You might also like
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Brochure ZingaDocument4 pagesBrochure ZingawaliNo ratings yet
- IWCEM Paper On Film GalvanisingDocument212 pagesIWCEM Paper On Film GalvanisingSujoy SikderrNo ratings yet
- Sika Galvashield XP XPT XP2 XP4Document5 pagesSika Galvashield XP XPT XP2 XP4Medo TariqNo ratings yet
- Apply As Paint... BUT Zinga Is Not PaintDocument4 pagesApply As Paint... BUT Zinga Is Not Paintsathish_iyengarNo ratings yet
- Tech Tips: Care and Maintenance of Hot Dip GalvanizingDocument2 pagesTech Tips: Care and Maintenance of Hot Dip GalvanizingAditya VuthaNo ratings yet
- Glo Brochure Sikagard 555 W ElasticDocument4 pagesGlo Brochure Sikagard 555 W ElasticYasndra AbeygunewardhaneNo ratings yet
- Premium Zinc Coating: Corrosion Protection at All TimesDocument3 pagesPremium Zinc Coating: Corrosion Protection at All TimesJose JavierNo ratings yet
- Hempadur Zinc SeriesDocument2 pagesHempadur Zinc SerieskylegazeNo ratings yet
- Application Notes Zinc PDFDocument6 pagesApplication Notes Zinc PDFTNNo ratings yet
- (A275d8f4 Bd85 42d1 990e 9c72cec117a9) Spriol ArmorGalv Thermal Zinc DiffusionDocument3 pages(A275d8f4 Bd85 42d1 990e 9c72cec117a9) Spriol ArmorGalv Thermal Zinc DiffusionSergey ShkapovNo ratings yet
- Sika - Ferrogard Anode Range Brochure 0314 NZDocument8 pagesSika - Ferrogard Anode Range Brochure 0314 NZTHODOROS TSAKONASNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- Galvanised Verses ZincalumeDocument13 pagesGalvanised Verses ZincalumeEduardo MisaNo ratings yet
- Metallographic Preparation of Zinc Coatings: Notes ApplicationDocument6 pagesMetallographic Preparation of Zinc Coatings: Notes ApplicationkhurshedlakhoNo ratings yet
- Sigma Coatings Is A Brand of The Sigmakalon GroupDocument8 pagesSigma Coatings Is A Brand of The Sigmakalon Groupmedkom2000No ratings yet
- 1 Galvashield - TDS 20170623Document3 pages1 Galvashield - TDS 20170623abcdesprudasNo ratings yet
- Corrosion Performance of Metallic Coated SteelsDocument4 pagesCorrosion Performance of Metallic Coated SteelsLian HoaNo ratings yet
- Zinc Flake Vs Zinc-Nickel ComparisonDocument7 pagesZinc Flake Vs Zinc-Nickel ComparisonSon NguyenNo ratings yet
- (Re) Coating of Pylons With ZINGAENDocument5 pages(Re) Coating of Pylons With ZINGAENMarco Antonio MoncerrateNo ratings yet
- Zingaspray: Physical Data and Technical InformationDocument4 pagesZingaspray: Physical Data and Technical InformationWael HannonNo ratings yet
- Tata Magizinc EnglischDocument4 pagesTata Magizinc EnglischIbtissam EL HaiNo ratings yet
- Magnelis Book enDocument56 pagesMagnelis Book enNiki LarezouNo ratings yet
- GalvInfoNote 1 4Document5 pagesGalvInfoNote 1 4KYAW SOENo ratings yet
- LYSAGHT SHADOWRIB WallDocument4 pagesLYSAGHT SHADOWRIB WallPRAVEENKUMAR GNo ratings yet
- Galvilite Aug2019Document2 pagesGalvilite Aug2019Dhanush santhoshNo ratings yet
- Rembrandtin's REMCOR Zinc Flake Coating Systems Protect With Only Microns of Layer ThicknessDocument12 pagesRembrandtin's REMCOR Zinc Flake Coating Systems Protect With Only Microns of Layer ThicknessDinh TuNo ratings yet
- ACA Kingfield Site Visit - Hot Dip GalvanizingDocument60 pagesACA Kingfield Site Visit - Hot Dip Galvanizingseii.chenNo ratings yet
