You might also like
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- The Most Advanced Thin-Slab Technology For Coil-to-Coil ProductionDocument6 pagesThe Most Advanced Thin-Slab Technology For Coil-to-Coil ProductionJJNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Trabajo Compleoto de Sven - Erik Lundberg CMDocument13 pagesTrabajo Compleoto de Sven - Erik Lundberg CMJOAN RODOLFO PURIS CoNDORNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- DEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINDocument12 pagesDEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINPeluche de PapelNo ratings yet
- X 341E CEM Technology Compact Endless Cast and Rolling MillDocument2 pagesX 341E CEM Technology Compact Endless Cast and Rolling MillGowtham VishvakarmaNo ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- Design of Sugar Mill Gears by P.w.jonesDocument5 pagesDesign of Sugar Mill Gears by P.w.jonesanwarmughal0% (1)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Multi SlittingDocument6 pagesMulti Slittingeng_ahmedkassemNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- 19FTM16. Material Properties and Tooth Root Bending Strength of Shot Blasted, Case Carburized Gears With Alternative MicrostructuresDocument1 page19FTM16. Material Properties and Tooth Root Bending Strength of Shot Blasted, Case Carburized Gears With Alternative MicrostructuresgioNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- GearboxDocument5 pagesGearboxakshaybj4396100% (1)
- Revamping of Existing RCM To "Hyper UC-Mill"Document12 pagesRevamping of Existing RCM To "Hyper UC-Mill"JJNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Siti BH Series vs. Main Competitors: A World in MovementDocument20 pagesSiti BH Series vs. Main Competitors: A World in MovementcakhokheNo ratings yet
- SPE/IADC 85338 New Performance Motors Set New Benchmarks in Drilling PerformanceDocument6 pagesSPE/IADC 85338 New Performance Motors Set New Benchmarks in Drilling PerformanceJohnSmithNo ratings yet
- Rolling MillDocument5 pagesRolling MillARDOVANo ratings yet
- New Developments in Gear HobbingDocument8 pagesNew Developments in Gear HobbingpongerkeNo ratings yet
- Research Paper On Hybrid BearingDocument6 pagesResearch Paper On Hybrid Bearingc9rz4vrm100% (1)
- Arvedi First Thin Slab Endless CastingDocument10 pagesArvedi First Thin Slab Endless CastingprasenjitsayantanNo ratings yet
- SAG Mill ComponentsDocument7 pagesSAG Mill ComponentsRodrigo GarcíaNo ratings yet
- Recent Inov BarDocument5 pagesRecent Inov Barrazen_inNo ratings yet
- Arvedi ESP: Reaching Maturity in Endless Casting and Rolling TechnologyDocument8 pagesArvedi ESP: Reaching Maturity in Endless Casting and Rolling TechnologyJJNo ratings yet
- W6!7!304E Skin-Pass Mills ReferencesDocument36 pagesW6!7!304E Skin-Pass Mills Referencesdorin serbanNo ratings yet
- Hobbing 0406Document6 pagesHobbing 0406feni4kaNo ratings yet
- EPMA-Final - HIP - Brochure - Introduction To PM HIP TechnologyDocument30 pagesEPMA-Final - HIP - Brochure - Introduction To PM HIP TechnologygillougillouNo ratings yet
- 2002 Mitsuo Hashimoto V 2002Document8 pages2002 Mitsuo Hashimoto V 2002ralish12No ratings yet
- Al - Metal MatrixDocument38 pagesAl - Metal Matrixpramo_dassNo ratings yet
- Trailer Design Guideline V3 2014 ConfettiDocument28 pagesTrailer Design Guideline V3 2014 Confettihesam abbaszadehNo ratings yet
- Flexible Rolling of Aluminium Alloy Sheet - Process Optimization and Control of Materials Properties PDFDocument26 pagesFlexible Rolling of Aluminium Alloy Sheet - Process Optimization and Control of Materials Properties PDFAnderssonChitivaNo ratings yet
- Update On JHEP SAG Mill Drive SelectionDocument20 pagesUpdate On JHEP SAG Mill Drive SelectionZiggy GregoryNo ratings yet
- "Blueprint" Your Pulverizer For Improved Performance: by Richard F. (Dick) Storm, PE, Storm Technologies IncDocument4 pages"Blueprint" Your Pulverizer For Improved Performance: by Richard F. (Dick) Storm, PE, Storm Technologies IncvnchromeNo ratings yet
- SSAB Trailer Design GuidelineDocument28 pagesSSAB Trailer Design GuidelineGerard Piedra García100% (1)
- SPE 93856 Cutting-Edge Materials Technology Elevates Drilling Performance in Soft-Formation ApplicationsDocument12 pagesSPE 93856 Cutting-Edge Materials Technology Elevates Drilling Performance in Soft-Formation Applicationsmsmsoft90No ratings yet
