You might also like
- 8th International Congress On Science and Technology of Ironmaking - ICSTI 2018 - Book of AbstractsDocument101 pages8th International Congress On Science and Technology of Ironmaking - ICSTI 2018 - Book of AbstractsEly Wagner FerreiraNo ratings yet
- Coolant Eontrim c270 Eon @209ldrumDocument4 pagesCoolant Eontrim c270 Eon @209ldrumfdssdfdsfNo ratings yet
- CasesDocument6 pagesCasesRolandMagnoJagdon100% (1)
- 11-14%Cr IIW Document - Part 2Document21 pages11-14%Cr IIW Document - Part 2GagrigoreNo ratings yet
- Ginting Measurement 2018Document10 pagesGinting Measurement 201820-003 Arifin SinambelaNo ratings yet
- Analysis of Surface Roughness and Hardness in TitaDocument13 pagesAnalysis of Surface Roughness and Hardness in Titasampath wickramasenaNo ratings yet
- Journal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelDocument12 pagesJournal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelNitesh KumarNo ratings yet
- Analysis of Cutting Forces On LAM PDFDocument10 pagesAnalysis of Cutting Forces On LAM PDFSAKTHIVEL S SNo ratings yet
- PCBN Cutting Tools Under Finishing Conditions - 2Document14 pagesPCBN Cutting Tools Under Finishing Conditions - 2Sriyono NozbNo ratings yet
- Surface Roughness and Tool Wear On Cryogenic Treated CBN Insert On Titanium and Inconel 718 Alloy SteelDocument10 pagesSurface Roughness and Tool Wear On Cryogenic Treated CBN Insert On Titanium and Inconel 718 Alloy SteelThirumalaimuthukumaranMohanNo ratings yet
- Laser assisted machining of Ti10V2Fe3Al and Ti6Cr5Mo5V4Al β titanium alloysDocument6 pagesLaser assisted machining of Ti10V2Fe3Al and Ti6Cr5Mo5V4Al β titanium alloysAhmad JundiNo ratings yet
- Experimental Investigation of Process Parameters in Orthogonal Machining of Ti6Al4V With Tic Coated PCBN Inserts - A Finite Element AnalysisDocument8 pagesExperimental Investigation of Process Parameters in Orthogonal Machining of Ti6Al4V With Tic Coated PCBN Inserts - A Finite Element AnalysisAzaath AzuNo ratings yet
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsDocument6 pagesBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94No ratings yet
- Studying The Effect of Un Coated and Multilayer Coated Tools On Cutting Temperature in Turning OperationDocument7 pagesStudying The Effect of Un Coated and Multilayer Coated Tools On Cutting Temperature in Turning OperationFabio RustowNo ratings yet
- Recent Development and Advancement in Coated Cutting Tools A ReviewDocument8 pagesRecent Development and Advancement in Coated Cutting Tools A ReviewKyi ZawNo ratings yet
- Ricardo R. Moura, Márcio B. Da Silva, Álisson R. Machado, Wisley F. SalesDocument10 pagesRicardo R. Moura, Márcio B. Da Silva, Álisson R. Machado, Wisley F. SalesRicardo Ribeiro MouraNo ratings yet
- Characteristics and Cutting Perfomance of The CVD Coatings On The Ticn-Based Cermets in Turning Hardened Aisi H13 SteelDocument11 pagesCharacteristics and Cutting Perfomance of The CVD Coatings On The Ticn-Based Cermets in Turning Hardened Aisi H13 SteelvianaufgNo ratings yet
- A Review of High Speed Machining of Titanium AlloysDocument0 pagesA Review of High Speed Machining of Titanium AlloysGeoffrey ArmstrongNo ratings yet
- The Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingDocument8 pagesThe Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingRizal FahrezaNo ratings yet
- Nd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyDocument8 pagesNd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyerpublicationNo ratings yet
- Performance of Cryogenically Treated Tungsten Carbide ToolsDocument6 pagesPerformance of Cryogenically Treated Tungsten Carbide Toolsiskricaman7No ratings yet
- Machinability Study of Ti-6Al-4V Alloy Using Solid LubricantDocument8 pagesMachinability Study of Ti-6Al-4V Alloy Using Solid LubricantdipakNo ratings yet
- Experimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLDocument10 pagesExperimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLSiva BhaskarNo ratings yet
- Investigation of Al2O3/TiC ceramic cutting tool materials with SiC-coated h-BNDocument10 pagesInvestigation of Al2O3/TiC ceramic cutting tool materials with SiC-coated h-BNNguyễn Hữu PhấnNo ratings yet
- Jaser4001 PDFDocument10 pagesJaser4001 PDFFikri SiplhoNo ratings yet
- 6 (1) JJDDocument8 pages6 (1) JJDJeevNo ratings yet
