You might also like
- SCADA System Architecture, Types and ApplicationsDocument21 pagesSCADA System Architecture, Types and ApplicationsVidya SisaleNo ratings yet
- SCADA For Thermal Power Plant PDFDocument4 pagesSCADA For Thermal Power Plant PDFWaqas ShoukatNo ratings yet
- Practical Data Acquisition for Instrumentation and Control SystemsFrom EverandPractical Data Acquisition for Instrumentation and Control SystemsNo ratings yet
- Automation and PLC LAB FileDocument68 pagesAutomation and PLC LAB FileAyush NegiNo ratings yet
- Scada in Power Distribution SystemsDocument11 pagesScada in Power Distribution SystemssoceeNo ratings yet
- ABB Power Plant AutomationDocument8 pagesABB Power Plant Automationooszachooo100% (1)
- Scada Dms Tech SpecDocument36 pagesScada Dms Tech SpecNad EemNo ratings yet
- Practical SCADA Systems IntroductionDocument15 pagesPractical SCADA Systems Introductiongrand_ammarNo ratings yet
- Basics of SCADA: Abhishek Singh / Ravi Mishra-Digital PlantDocument48 pagesBasics of SCADA: Abhishek Singh / Ravi Mishra-Digital PlantRAKESH CHANDRA PATRA100% (1)
- Wind Scada & PPC: Wind Plant Monitoring & Control SolutionDocument16 pagesWind Scada & PPC: Wind Plant Monitoring & Control SolutionNguyen Duy KhuongNo ratings yet
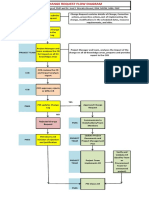
- Change Request Flow DiagramDocument2 pagesChange Request Flow DiagramSwapnil0% (1)
- Hemolyzer 3 PRO User ManualDocument69 pagesHemolyzer 3 PRO User Manualpeterford59.pf100% (1)
- Vestas ScadaDocument5 pagesVestas ScadaJitendra Dalsaniya0% (1)
- Scada: (Supervisory Control and Data Acquisition)Document13 pagesScada: (Supervisory Control and Data Acquisition)AdamuNo ratings yet
- Background To SCADA: 1.1 Introduction and Brief History of SCADADocument9 pagesBackground To SCADA: 1.1 Introduction and Brief History of SCADAAhmedNo ratings yet
- Scada: Presented By, Praveenkumar S-15E137Document29 pagesScada: Presented By, Praveenkumar S-15E137zeshanNo ratings yet
- SCADA Systems: Benefits, Features & Applications in 40 CharactersDocument19 pagesSCADA Systems: Benefits, Features & Applications in 40 CharactersMahesh Shende100% (1)
- 01 - Background To SCADADocument44 pages01 - Background To SCADADwindawan Holandrio100% (1)
- Integration of Power Plant Scada and Substations Scada Migration From Orthodox Scada CriteriaDocument7 pagesIntegration of Power Plant Scada and Substations Scada Migration From Orthodox Scada CriteriaCarlos Alberto Di PalmaNo ratings yet
- Integration of Scada Power Plant and Scada of SubstationsDocument11 pagesIntegration of Scada Power Plant and Scada of SubstationsCarlos Alberto Di PalmaNo ratings yet
- EXPERT - Supervision, Control and Automation CentreDocument4 pagesEXPERT - Supervision, Control and Automation CentreIndisi EngineeringNo ratings yet
- SCADA SYSTEMS - PPTX - by Engr Morelife Zibayiwa (MSU Zimbabwe)Document21 pagesSCADA SYSTEMS - PPTX - by Engr Morelife Zibayiwa (MSU Zimbabwe)Morelife zibbsNo ratings yet
- Integration of Power Plant Scada and Substations Scada: Migration From Orthodox Scada CriteriaDocument6 pagesIntegration of Power Plant Scada and Substations Scada: Migration From Orthodox Scada CriteriaCarlos Alberto Di PalmaNo ratings yet
- Chapter 21: Understanding SCADA SystemsDocument9 pagesChapter 21: Understanding SCADA Systemsmostafa HusseinNo ratings yet
- Introduction to SCADA SystemsDocument21 pagesIntroduction to SCADA Systemsamar_prashant07No ratings yet
- SCADA Systems Evolve to Meet IoT DemandsDocument4 pagesSCADA Systems Evolve to Meet IoT Demandsgabriel galvez figueroaNo ratings yet
- Towards An Architecture For Service-Oriented Process Monitoring and ControlDocument7 pagesTowards An Architecture For Service-Oriented Process Monitoring and ControlNacho Sanz GarcíaNo ratings yet
