You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Acacia EIA - Final Construction EMPDocument48 pagesAcacia EIA - Final Construction EMPPichai ChaibamrungNo ratings yet
- Internoise-2015-437 - Paper - PDF Sound Standard Gas TurbineDocument8 pagesInternoise-2015-437 - Paper - PDF Sound Standard Gas TurbinePichai ChaibamrungNo ratings yet
- 2014 Tentang Penyelenggaraan Sistem Drainase Perkotaan CompressDocument18 pages2014 Tentang Penyelenggaraan Sistem Drainase Perkotaan CompressPichai ChaibamrungNo ratings yet
- Regulation of The Minister of Marine and Fisheries of The Republic of IndonesiaDocument53 pagesRegulation of The Minister of Marine and Fisheries of The Republic of IndonesiaPichai ChaibamrungNo ratings yet
- Energies: Investigation of Heat Transfer in A Large-Scale External Heat Exchanger With Horizontal Smooth Tube BundleDocument24 pagesEnergies: Investigation of Heat Transfer in A Large-Scale External Heat Exchanger With Horizontal Smooth Tube BundlePichai ChaibamrungNo ratings yet
- Testo 175 Compact Data Loggers For Temperature, Humidity, Voltage and CurrentDocument6 pagesTesto 175 Compact Data Loggers For Temperature, Humidity, Voltage and CurrentPichai ChaibamrungNo ratings yet
- Leading Efficiency Lower Emissions Power & Heat in A Coal Rich WorldDocument27 pagesLeading Efficiency Lower Emissions Power & Heat in A Coal Rich WorldPichai ChaibamrungNo ratings yet
- CFB BoilerDocument2 pagesCFB BoilerPichai ChaibamrungNo ratings yet
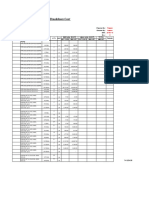
- ปริมาณท่อเหล็กDocument1 pageปริมาณท่อเหล็กPichai ChaibamrungNo ratings yet
- Phase Control For P&IDDocument1 pagePhase Control For P&IDPichai Chaibamrung100% (1)
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyPichai Chaibamrung100% (1)
- Circulating Fluidized Bed Boiler (CFB Boiler) How Does It Work and Its PrincipleDocument24 pagesCirculating Fluidized Bed Boiler (CFB Boiler) How Does It Work and Its PrinciplePichai Chaibamrung100% (2)
- Boiler Feed PumpDocument69 pagesBoiler Feed PumpPichai Chaibamrung100% (2)
- Power Electronics and Elec Drive New1 For Power and Control StreamDocument176 pagesPower Electronics and Elec Drive New1 For Power and Control StreamBacha NegeriNo ratings yet
- Chapter 8 - Between-Subjects DesignDocument17 pagesChapter 8 - Between-Subjects DesignSumendra RathoreNo ratings yet
- Dyllans Regular Resume PDFDocument2 pagesDyllans Regular Resume PDFDyllan McNamaraNo ratings yet
- UCSP Week 2 DLLDocument8 pagesUCSP Week 2 DLLZeporah OrdonNo ratings yet
- 2023 Amway River Bank Run Street ClosingsDocument1 page2023 Amway River Bank Run Street ClosingsWXMINo ratings yet
- Abusive Relationships Term PaperDocument7 pagesAbusive Relationships Term Paperafdtliuvb100% (1)
- Delta SCADA Software - DIAView IntroductionDocument36 pagesDelta SCADA Software - DIAView IntroductionRajeev M PuthiyedathNo ratings yet
- 03 StorekingDocument10 pages03 Storekingqwqw11No ratings yet
- National Evaluation Series: Score ReportDocument8 pagesNational Evaluation Series: Score ReportChris NewsomNo ratings yet
- The Role of Riparian Corridors in Maintaining Regional Biodiversity. Naiman Et Al. 1993Document5 pagesThe Role of Riparian Corridors in Maintaining Regional Biodiversity. Naiman Et Al. 1993Iuri AmazonasNo ratings yet
- Passport User ManualDocument75 pagesPassport User ManualHerbert Paul GrayNo ratings yet
- The English Long BowDocument6 pagesThe English Long BowBruno BarbosaNo ratings yet
- LNMIIT Application FormDocument3 pagesLNMIIT Application FormtuffNo ratings yet
- Carasid CaseDocument7 pagesCarasid CaseNavneet NandaNo ratings yet
- 2022 Global Priority Species of Economically Importance BambooDocument216 pages2022 Global Priority Species of Economically Importance BambooPablo IzquierdoNo ratings yet
- United States v. Eastom, 10th Cir. (2009)Document20 pagesUnited States v. Eastom, 10th Cir. (2009)Scribd Government DocsNo ratings yet
- Snow White ScriptDocument52 pagesSnow White ScriptAlvensone880% (5)
- Peirol - WikipediaDocument1 pagePeirol - WikipediaSouhaiel RiahiNo ratings yet
- CrimPro Case Digests 07.14.18Document16 pagesCrimPro Case Digests 07.14.18yannie isananNo ratings yet
- Industry ReviewDocument22 pagesIndustry ReviewBALAJI MNo ratings yet
- Design OptimizationDocument12 pagesDesign OptimizationNam VoNo ratings yet
- Digitization DigitalizationDocument1 pageDigitization Digitalizationace espinosaNo ratings yet
- Subject Verb Agreement For Grade 8Document2 pagesSubject Verb Agreement For Grade 8jasjasdiazdiazNo ratings yet
- Jio Batch 1 - 8.30 AmDocument18 pagesJio Batch 1 - 8.30 AmABHISHEK AMENo ratings yet
- Aops Community Russian TST 2015: Days 1-6 Day 7 P1Document4 pagesAops Community Russian TST 2015: Days 1-6 Day 7 P1魏志恒No ratings yet
- Aiatsl: (Wholly Owned Subsidiary of Air India Limited)Document1 pageAiatsl: (Wholly Owned Subsidiary of Air India Limited)Ashna anilkumar pNo ratings yet
- Lecture 8 - Modern PhysicsDocument16 pagesLecture 8 - Modern PhysicsSaad Shabbir100% (3)
- Policy AnalysisDocument40 pagesPolicy AnalysisshkadryNo ratings yet
- ADP Systems Code, Form #09.025Document309 pagesADP Systems Code, Form #09.025Sovereignty Education and Defense Ministry (SEDM)100% (1)
- Samaritano Cultural Society: Good Samaritan CollegesDocument14 pagesSamaritano Cultural Society: Good Samaritan CollegesJerick Carbonel SubadNo ratings yet