You might also like
- Phase Stability in High Entropy Alloys Formation oDocument14 pagesPhase Stability in High Entropy Alloys Formation oMelis Ece TatarNo ratings yet
- Effect of Atomic Size and Valence Electron Concentration On The Formation of FCC or BCC Solid Solid Solutions in High Entropy AlloysDocument11 pagesEffect of Atomic Size and Valence Electron Concentration On The Formation of FCC or BCC Solid Solid Solutions in High Entropy AlloysZaara RyeenNo ratings yet
- Jiang 2016Document6 pagesJiang 2016Chima UgwuegbuNo ratings yet
- A Novel Low Density High Hardness High Entropy Alloy With Close Packed Single Phase Nanocrystalline StructuresDocument6 pagesA Novel Low Density High Hardness High Entropy Alloy With Close Packed Single Phase Nanocrystalline StructuresFrancinne FrancineNo ratings yet
- High Entropy Alloys PDFDocument4 pagesHigh Entropy Alloys PDFhk esatonNo ratings yet
- High Entropy AlloysDocument8 pagesHigh Entropy AlloysTeka KamNo ratings yet
- High Entropy Alloy CoCrFeMnNi Produced by Powder MetallurgyDocument15 pagesHigh Entropy Alloy CoCrFeMnNi Produced by Powder MetallurgyKarthi SiddhNo ratings yet
- Sluggish Diffusion in Co-Cr-Fe-Mn-Ni High-Entropy Alloys: K.-Y. Tsai, M.-H. Tsai, J.-W. YehDocument11 pagesSluggish Diffusion in Co-Cr-Fe-Mn-Ni High-Entropy Alloys: K.-Y. Tsai, M.-H. Tsai, J.-W. YehnonameNo ratings yet
- Glass Formation in A High Entropy Alloy System by Design: Intermetallics April 2012Document5 pagesGlass Formation in A High Entropy Alloy System by Design: Intermetallics April 2012Luis AlbertoNo ratings yet
- 00 Atomic-Size Effect and Solid Solubility of Multicomponent Alloys-Wang-2015Document4 pages00 Atomic-Size Effect and Solid Solubility of Multicomponent Alloys-Wang-2015김강형No ratings yet
- The Viscosity of Liquid Ethene Measurement and - 2023 - The Journal of ChemicalDocument13 pagesThe Viscosity of Liquid Ethene Measurement and - 2023 - The Journal of ChemicalDana MateiNo ratings yet
- Thermodynamic Modeling of Hydrothermal Synthesis Ceramic PowdersDocument10 pagesThermodynamic Modeling of Hydrothermal Synthesis Ceramic PowdersMohamed KhalifaNo ratings yet
- s10853 011 6219 8 - DensityDocument7 pagess10853 011 6219 8 - DensityEduardo Fernandez SanchezNo ratings yet
- 1 s2.0 S0167732217356362 MainDocument4 pages1 s2.0 S0167732217356362 Mainmahfoud mohamedNo ratings yet
- Atomic-Scale Compositional Characterization of A Nanocrystalline Alcrcufenizn High-Entropy Alloy Using Atom Probe TomographyDocument11 pagesAtomic-Scale Compositional Characterization of A Nanocrystalline Alcrcufenizn High-Entropy Alloy Using Atom Probe TomographyFrontiersNo ratings yet
- Journal of Alloys and Compounds: S.G. Ma, P.K. Liaw, M.C. Gao, J.W. Qiao, Z.H. Wang, Y. ZhangDocument9 pagesJournal of Alloys and Compounds: S.G. Ma, P.K. Liaw, M.C. Gao, J.W. Qiao, Z.H. Wang, Y. ZhangBuluc GheorgheNo ratings yet
- Ej0102 200501 004582Document5 pagesEj0102 200501 004582napoleonmNo ratings yet
- A Map of Single-Phase High-Entropy AlloysDocument17 pagesA Map of Single-Phase High-Entropy Alloysbmalki68No ratings yet
- Hutchinson 2004Document5 pagesHutchinson 2004MD RubelNo ratings yet
- Dippo Et Vecchio - 2021 - A Universal Configurational Entropy Metric For HigDocument4 pagesDippo Et Vecchio - 2021 - A Universal Configurational Entropy Metric For HigAshutosh KumarNo ratings yet
- High Entropy Alloys A Critical ReviewDocument18 pagesHigh Entropy Alloys A Critical ReviewVenkateswararao BuridiNo ratings yet