- SCADA - Topic - 1 - Updated (Background To SCADA)Document33 pagesSCADA - Topic - 1 - Updated (Background To SCADA)Fazil Məmmədli100% (1)
- Prof VKJain-SCADADocument25 pagesProf VKJain-SCADAGAURAV KUMAR PATHAKNo ratings yet
- Scada ReportDocument26 pagesScada Reportkiswah computers100% (1)
- Traction Power SCADA BrochureDocument6 pagesTraction Power SCADA BrochureleosenthilNo ratings yet
- Application of Scada in Modeling of Power Distribution Systems and Induction MotorDocument6 pagesApplication of Scada in Modeling of Power Distribution Systems and Induction MotorYamuna ShivprasadNo ratings yet
- A Presentation On Scada System: (Supervisory Control and Data Acquisition)Document19 pagesA Presentation On Scada System: (Supervisory Control and Data Acquisition)Anis MaqboolNo ratings yet
- Automation and Control of Distribution Using ScadaDocument12 pagesAutomation and Control of Distribution Using ScadaS Bharadwaj ReddyNo ratings yet
- Integrating SCADA and Sap Operations For Electricity Process AutomationDocument3 pagesIntegrating SCADA and Sap Operations For Electricity Process AutomationHakim BenmajidNo ratings yet
- DASDocument11 pagesDASabdulwadi84No ratings yet
- Scada SRSDocument11 pagesScada SRSRana WaqasNo ratings yet
- Monitoring and Controling of Remote Industrial PlantDocument15 pagesMonitoring and Controling of Remote Industrial PlantraghuNo ratings yet
- PLC and Scada Based Distribution and Substation AutomationDocument4 pagesPLC and Scada Based Distribution and Substation AutomationMohammed IliazNo ratings yet
- Wastewater Treatment Plant SCADA ApplicationDocument6 pagesWastewater Treatment Plant SCADA ApplicationDaniel Elmer Parado SosaNo ratings yet
- The Efficacy and Challenges of SCADA and Smart Grid IntegrationDocument8 pagesThe Efficacy and Challenges of SCADA and Smart Grid Integrationgawe bitaNo ratings yet
- Scada TechnologyDocument7 pagesScada TechnologyMayur SomvanshiNo ratings yet
- What Is SCADA SystemDocument10 pagesWhat Is SCADA SystemDhaval TailorNo ratings yet
- SCADADocument29 pagesSCADALuffy monkeyNo ratings yet
- Industrial Trianing 1Document56 pagesIndustrial Trianing 1Đồng Nai CTNo ratings yet
- Rtu560 Datasheet Deabb125506Document16 pagesRtu560 Datasheet Deabb125506alejogomez200No ratings yet
- Brochure - Substation AutomationDocument16 pagesBrochure - Substation AutomationMartin Garcia AtienciaNo ratings yet
- Distributed Control Systems (DCS)Document2 pagesDistributed Control Systems (DCS)Syamkumar Sasidharan25% (4)
- Scad ADocument31 pagesScad AnareshkattaNo ratings yet
- SCADADocument8 pagesSCADAAkash KallattiNo ratings yet
- Networking Programmable Logic Controllers: Pneumatic Cylinder Modelling and ControlDocument12 pagesNetworking Programmable Logic Controllers: Pneumatic Cylinder Modelling and Controlquangvu16No ratings yet
- Scheme To Secure Communication of SCADA Master Station and Remote HMI's Through Smart PhonesDocument10 pagesScheme To Secure Communication of SCADA Master Station and Remote HMI's Through Smart PhonesAdi FangNo ratings yet
- Background To SCADA: 1.1 Introduction and Brief History of SCADADocument10 pagesBackground To SCADA: 1.1 Introduction and Brief History of SCADABrant XuNo ratings yet
- Background To SCADA: 1.1 Introduction and Brief History of SCADADocument10 pagesBackground To SCADA: 1.1 Introduction and Brief History of SCADABrant XuNo ratings yet
- SCADA For Thermal Power Plant: January 2017Document5 pagesSCADA For Thermal Power Plant: January 2017Daniela HossuNo ratings yet
- Research Paper On ScadaDocument7 pagesResearch Paper On ScadamkmanojdevilNo ratings yet
- SCADA and Power Systems 1Document8 pagesSCADA and Power Systems 1DHANANI MAULIKNo ratings yet
- Synopsis - AVR Based Realtime Online Scada With Smart Electrical Grid Automation Using Ethernet 2016Document19 pagesSynopsis - AVR Based Realtime Online Scada With Smart Electrical Grid Automation Using Ethernet 2016AmAnDeepSinghNo ratings yet