- Magnelis Book ENDocument60 pagesMagnelis Book ENSuvro ChakrabortyNo ratings yet
- NGZAM125-Product Release GuideDocument4 pagesNGZAM125-Product Release GuideIshmael WoolooNo ratings yet
- SikaHyflex 250 FacadeDocument4 pagesSikaHyflex 250 FacadeNoelMeziel Canimo CabilesNo ratings yet
- Sika RaingardDocument3 pagesSika RaingardSubuk T. RathodNo ratings yet
- The Complete Façade Solution: Adhesives and Weather SealingDocument24 pagesThe Complete Façade Solution: Adhesives and Weather Sealinga7mosNo ratings yet
- Galvanizing Repair Compound: The ZRC DifferenceDocument2 pagesGalvanizing Repair Compound: The ZRC DifferenceJosé SermeñoNo ratings yet
- Galvashield XPDocument2 pagesGalvashield XPm.elsanee.cubicNo ratings yet
- E-Plated, Chemical and Conversion Coatings: DescriptionDocument1 pageE-Plated, Chemical and Conversion Coatings: Descriptionchinkal miglaniNo ratings yet
- CFW 59 W 54 PDFDocument2 pagesCFW 59 W 54 PDFLeonardo LuizNo ratings yet
- BROCHURE - AvantguardDocument8 pagesBROCHURE - AvantguardSan CandyNo ratings yet
- Sisalation 430 & 433 Data Sheet-Feb 2015Document2 pagesSisalation 430 & 433 Data Sheet-Feb 2015Ravinesh SinghNo ratings yet
- Zinc Coatings PDFDocument12 pagesZinc Coatings PDFMuhammadImaduddienSalamNo ratings yet
- Flashguard Flyer 6 - 15 WEBDocument2 pagesFlashguard Flyer 6 - 15 WEBhenrik70No ratings yet
- Sikalastic®-560 GCC Co-Elastic TechnologyDocument1 pageSikalastic®-560 GCC Co-Elastic Technologybassem muhannaNo ratings yet
- Article Zinc Flake CoatingDocument3 pagesArticle Zinc Flake CoatingStefano ZontaNo ratings yet
- 00 - PDS - Sikagard-550 W IN-en-IN - (05-2020) - 1-1Document4 pages00 - PDS - Sikagard-550 W IN-en-IN - (05-2020) - 1-1Prd PrdNo ratings yet
- Systems SystemsDocument68 pagesSystems SystemsChowKC03No ratings yet
- Gavalnise Vs PaintsDocument35 pagesGavalnise Vs Paintsian1000100% (2)
- Sika Ferrogard - 903+: Corrosion Inhibiting Impregnation (Improved Formulation)Document5 pagesSika Ferrogard - 903+: Corrosion Inhibiting Impregnation (Improved Formulation)KpChuaNo ratings yet
- Hot Dip Galvanization - FaboryDocument4 pagesHot Dip Galvanization - FaboryBrandon LimNo ratings yet
- Carboguard 893 PDSDocument2 pagesCarboguard 893 PDSNguyễn Thị Châu TâyNo ratings yet
- Table of Contents for issue on roofs, architecture, and bonding solutionsDocument80 pagesTable of Contents for issue on roofs, architecture, and bonding solutionsDina Jane QuilangNo ratings yet
- Large Generators WEBDocument16 pagesLarge Generators WEBMaycon MaranNo ratings yet
- New LYAPC 2023 06 LYSAGHT All Product Catalogue November 2023 EditionDocument6 pagesNew LYAPC 2023 06 LYSAGHT All Product Catalogue November 2023 Editionseptian hariadiNo ratings yet
- Sika FerroGard 903 PlusDocument5 pagesSika FerroGard 903 PlusRinesh vallasseryNo ratings yet
- Galva FroidDocument2 pagesGalva Froidm.elsanee.cubicNo ratings yet
- Sikagard - 550 W inDocument4 pagesSikagard - 550 W inbineetmishra1990No ratings yet
- Mono CladDocument6 pagesMono Cladtpop1707No ratings yet
- Yane BrochureDocument2 pagesYane BrochureOmah HijaoeNo ratings yet