- Theory of Strengthening in FCC High Entropy Alloys Pre-Print 1Document18 pagesTheory of Strengthening in FCC High Entropy Alloys Pre-Print 1Harikrishnan RajanNo ratings yet
- A Speciation Based Model For Mixed Solvent Electrolyte SystemsDocument36 pagesA Speciation Based Model For Mixed Solvent Electrolyte SystemsYesid Tapiero MartínezNo ratings yet
- J. Chem. Thermodynamics: Hadi Baseri, Mohammad Nader LotfollahiDocument6 pagesJ. Chem. Thermodynamics: Hadi Baseri, Mohammad Nader LotfollahizibaNo ratings yet
- Emergent Field of High Entropy OxidesDocument17 pagesEmergent Field of High Entropy OxidesVenkateswararao BuridiNo ratings yet
- Multivalency-Driven Formation of Te-Based Monolayer Materials: A Combined First-Principles and Experimental StudyDocument5 pagesMultivalency-Driven Formation of Te-Based Monolayer Materials: A Combined First-Principles and Experimental StudyAmour MamonaNo ratings yet
- High-Entropy Alloy: Challenges and Prospects: Y.F. Ye, Q. Wang, J. Lu, C.T. Liu and Y. YangDocument14 pagesHigh-Entropy Alloy: Challenges and Prospects: Y.F. Ye, Q. Wang, J. Lu, C.T. Liu and Y. YangViet NguyenHoangNo ratings yet
- Marshall 2019Document12 pagesMarshall 2019Patrice PariNo ratings yet
- Semi-Empirical Computational Thermodynamic Calculations Used To PredictDocument8 pagesSemi-Empirical Computational Thermodynamic Calculations Used To PredictClaudio AguilarNo ratings yet
- Inchekel 2008Document9 pagesInchekel 2008zibaNo ratings yet
- Compositional Gradients in Petroleum ReservoirsDocument17 pagesCompositional Gradients in Petroleum Reservoirsnwosu_dixonNo ratings yet
- 1076 Rowley, R. L. Chem. Eng. Sci., 37 897 (1982) .Document8 pages1076 Rowley, R. L. Chem. Eng. Sci., 37 897 (1982) .CHIRE SARAYASI MANUELNo ratings yet
- Karlsson 2018Document8 pagesKarlsson 2018Wágner B SilvaNo ratings yet
- Chen 1992Document9 pagesChen 1992Estefany PajaroNo ratings yet
- Elastic Constants For Ni-Cr, Ni-Re AlloysDocument16 pagesElastic Constants For Ni-Cr, Ni-Re Alloyskandula.munikumarNo ratings yet
- Associating Polymer Solutions and Thermoreversible GelationDocument20 pagesAssociating Polymer Solutions and Thermoreversible Gelationbrian delgado de lucioNo ratings yet
- Modeling Aqueous Electrolyte Solutions Part 1. Fully Dissociated ElectrolytesDocument10 pagesModeling Aqueous Electrolyte Solutions Part 1. Fully Dissociated ElectrolyteszibaNo ratings yet
- High Entropy Alloys A Critical Assessment of Their Founding Principles and Future ProspectsDocument21 pagesHigh Entropy Alloys A Critical Assessment of Their Founding Principles and Future ProspectsFeng ZhuNo ratings yet
- Relating Formulations of The Thermodynamics of Mineral Solid Solutions: Activity Modeling of Pyroxenes, Amphiboles, and MicasDocument14 pagesRelating Formulations of The Thermodynamics of Mineral Solid Solutions: Activity Modeling of Pyroxenes, Amphiboles, and MicasLeandroNo ratings yet
- 9307061Document12 pages9307061testonly261No ratings yet
- 7714-Article Text PDF-14222-2-10-20150617 PDFDocument12 pages7714-Article Text PDF-14222-2-10-20150617 PDFprinesstNo ratings yet
- An Empirical Equation For Thermodynamic Properties of Light Hydrocarbons and Their Mixtures Ii. Mixtures of Methane, Ethane, Propane, and NbutaneDocument13 pagesAn Empirical Equation For Thermodynamic Properties of Light Hydrocarbons and Their Mixtures Ii. Mixtures of Methane, Ethane, Propane, and NbutanelucasNo ratings yet
- Columnar To Equiaxed Transition During Alloy SolidificationDocument15 pagesColumnar To Equiaxed Transition During Alloy SolidificationSAMEERANo ratings yet