- Next-Generation switching OS configuration and management: Troubleshooting NX-OS in Enterprise EnvironmentsFrom EverandNext-Generation switching OS configuration and management: Troubleshooting NX-OS in Enterprise EnvironmentsNo ratings yet
- CCTV Service Contracts Provide Peace of MindDocument2 pagesCCTV Service Contracts Provide Peace of MindSaliya DasanayakeNo ratings yet
- Information Technology in The Banking Sector: Review of Mobile BankingDocument10 pagesInformation Technology in The Banking Sector: Review of Mobile BankingShalini SavioNo ratings yet
- Stock Market Analysis and PredictionDocument16 pagesStock Market Analysis and PredictionIndra Kishor Chaudhary AvaiduwaiNo ratings yet
- Optimize Wireless Network Performance with iEon EMSDocument4 pagesOptimize Wireless Network Performance with iEon EMSBhuvnesh SachdevaNo ratings yet
- BFX SeriesDocument10 pagesBFX SeriesPuji AntoroNo ratings yet
- Rolando Remy Rivas Diaz: She Went To The Store To Buy A New PhoneDocument2 pagesRolando Remy Rivas Diaz: She Went To The Store To Buy A New PhoneRENZO ALEJANDRO ISMODES LIRANo ratings yet
- Java Module 1 Chapter 2Document20 pagesJava Module 1 Chapter 2Rohit BrlaNo ratings yet
- Mechatronic Systems Catalog: German - EnglishDocument104 pagesMechatronic Systems Catalog: German - EnglishVent system СервисNo ratings yet
- VM1 Connects To A Virtual Network Named VNET2 by Using A Network Interface Named NIC1Document7 pagesVM1 Connects To A Virtual Network Named VNET2 by Using A Network Interface Named NIC1Satish RajNo ratings yet
- Chapter 1 5Document98 pagesChapter 1 5Bryan BallesterosNo ratings yet
- DocumentDocument2 pagesDocumentAnshu GuptaNo ratings yet
- Samsung's Global Supply Chain ManagementDocument30 pagesSamsung's Global Supply Chain ManagementHương LýNo ratings yet
- Vdocuments - MX Siwes ReportDocument23 pagesVdocuments - MX Siwes ReportAugustine100% (1)
- AI Multiagent Shopping System Recommends Optimal ProductsDocument9 pagesAI Multiagent Shopping System Recommends Optimal ProductsDaniel RizviNo ratings yet
- Unit 3: Planning The UX Strategy: Week 1: Plan - SAP Fiori UX For SAP S/4HANADocument15 pagesUnit 3: Planning The UX Strategy: Week 1: Plan - SAP Fiori UX For SAP S/4HANAEdmund TanNo ratings yet
- GV3 Series v8.11 or Higher: Control Panels Quick Reference GuideDocument26 pagesGV3 Series v8.11 or Higher: Control Panels Quick Reference Guideedward henriquezNo ratings yet
- MIL - Module 4 - Lesson 1 and 2Document37 pagesMIL - Module 4 - Lesson 1 and 2RANIE MAY V. PIÑERONo ratings yet
- Chapter 5Document21 pagesChapter 5oduniyiabimNo ratings yet
- TOPOLOGYDocument9 pagesTOPOLOGYLeonardo Noran JrNo ratings yet
- PSIM User Manual PDFDocument280 pagesPSIM User Manual PDFHelenio Salvador PizarroNo ratings yet
- 20411D Lab01 Ex03 Installing and Configuring DNS Zones TemplateDocument4 pages20411D Lab01 Ex03 Installing and Configuring DNS Zones TemplateTrong Oganort GampoulaNo ratings yet
- Technology Changing IndustriesDocument6 pagesTechnology Changing IndustriesGabriel PolancoNo ratings yet
- Dataset For Neural NetworkDocument35 pagesDataset For Neural NetworkRanjan SatapathyNo ratings yet
- Yuzu LogDocument20 pagesYuzu LogAllan MoralesNo ratings yet
- The Sphere Packing Problem in 24 Dimension - ViazovskaDocument17 pagesThe Sphere Packing Problem in 24 Dimension - ViazovskaJoãoNo ratings yet
- Tij1o0 3d Modelling Postcard Project Rubric 2020Document1 pageTij1o0 3d Modelling Postcard Project Rubric 2020api-251973159No ratings yet
- The Sokoine University of Agriculture: Cit 0100: Computer ApplicationsDocument58 pagesThe Sokoine University of Agriculture: Cit 0100: Computer ApplicationsVisitantuly PilysonNo ratings yet
- NUCES Grading PolicyDocument2 pagesNUCES Grading PolicyFaisal TehseenNo ratings yet