTopic 2.1-Basic MeaningsgepigavinceNo ratings yet
- Design of Riveted JointDocument12 pagesDesign of Riveted JointYogesh DandekarNo ratings yet
- Lecture 6 Riviting DesignDocument17 pagesLecture 6 Riviting DesignAbdelrahman yasser ZaghloulNo ratings yet
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Document14 pages202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ANo ratings yet
- Rollercone Bit DesignDocument15 pagesRollercone Bit Designvano0No ratings yet
- Chapter 6 Die DesignDocument55 pagesChapter 6 Die Designmulugeta assefaNo ratings yet
- Draft or Taper Allowance: Figure 3 (A) Figure 3 (B)Document6 pagesDraft or Taper Allowance: Figure 3 (A) Figure 3 (B)sandeep5No ratings yet
- Counterbore - WikipediaDocument2 pagesCounterbore - WikipediaTahafanMaggedonNo ratings yet
- Forming Procedure CBDocument1 pageForming Procedure CBoncombroNo ratings yet
- Crews: (1) Various Screw Application Issues in Automation DesignDocument4 pagesCrews: (1) Various Screw Application Issues in Automation Designmra1982No ratings yet
- Cad & Component DrawingDocument36 pagesCad & Component DrawingkousikkumaarNo ratings yet
- Untitled - Stamping - DiesDocument31 pagesUntitled - Stamping - Dies198317No ratings yet
- Design of FixturesDocument19 pagesDesign of FixturesSwaminathanNo ratings yet
- Blanking & Piercing - Forming Questions and Answers - SanfoundryDocument4 pagesBlanking & Piercing - Forming Questions and Answers - SanfoundryrahmaNo ratings yet
- ENG 201 Eng DrawingDocument21 pagesENG 201 Eng DrawingemberdigitalzNo ratings yet
- Me331-Design of Machine Elements Unit Iii Design of Fasteners and JointsDocument21 pagesMe331-Design of Machine Elements Unit Iii Design of Fasteners and JointsMuthuvel MNo ratings yet
- 30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) ProvidesDocument5 pages30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) Providesmn4webNo ratings yet
- PipelineDocument3 pagesPipelineKrystle FlowersNo ratings yet
- MD R19 - Part - ADocument116 pagesMD R19 - Part - Aashok junapudiNo ratings yet
- Press Dies Tutorial PDFDocument5 pagesPress Dies Tutorial PDFvenkatesh Gowda B SNo ratings yet
- 2b. Fitting Trade 27112020Document29 pages2b. Fitting Trade 27112020Jeevan MandalaNo ratings yet
- 6 Die BlockDocument36 pages6 Die Blockmahdi sakhaeeNo ratings yet
- 9 PunchplateDocument24 pages9 Punchplatemahdi sakhaeeNo ratings yet
- 8piercing PunchesDocument35 pages8piercing Punchesmahdi sakhaeeNo ratings yet
- 14 StipperDocument33 pages14 Stippermahdi sakhaeeNo ratings yet
- How To Design Automatic StopsDocument34 pagesHow To Design Automatic Stopsmahdi sakhaeeNo ratings yet
- Sand MouldingDocument62 pagesSand Mouldingdhruvmistry300No ratings yet
- TDS Scona TSPP 10213 GB enDocument2 pagesTDS Scona TSPP 10213 GB enbsjaNo ratings yet
- T.H. - A Metamaterial That Can Make Use of Origami To Reduce ShockDocument1 pageT.H. - A Metamaterial That Can Make Use of Origami To Reduce ShockThejaswiniNo ratings yet
- Al Darari Company ProfileDocument3 pagesAl Darari Company ProfilePERUMAL MAHALINGAMNo ratings yet
- Sachin Solanki CNC/IPC/13 Summary SupportDocument61 pagesSachin Solanki CNC/IPC/13 Summary Supportshivam modanwalNo ratings yet
- 2nd Year WT Lesson Plan 3Document26 pages2nd Year WT Lesson Plan 3api-547785943No ratings yet
- Assignment On Types of Cement Used in The ConstructionDocument12 pagesAssignment On Types of Cement Used in The Constructionerarham0No ratings yet
- Def Stan 03-32 Part 5 Paint-Systems For NonFerrous Metals Excluding AluminiumDocument10 pagesDef Stan 03-32 Part 5 Paint-Systems For NonFerrous Metals Excluding AluminiumDeepto BanerjeeNo ratings yet
- Discuss and Sharing CSWIP 3.1 (Duties and TerminologyDocument48 pagesDiscuss and Sharing CSWIP 3.1 (Duties and Terminologyuntoro firdausNo ratings yet
- Tends To Stay in Motion-INERTIADocument2 pagesTends To Stay in Motion-INERTIAelarab29No ratings yet
- AMPD Data Sheet Silicone Rubber VTV 800Document2 pagesAMPD Data Sheet Silicone Rubber VTV 800scribduser071No ratings yet
- Houghton Hocut 795 B Spec SheetDocument3 pagesHoughton Hocut 795 B Spec SheetSuprastowo Bin SarinoNo ratings yet
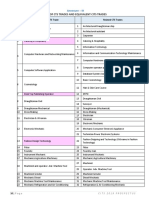
- List of Cts Trades and Equivalent Cits Trades: Annexure - IIIDocument2 pagesList of Cts Trades and Equivalent Cits Trades: Annexure - IIIrubi dasNo ratings yet
- Mutli-Faceted Approach Minimize Printed Circuit Board Warpage Board Assembly Process SmtaDocument9 pagesMutli-Faceted Approach Minimize Printed Circuit Board Warpage Board Assembly Process SmtamrbustaNo ratings yet
- SID List PantnagarDocument12 pagesSID List Pantnagarankitece01No ratings yet
- FINAL CONCEPT PAPER Edit 8 PDFDocument10 pagesFINAL CONCEPT PAPER Edit 8 PDFJABUNAN, JOHNREX M.No ratings yet
- 10.1 Physical Properties and Uses of Metals + AlloysDocument19 pages10.1 Physical Properties and Uses of Metals + AlloysUmida ZaylobiddinovaNo ratings yet
- Thermite WeldingDocument13 pagesThermite Weldingkamal touilebNo ratings yet
- Chapter 2. Unit LoadDocument58 pagesChapter 2. Unit LoadKim TuyenNo ratings yet
- Machines and Systems For Metal Sheet WorkingDocument8 pagesMachines and Systems For Metal Sheet WorkingStefa - Folding, Slitting and Forming MachinesNo ratings yet
- Types of Industrial Printing Machines and Their Uses - Digital, Ink-Jet, EmbossingDocument7 pagesTypes of Industrial Printing Machines and Their Uses - Digital, Ink-Jet, EmbossingUchechukwu MarizuNo ratings yet
- 17269-ASM1801-PO QAP Wuhan Rev.02.Document5 pages17269-ASM1801-PO QAP Wuhan Rev.02.Parikshit GaurNo ratings yet
- How To Control Corrosion of Reinforcement in ConcreteDocument5 pagesHow To Control Corrosion of Reinforcement in ConcreteSRPC CIVILNo ratings yet
- Eurocoustic Products Limited: FBEC RebarDocument4 pagesEurocoustic Products Limited: FBEC Rebarmahesh sherkhaneNo ratings yet
- Industrial Training Presentation BY Vaibhav Singh (Mechanical Engineering)Document10 pagesIndustrial Training Presentation BY Vaibhav Singh (Mechanical Engineering)Vaibhav SinghNo ratings yet
- Tle 7-8 2nd Summative TestDocument1 pageTle 7-8 2nd Summative TestCathy BalbinNo ratings yet