- Zincalume Steel BrochureDocument4 pagesZincalume Steel Brochuresattar12345No ratings yet
- Hot Dip Galvanising.Document8 pagesHot Dip Galvanising.Shreenivas ThakurNo ratings yet
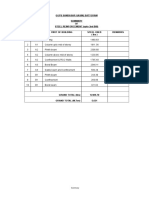
- SCTALBANO - Scope of WorksDocument1 pageSCTALBANO - Scope of WorksEdmar Tomines BangayanNo ratings yet
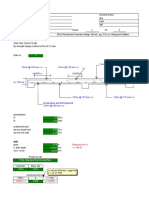
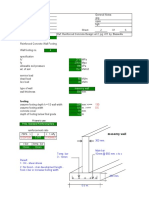
- Concrete Base Pad Detailed Design-CombinedDocument14 pagesConcrete Base Pad Detailed Design-CombinedEdmar Tomines BangayanNo ratings yet
- Estimating Resi BuildingDocument2 pagesEstimating Resi Buildingraj76% (17)
- Slab QuantityDocument2 pagesSlab QuantityLloyd R. PonceNo ratings yet
- Barbending ScheduleDocument7 pagesBarbending ScheduleSureshKumarNo ratings yet
- SI Beam Singlyrc oDocument4 pagesSI Beam Singlyrc oRenvil PedernalNo ratings yet
- One way solid slab design and reinforcement calculationDocument2 pagesOne way solid slab design and reinforcement calculationreynoldNo ratings yet
- Input Data in Green Cells: Phils. Standard Reinforcing BarsDocument10 pagesInput Data in Green Cells: Phils. Standard Reinforcing BarsreynoldNo ratings yet
- Bar Bending Schedule OF Box CulvertDocument1 pageBar Bending Schedule OF Box CulvertEdmar Tomines BangayanNo ratings yet
- Eastwood InspectionDocument4 pagesEastwood InspectionEdmar Tomines BangayanNo ratings yet
- SI Footing Rec BDocument6 pagesSI Footing Rec BRenvil PedernalNo ratings yet
- Input Data in Green CellsDocument5 pagesInput Data in Green CellsreynoldNo ratings yet
- Sa20191225 PDFDocument4 pagesSa20191225 PDFEdmar Tomines BangayanNo ratings yet
- Seismic Zones Factor Zone 4 Normal Occupancies 8: I Occupancy Requirements Table 2.2DDocument5 pagesSeismic Zones Factor Zone 4 Normal Occupancies 8: I Occupancy Requirements Table 2.2DreynoldNo ratings yet
- Cantilever Canopy Reinforcement DesignDocument3 pagesCantilever Canopy Reinforcement DesignreynoldNo ratings yet
- PANTRYDocument1 pagePANTRYEdmar Tomines BangayanNo ratings yet
- Input Data in Green Cells: FootingDocument3 pagesInput Data in Green Cells: FootingRenvil PedernalNo ratings yet
- Boysen Paints Calculator-1602830645297Document1 pageBoysen Paints Calculator-1602830645297Edmar Tomines BangayanNo ratings yet
- Sa20200424 PDFDocument4 pagesSa20200424 PDFEdmar Tomines BangayanNo ratings yet
- Sa20200524 PDFDocument4 pagesSa20200524 PDFEdmar Tomines BangayanNo ratings yet
- Sa20200327 PDFDocument4 pagesSa20200327 PDFEdmar Tomines BangayanNo ratings yet
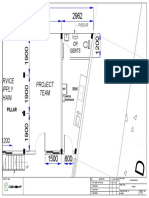
- A 01 Layout1Document1 pageA 01 Layout1Edmar Tomines BangayanNo ratings yet
- Boysen Paints Calculator-1600946799281Document2 pagesBoysen Paints Calculator-1600946799281Edmar Tomines BangayanNo ratings yet
- Roofgard 2500 topcoat for 117m2 roofDocument1 pageRoofgard 2500 topcoat for 117m2 roofEdmar Tomines BangayanNo ratings yet
- CS401 Mcqs For Final TermDocument20 pagesCS401 Mcqs For Final Termsara.arshad.ch4No ratings yet
- Providence Anadime Chorus Adc3Document1 pageProvidence Anadime Chorus Adc3wplaisNo ratings yet
- Acute Pain - Mastectomy - Breast CADocument2 pagesAcute Pain - Mastectomy - Breast CAAngie MandeoyaNo ratings yet