- Important Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruDocument7 pagesImportant Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruBoban RajkovicNo ratings yet
- Integration of Continuous Caster and Hot Strip Mill Planning For Steel ProductionDocument28 pagesIntegration of Continuous Caster and Hot Strip Mill Planning For Steel Productionusama_ahmedNo ratings yet
- Lovejoy CouplingDocument13 pagesLovejoy Couplingsandulupeni100% (1)
- High-Quality Hot Strip Production Essar SteelDocument12 pagesHigh-Quality Hot Strip Production Essar SteelPranav TripathiNo ratings yet
- Jaw Type Coupling LOVEJOY PDFDocument26 pagesJaw Type Coupling LOVEJOY PDFRafo Vega GuerovichNo ratings yet
- Catalogo Lovejoy Serie JawDocument26 pagesCatalogo Lovejoy Serie JawJuan Pablo CirizaNo ratings yet
- Hydroforming AbstractDocument4 pagesHydroforming AbstractChandanSuriyaNo ratings yet
- The Selection and Design of Mill LinersDocument11 pagesThe Selection and Design of Mill Linersluis martinezNo ratings yet
- Hot Strip Mill, Slab Sizing Press, Pair Cross Mill, Mill Stabilizing Device, Down CoilerDocument10 pagesHot Strip Mill, Slab Sizing Press, Pair Cross Mill, Mill Stabilizing Device, Down CoilerJJNo ratings yet
- Piston SelectionDocument5 pagesPiston SelectionSunil ChNo ratings yet
- Endless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsDocument8 pagesEndless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsJJNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document5 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Rizhao Steel Esp LinesDocument7 pagesRizhao Steel Esp LinesSS making technical teamNo ratings yet
- Engine Block CastingDocument7 pagesEngine Block CastingFadirul EzwanNo ratings yet
- Laughlin - A Comparison of Turbine Pulley Design Philosophies With Historical PerspectiveDocument3 pagesLaughlin - A Comparison of Turbine Pulley Design Philosophies With Historical Perspectivedarkwing888No ratings yet
- Engine Block CastingDocument34 pagesEngine Block CastingAmjad Pervaz100% (1)
- Gear Manufacturing MethodDocument89 pagesGear Manufacturing MethodRamalingam AlagarajaNo ratings yet
- The Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesDocument20 pagesThe Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesJJNo ratings yet
- Development of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsDocument10 pagesDevelopment of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsJJNo ratings yet
- How Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityDocument12 pagesHow Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityJJNo ratings yet
- Analysis of The Effects of Oxygen Enrichment in A Reheating FurnaceDocument12 pagesAnalysis of The Effects of Oxygen Enrichment in A Reheating FurnaceJJNo ratings yet
- Modernization of Continuous Casting Machine in The Era of Intelligent ManufacturingDocument12 pagesModernization of Continuous Casting Machine in The Era of Intelligent ManufacturingJJNo ratings yet
- Carburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationDocument10 pagesCarburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationJJNo ratings yet
- Achieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionDocument8 pagesAchieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionJJNo ratings yet
- Non-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisDocument8 pagesNon-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisJJNo ratings yet
- Development of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillDocument8 pagesDevelopment of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillJJNo ratings yet
- Optimized Heating of Steel Slabs With Radar MeasurementsDocument14 pagesOptimized Heating of Steel Slabs With Radar MeasurementsJJNo ratings yet
- Mathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillDocument10 pagesMathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillJJNo ratings yet
- Process Optimization and Product Metallurgy in Long ProductsDocument12 pagesProcess Optimization and Product Metallurgy in Long ProductsJJNo ratings yet
- Reheat Furnace Efficiency at Laverton Rod MillDocument12 pagesReheat Furnace Efficiency at Laverton Rod MillJJNo ratings yet
- Evolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)Document6 pagesEvolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)JJNo ratings yet
- Texture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingDocument8 pagesTexture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingJJNo ratings yet
- Effect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessDocument12 pagesEffect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessJJNo ratings yet
- Effect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelDocument10 pagesEffect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelJJNo ratings yet
- Effect of M-EMS On Steel Solidification Behavior of A Round Billet CastingDocument12 pagesEffect of M-EMS On Steel Solidification Behavior of A Round Billet CastingJJNo ratings yet
- Practical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsDocument12 pagesPractical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsJJNo ratings yet
- The Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsDocument10 pagesThe Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsJJNo ratings yet
- Advanced Continuous Annealing Technology and Application For High-Strength SteelDocument10 pagesAdvanced Continuous Annealing Technology and Application For High-Strength SteelJJNo ratings yet
- Modeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelDocument14 pagesModeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelJJNo ratings yet
- Development of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsDocument14 pagesDevelopment of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsJJNo ratings yet
- Development of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)Document12 pagesDevelopment of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)JJNo ratings yet
- Inclusion Classification by Computer Vision and Machine LearningDocument6 pagesInclusion Classification by Computer Vision and Machine LearningJJNo ratings yet
- Changes To The Characteristics of Inclusions Upon Solidification in AHSS SteelsDocument6 pagesChanges To The Characteristics of Inclusions Upon Solidification in AHSS SteelsJJNo ratings yet
- Lime Dissolution in The BOF ProcessDocument8 pagesLime Dissolution in The BOF ProcessJJNo ratings yet
- Pre-Fused vs. Blended Fluxes: Their Impact On Cleanliness of Low-Carbon Low-Alloy SteelDocument10 pagesPre-Fused vs. Blended Fluxes: Their Impact On Cleanliness of Low-Carbon Low-Alloy SteelJJNo ratings yet
- Development of A Powder Metallurgy Technique For Introducing Synthetic Oxide Inclusions Into Liquid SteelDocument10 pagesDevelopment of A Powder Metallurgy Technique For Introducing Synthetic Oxide Inclusions Into Liquid SteelJJNo ratings yet
- Investigating Centerline Bridging in Continuous Casting During Speed Drops With ConOfflineDocument10 pagesInvestigating Centerline Bridging in Continuous Casting During Speed Drops With ConOfflineJJNo ratings yet
- Specification For The Use of Steel Tanks in The Water Industry PDFDocument15 pagesSpecification For The Use of Steel Tanks in The Water Industry PDFJorge Alberto Martinez OrtizNo ratings yet
- 4rCRB Mounting and Maintenance InstructionsDocument21 pages4rCRB Mounting and Maintenance InstructionsNishant JhaNo ratings yet
- Selection of Gold Alloys For Mechanical Working and Optimisation of The Production ProcessDocument26 pagesSelection of Gold Alloys For Mechanical Working and Optimisation of The Production ProcessVigneswaranNo ratings yet
- Open Die ForgingDocument7 pagesOpen Die ForgingCharanjeet Singh0% (1)
- Norton Abrasive Solutions-Steel IndustryDocument52 pagesNorton Abrasive Solutions-Steel IndustryJItesh PAtilNo ratings yet
- Assignment 1 MaterialDocument16 pagesAssignment 1 MaterialLuqman Arif0% (1)
- A1018a1018m 16Document8 pagesA1018a1018m 16Rony YudaNo ratings yet
- IEEM 215: Manufacturing ProcessesDocument55 pagesIEEM 215: Manufacturing ProcessesVijaya Prabhu KumarasamyNo ratings yet
- CIV 413 IntroductionDocument61 pagesCIV 413 IntroductionحمدةالنهديةNo ratings yet
- The Indian Cold Rolling IndustryDocument5 pagesThe Indian Cold Rolling IndustrymalevolentNo ratings yet
- Sa 6.sa 6MDocument82 pagesSa 6.sa 6MWagner Renato AraújoNo ratings yet
- Bulk Deformation Question and AnswersDocument18 pagesBulk Deformation Question and Answersjustdefy100% (2)
- Aalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51Document3 pagesAalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51AnwarNo ratings yet
- Lab Report 5Document19 pagesLab Report 5Cherif ChokeirNo ratings yet
- ITD BrochureDocument22 pagesITD Brochureamitkhanna71No ratings yet
- Comparative Study of Hot Rolled Steel SeDocument4 pagesComparative Study of Hot Rolled Steel Seclam2014No ratings yet
- Structural Steel Design UGNA3032Document74 pagesStructural Steel Design UGNA3032木辛耳总No ratings yet
- 2022 Electrical Steel NO Catalog - Eng - FinalDocument14 pages2022 Electrical Steel NO Catalog - Eng - Final雨庵우암No ratings yet
- Thyseenkrup - Stainless Steel 1-4713Document3 pagesThyseenkrup - Stainless Steel 1-4713dantegimenezNo ratings yet
- ReheatingFurnaces andHeatingTechnologies PDFDocument12 pagesReheatingFurnaces andHeatingTechnologies PDFvij2009No ratings yet
- Is 2507 PDFDocument18 pagesIs 2507 PDFSenthil Kumar Ganesan100% (1)
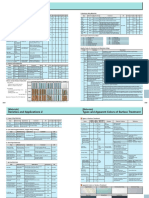
- Materials Varieties and ApplicationsDocument2 pagesMaterials Varieties and ApplicationsHossein GhazinezhadNo ratings yet
- Dynamic Estimation of Electrical Demand in Hot Rolling MillsDocument10 pagesDynamic Estimation of Electrical Demand in Hot Rolling MillsRam Deo AwasthiNo ratings yet
- India)Document65 pagesIndia)Ramesh Timmanagoudar75% (4)
- ManufacturingTechnology I GKVDocument20 pagesManufacturingTechnology I GKVaswin jithuNo ratings yet
- TSL Bhushan - Colour CoatedDocument21 pagesTSL Bhushan - Colour Coatedabdul jawad100% (1)
- 930: Single Skin: Fire Rated Rolling DoorDocument3 pages930: Single Skin: Fire Rated Rolling DoorAbu AlAnda Gate for metal industries and Equipment.No ratings yet
- Specification: Hot Coiled Helical Springs Mainline Coaches, Emu and Freight Stock No. WD-01-HLS-94 (Rev.3)Document43 pagesSpecification: Hot Coiled Helical Springs Mainline Coaches, Emu and Freight Stock No. WD-01-HLS-94 (Rev.3)Anonymous PSNjTGUNo ratings yet
- Guidelines For Embodiment DesignDocument37 pagesGuidelines For Embodiment DesignVijay KumarNo ratings yet
- JSS 4210-18-2005Document25 pagesJSS 4210-18-2005Kaushik Sengupta100% (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)From EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)No ratings yet
- Connections in Steel Structures III: Behaviour, Strength and DesignFrom EverandConnections in Steel Structures III: Behaviour, Strength and DesignRating: 4 out of 5 stars4/5 (6)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shallow Foundations: Discussions and Problem SolvingFrom EverandShallow Foundations: Discussions and Problem SolvingRating: 5 out of 5 stars5/5 (1)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Big Roads: The Untold Story of the Engineers, Visionaries, and Trailblazers Who Created the American SuperhighwaysFrom EverandThe Big Roads: The Untold Story of the Engineers, Visionaries, and Trailblazers Who Created the American SuperhighwaysRating: 4 out of 5 stars4/5 (19)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyFrom EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyRating: 4.5 out of 5 stars4.5/5 (5)
- Geotechnical Engineering Calculations and Rules of ThumbFrom EverandGeotechnical Engineering Calculations and Rules of ThumbRating: 4 out of 5 stars4/5 (17)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownFrom EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNo ratings yet
- Operations in the Time of Industry 4.0: A guide to managing the clash of digitalization and real time operationsFrom EverandOperations in the Time of Industry 4.0: A guide to managing the clash of digitalization and real time operationsNo ratings yet
- Troubleshooting and Repair of Diesel EnginesFrom EverandTroubleshooting and Repair of Diesel EnginesRating: 1.5 out of 5 stars1.5/5 (2)
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Environmental Impact Assessment: Theory and PracticeFrom EverandEnvironmental Impact Assessment: Theory and PracticeRating: 5 out of 5 stars5/5 (5)
- Monster Trucks! Big Machines on the Road - Vehicles for Kids | Children's Transportation BooksFrom EverandMonster Trucks! Big Machines on the Road - Vehicles for Kids | Children's Transportation BooksRating: 3 out of 5 stars3/5 (10)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)