- Khanna 2015Document29 pagesKhanna 2015nishanth124acharyaNo ratings yet
- Laser CladingDocument11 pagesLaser CladingTimir AndhariyaNo ratings yet
- The Effect of Different Surface Treatments To Reduce Surface Roughness Before PVD CoatingsDocument12 pagesThe Effect of Different Surface Treatments To Reduce Surface Roughness Before PVD CoatingsIJRASETPublicationsNo ratings yet
- Silicon NitrideDocument8 pagesSilicon NitrideVikas KharbNo ratings yet
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDocument18 pagesHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984No ratings yet
- Eco-Friendly Face Milling of Titanium AlloyDocument6 pagesEco-Friendly Face Milling of Titanium AlloyAynamawNo ratings yet
- Ramana 2017Document9 pagesRamana 2017AashishNo ratings yet
- Wear Mechanism of Coated Tools in The Turning of Ductile Cast Iron Having Wide Range of Tensile StrengthDocument8 pagesWear Mechanism of Coated Tools in The Turning of Ductile Cast Iron Having Wide Range of Tensile StrengthFrancisco David RodríguezNo ratings yet
- Tribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas NitridingDocument10 pagesTribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas NitridingFeku HoonNo ratings yet
- Comparative Study of Hardfacing of AISI 1020 Steel by Gas Welding and Tig Welding ProcessesDocument5 pagesComparative Study of Hardfacing of AISI 1020 Steel by Gas Welding and Tig Welding ProcessesRela FaradinaNo ratings yet
- Experimental Investigation of Effect of TIG and MIG Welding Parameters On Ti6Al4VDocument4 pagesExperimental Investigation of Effect of TIG and MIG Welding Parameters On Ti6Al4VVIVA-TECH IJRINo ratings yet
- MC FCD500Document6 pagesMC FCD500Ashok KhannaNo ratings yet
- Ex JoDocument23 pagesEx JoLEB08 MATHAVAN RNo ratings yet
- Milling Titanium Blades With PCDDocument4 pagesMilling Titanium Blades With PCDZeeshan HameedNo ratings yet
- Liang 2018Document7 pagesLiang 2018GUSTAVO LOPEZ MENDOZANo ratings yet
- M.Tech in Advanced Manufacturing & Production Management Seminar-1 (MMEMP 108)Document2 pagesM.Tech in Advanced Manufacturing & Production Management Seminar-1 (MMEMP 108)pavithra222No ratings yet
- M.Tech in Advanced Manufacturing & Production Management Seminar-1 MMEMPDocument1 pageM.Tech in Advanced Manufacturing & Production Management Seminar-1 MMEMPpavithra222No ratings yet
- High Speed CuttingDocument4 pagesHigh Speed Cuttingsakthistory1922No ratings yet
- Davim 2007Document6 pagesDavim 2007Arief RachmanNo ratings yet
- St. Joseph'S College of Engineering: Chennai 119Document43 pagesSt. Joseph'S College of Engineering: Chennai 119Praba KaranNo ratings yet
- HTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelDocument9 pagesHTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelSridhar AtlaNo ratings yet
- Yan2018 Article EffectOfAlTiN-coatingObliqueGuDocument13 pagesYan2018 Article EffectOfAlTiN-coatingObliqueGuMahmoud Essam ElsaifyNo ratings yet
- Tool Life When High Speed Ball Nose End Milling Inconel 718: Adrian Sharman, Richard C. Dewes, David K. AspinwallDocument7 pagesTool Life When High Speed Ball Nose End Milling Inconel 718: Adrian Sharman, Richard C. Dewes, David K. AspinwallKin HamzahNo ratings yet
- V4i2 Ijertv4is020814Document3 pagesV4i2 Ijertv4is020814hari0118No ratings yet
- Evaluation of Carbide Grades and A New Cu!Pi'Ing Geometry For Machining Titanium AlloysDocument11 pagesEvaluation of Carbide Grades and A New Cu!Pi'Ing Geometry For Machining Titanium AlloysBharat HPNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsNo ratings yet
- Reaming Titanium Alloy Ti6Al4VDocument14 pagesReaming Titanium Alloy Ti6Al4VMd Ibrahim KhalilNo ratings yet
- Issue3 2Document7 pagesIssue3 2Crafty SeedNo ratings yet
- Kumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Document11 pagesKumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Igce MechNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Performance Analysis of Coated Single Point Cutting Tool in Turning OperationDocument10 pagesPerformance Analysis of Coated Single Point Cutting Tool in Turning OperationViraj GaonkarNo ratings yet
- S.Vijayraj, A.Arivazhagan, G.Prakash, G.PrahbuDocument7 pagesS.Vijayraj, A.Arivazhagan, G.Prakash, G.Prahbuவிஜய்ராஜ்No ratings yet
- Cutting ToolDocument9 pagesCutting ToolRay Live To RaceNo ratings yet