- An Equation of State For Electrolyte Solutions Covering Wide Ranges of Temperature, Pressure, and CompositionDocument16 pagesAn Equation of State For Electrolyte Solutions Covering Wide Ranges of Temperature, Pressure, and CompositionSaleh SedighiNo ratings yet
- Nature Materials Reviews Aug 2019 High-Entropy Alloys PDFDocument20 pagesNature Materials Reviews Aug 2019 High-Entropy Alloys PDFAnand Prakash SinghNo ratings yet
- Me8491 QB 02Document30 pagesMe8491 QB 02Dr.A.Maniram KumarNo ratings yet
- Effective Medium Theory For Dispersions of Dielectric EllipsoidsDocument18 pagesEffective Medium Theory For Dispersions of Dielectric Ellipsoidsprakush01975225403No ratings yet
- Strengthening Mechanisms in High Entropy AlloysDocument9 pagesStrengthening Mechanisms in High Entropy AlloysSezgin CengizNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument21 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsARSALAN AHMADNo ratings yet
- Determination of Thermal Expansion Coe Cients For Unidirectional Fiber-Reinforced CompositesDocument8 pagesDetermination of Thermal Expansion Coe Cients For Unidirectional Fiber-Reinforced CompositesDragoş BranNo ratings yet
- Applications of The Group Contribution Lattice Fluid 2002 Fluid Phase EquiDocument21 pagesApplications of The Group Contribution Lattice Fluid 2002 Fluid Phase EquiAnonymous ypVNIINo ratings yet
- Violet PosterDocument1 pageViolet PosterKhawlaNo ratings yet
- 2016 FanThermoelectric Performance of PbSnTeSe High-Entropy AlloysDocument9 pages2016 FanThermoelectric Performance of PbSnTeSe High-Entropy AlloysBarnasree ChandaNo ratings yet
- Additive Manufacturing of High Entropy AlloysDocument13 pagesAdditive Manufacturing of High Entropy Alloysmykey652No ratings yet
- LZhang19 The Effect of Randomness On The Strength of HEAsDocument11 pagesLZhang19 The Effect of Randomness On The Strength of HEAsZhwan DilshadNo ratings yet
- Mol. Simul. 49, 1117-1124 (2023) +supplementalDocument12 pagesMol. Simul. 49, 1117-1124 (2023) +supplementalSweta AkhoriNo ratings yet
- Combustion and Flame: Vadim N. Kurdyumov, Vladimir V. Gubernov, Roman V. FursenkoDocument12 pagesCombustion and Flame: Vadim N. Kurdyumov, Vladimir V. Gubernov, Roman V. FursenkoAhmadNo ratings yet
- Thermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsDocument10 pagesThermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsGINA PAOLA BERRÍO JULIONo ratings yet
- Electronic Structure and the Properties of Solids: The Physics of the Chemical BondFrom EverandElectronic Structure and the Properties of Solids: The Physics of the Chemical BondRating: 2.5 out of 5 stars2.5/5 (3)
- Ion Association in Proton Transfer Reactions: Use of ESR for the Quantitative Determination of Gas Phase Atom and Radical ConcentrationsFrom EverandIon Association in Proton Transfer Reactions: Use of ESR for the Quantitative Determination of Gas Phase Atom and Radical ConcentrationsNo ratings yet
- Stacking Fault Energy and Twin Effect For FCC CrystalDocument20 pagesStacking Fault Energy and Twin Effect For FCC CrystalEric TsaiNo ratings yet
- Effects of Temperature and Microstructure On The Triblogical PropertiesDocument10 pagesEffects of Temperature and Microstructure On The Triblogical PropertiesEric TsaiNo ratings yet
- Al Addition For High Entropy AlloyDocument4 pagesAl Addition For High Entropy AlloyEric TsaiNo ratings yet