- 10.1007@s11665 021 05656 WDocument10 pages10.1007@s11665 021 05656 WSenthilkumar NNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- J Surfcoat 2017 05 098Document40 pagesJ Surfcoat 2017 05 098Nadia ArrousseNo ratings yet
- Materials 15 05633 v2Document40 pagesMaterials 15 05633 v2Nadia ArrousseNo ratings yet
- Tribology of Electric Vehicles A Review of Critical Components, Current Stateand Future Improvement TrendsDocument14 pagesTribology of Electric Vehicles A Review of Critical Components, Current Stateand Future Improvement TrendsMarvin Donado CarvajalNo ratings yet
- The Mediating Role of Innovation Capability On The Relationship Between Strategic Agility and Organizational PerformanceDocument14 pagesThe Mediating Role of Innovation Capability On The Relationship Between Strategic Agility and Organizational PerformanceVitor PontesNo ratings yet
- Solidification ProcessingDocument14 pagesSolidification ProcessingTrupti Ranjan DasNo ratings yet
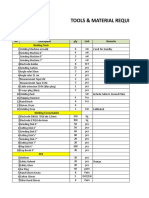
- Material & Consumables RequirementsDocument6 pagesMaterial & Consumables RequirementsDoc TorNo ratings yet
- Grit Comparison Chart PDFDocument3 pagesGrit Comparison Chart PDFdanyNo ratings yet
- Print OsDocument93 pagesPrint OsJohnson Ks AfinNo ratings yet
- Mg-Anode 3.htmDocument2 pagesMg-Anode 3.htmDompet ZebraNo ratings yet
- Case Study: CrankshaftsDocument12 pagesCase Study: CrankshaftsDHRUV SINGHALNo ratings yet
- Tempering: - Cooling: - : T-T-T Time-Temperature-Transformation By: Juan Camilo RestrepoDocument2 pagesTempering: - Cooling: - : T-T-T Time-Temperature-Transformation By: Juan Camilo Restrepojuan k RestrepoNo ratings yet
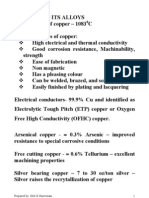
- Copper and It's AlloysDocument5 pagesCopper and It's AlloysReza MortazaviNo ratings yet
- Steel Hardness Conversion TableDocument6 pagesSteel Hardness Conversion TableSandipPatelNo ratings yet
- Unit 1 Casting ProcessesDocument247 pagesUnit 1 Casting ProcessesSandip AwaghadeNo ratings yet
- Prohibition of Heavy Metals in Automotive PartsDocument15 pagesProhibition of Heavy Metals in Automotive Partsmehmet ustun100% (1)
- ITOWERS Designer BrochureDocument137 pagesITOWERS Designer BrochureAleksandar ObradovicNo ratings yet
- Steel Manufacturing ProcessDocument7 pagesSteel Manufacturing ProcessWinny Shiru MachiraNo ratings yet
- Vandrezzer welding and welder qualification for Addax Petroleum fabrication contractDocument147 pagesVandrezzer welding and welder qualification for Addax Petroleum fabrication contractonutocsNo ratings yet
- PDFDocument287 pagesPDFArun KumarNo ratings yet
- BTech Alloy Weld On Instructions WebDocument1 pageBTech Alloy Weld On Instructions Webwalid mahmoudNo ratings yet
- Steel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForDocument3 pagesSteel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForAkkiNo ratings yet
- 9 Makä°ne Elemanlari English PDFDocument40 pages9 Makä°ne Elemanlari English PDFozmenNo ratings yet
- GMVN Approval: Date:.................................... Sign:....................................Document1 pageGMVN Approval: Date:.................................... Sign:....................................Nguyen Anh TuanNo ratings yet
- Modeling The Piston Casting With Filling and Solidification of Al Alloy in Permanent Mould Using Magma Simulation SoftwareDocument74 pagesModeling The Piston Casting With Filling and Solidification of Al Alloy in Permanent Mould Using Magma Simulation SoftwareRaja Santhosh100% (1)
- Shielding Gases Brochure AU UpdateDocument40 pagesShielding Gases Brochure AU UpdateSamanthaPereraNo ratings yet
- Quality Evaluation of Commercially Available Steels in Some Selected Nigerian MarketsDocument13 pagesQuality Evaluation of Commercially Available Steels in Some Selected Nigerian MarketsAzdenShabokyNo ratings yet
- Stainless Steels: and Specialty Alloys For Pulp, Paper and Biomass ConversionDocument144 pagesStainless Steels: and Specialty Alloys For Pulp, Paper and Biomass ConversionIndra NainggolanNo ratings yet
- Infographic - Slag Revisi 29 July 2022Document1 pageInfographic - Slag Revisi 29 July 2022ikhwan ahmad prayogoNo ratings yet
- Report Case StudyDocument12 pagesReport Case StudyAnisalya Jamri100% (1)
- Peripheral Coarse Grain Formation in High Silicon Containing AlMgSi AlloysDocument11 pagesPeripheral Coarse Grain Formation in High Silicon Containing AlMgSi AlloyslindberghsoslNo ratings yet