- Microstructure Evolution and Critical Stress For Twinning in The CrMnFeCoNi High-Entropy AlloyDocument12 pagesMicrostructure Evolution and Critical Stress For Twinning in The CrMnFeCoNi High-Entropy AlloyEric TsaiNo ratings yet
- Nursing Education Field TripDocument5 pagesNursing Education Field TripIshika Roy67% (3)
- XDocument2 pagesXSophiaFrancescaEspinosaNo ratings yet
- Sales Marketing Director in Tampa FL Resume William RoelingDocument2 pagesSales Marketing Director in Tampa FL Resume William RoelingWilliamRoelingNo ratings yet
- LP ScienceDocument8 pagesLP ScienceMarla Jean FabroNo ratings yet
- The Impact On Digital Marketing During Pandemic Outbreak COVID-19 On Business DevelopmentDocument5 pagesThe Impact On Digital Marketing During Pandemic Outbreak COVID-19 On Business DevelopmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Air Pollution Modelling With Deep Learning A ReviewDocument6 pagesAir Pollution Modelling With Deep Learning A ReviewliluNo ratings yet
- Sample From Cambridge AssessmentDocument2 pagesSample From Cambridge AssessmentVinicius GomesNo ratings yet
- AWS Abbreviations Oxyfuel Cutting - OFC Oxyacetylene Cutting - OFC-A Oxyfuel Cutting - Process and Fuel GasesDocument8 pagesAWS Abbreviations Oxyfuel Cutting - OFC Oxyacetylene Cutting - OFC-A Oxyfuel Cutting - Process and Fuel GasesahmedNo ratings yet
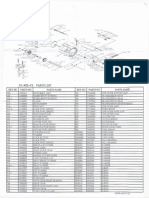
- Okuma CL302L Parts List & ManualDocument3 pagesOkuma CL302L Parts List & Manualcoolestkiwi100% (1)
- Gta 07-10-002 Advanced Infantry MarksmanshipDocument2 pagesGta 07-10-002 Advanced Infantry MarksmanshipMark CheneyNo ratings yet
- Mad-Lib ExerciseDocument2 pagesMad-Lib Exercisejbk23100% (2)
- Reading 40 Introduction To Industry and Company AnalysisDocument23 pagesReading 40 Introduction To Industry and Company AnalysisNeerajNo ratings yet
- Date CalcDocument8 pagesDate CalcPaolaNo ratings yet
- 05 N141 31673Document21 pages05 N141 31673priya thakurNo ratings yet
- Jimerson Rampola Final DemoDocument64 pagesJimerson Rampola Final DemoJIMERSON RAMPOLANo ratings yet
- CostcoDocument12 pagesCostcoThảo Nguyên PhạmNo ratings yet
- Question Bank For MDocument22 pagesQuestion Bank For MchinnnababuNo ratings yet
- h110m Pro VD Plus User GuideDocument19 pagesh110m Pro VD Plus User GuideIgobi LohnNo ratings yet
- Indiga Indiga: Tech TechDocument32 pagesIndiga Indiga: Tech Techsunny100% (1)
- Unit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017Document95 pagesUnit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017amdevaNo ratings yet
- Nef Upper Endtest ADocument8 pagesNef Upper Endtest AVera Stojnova100% (3)
- Psychology - Masters in Psychology Entrance Examination Book (Power Within Psychology, Amit Panwar) (Z-Library)Document414 pagesPsychology - Masters in Psychology Entrance Examination Book (Power Within Psychology, Amit Panwar) (Z-Library)Suraj100% (12)
- MarpleDocument10 pagesMarpleC.Auguste DupinNo ratings yet
- Kraft Foods Inc. in FranceDocument25 pagesKraft Foods Inc. in Francevishal211086No ratings yet
- Yogesh Kadam (ABC)Document5 pagesYogesh Kadam (ABC)vipin HNo ratings yet
- Lesson 12 FastenersDocument9 pagesLesson 12 FastenersEmerson John RoseteNo ratings yet
- 430D Backhoe LoaderDocument8 pages430D Backhoe LoaderRaul GuaninNo ratings yet
- AX Performance Tools1Document21 pagesAX Performance Tools1Htun Lin AungNo ratings yet
- The Ant and GrasshopperDocument3 pagesThe Ant and GrasshopperMarianaUrsuNo ratings yet
- Uv Mapping TutorialDocument5 pagesUv Mapping Tutorialbkb193No ratings yet