- Philosophical Transactions of The Royal Society of LondonDocument716 pagesPhilosophical Transactions of The Royal Society of Londonab opt100% (1)
- Well Components: Petroleum Production Engineering. DOI: © 2007 Elsevier Inc. All Rights ReservedDocument15 pagesWell Components: Petroleum Production Engineering. DOI: © 2007 Elsevier Inc. All Rights Reservedsoran najebNo ratings yet
- MTD Big Bore Engines 78 277cc 83 357cc 90 420cc Repair Manual PDFDocument136 pagesMTD Big Bore Engines 78 277cc 83 357cc 90 420cc Repair Manual PDFGiedrius MalinauskasNo ratings yet
- Wiring Harness Installation Instructions: For InstallersDocument12 pagesWiring Harness Installation Instructions: For Installersnirut_niceguyNo ratings yet
- In Re Winslow 1966 - Scope & Content of Prior ArtDocument5 pagesIn Re Winslow 1966 - Scope & Content of Prior ArtJorel Andrew FlautaNo ratings yet
- Ceramic Inlays A Case Presentation and LessonsDocument11 pagesCeramic Inlays A Case Presentation and LessonsStef David100% (1)
- Different Project Topics of BSNLDocument3 pagesDifferent Project Topics of BSNLAbhijit Tripathy0% (1)
- Study Journal Lesson 23-32 - LisondraDocument3 pagesStudy Journal Lesson 23-32 - Lisondrasenior highNo ratings yet
- CIB 357th MeetingDocument49 pagesCIB 357th MeetingbarkhaNo ratings yet
- July 17, 2015 Strathmore TimesDocument32 pagesJuly 17, 2015 Strathmore TimesStrathmore TimesNo ratings yet
- Panasonic DMP BDT230PDocument87 pagesPanasonic DMP BDT230PaldoNo ratings yet
- 22nd Annual Report 2021-22Document155 pages22nd Annual Report 2021-22Karthic Selvam KandavelNo ratings yet
- The Spring, Energy Accumulator A Mechanical WatchDocument5 pagesThe Spring, Energy Accumulator A Mechanical WatchismbllNo ratings yet
- 52 Blower StoryDocument7 pages52 Blower StoryBentley SpottingNo ratings yet
- Topic 1 - Textile Finishing - 2020 PDFDocument11 pagesTopic 1 - Textile Finishing - 2020 PDFSadaf SweetNo ratings yet
- Feed Water Heater ModellingDocument64 pagesFeed Water Heater ModellingSIVA KAVYANo ratings yet
- 1N4001S THRU 1N4007S: General Purpose Silicon RectifierDocument2 pages1N4001S THRU 1N4007S: General Purpose Silicon RectifierBhadreshkumar SharmaNo ratings yet
- VW Golf 7 2015 Suspension Steering EngDocument375 pagesVW Golf 7 2015 Suspension Steering Engcloantaf100% (1)
- Darkstar Sect 7 PDFDocument68 pagesDarkstar Sect 7 PDFGrizzly CaveNo ratings yet
- Zaldivar Et Al. 2017 (Dopamine Is Signaled by Mid-Frequency Oscillations and Boosts Output Layers Visual Information in Visual Cortex)Document30 pagesZaldivar Et Al. 2017 (Dopamine Is Signaled by Mid-Frequency Oscillations and Boosts Output Layers Visual Information in Visual Cortex)FRANCISCO ELI LEZAMA GUTIERREZNo ratings yet
- African Healthcare Setting VHF PDFDocument209 pagesAfrican Healthcare Setting VHF PDFWill TellNo ratings yet
- Future Visualized in The Movie BrazilDocument16 pagesFuture Visualized in The Movie BrazilsloutfyNo ratings yet
- Diagnoza Wstępna Klasa IDocument3 pagesDiagnoza Wstępna Klasa IMagda StręciwilkNo ratings yet
- Asme Code Sec Ix Ma Appe 2004Document3 pagesAsme Code Sec Ix Ma Appe 2004Guillermo CamachoNo ratings yet
- VTBS 20-3DDocument1 pageVTBS 20-3Dwong keen faivNo ratings yet
- SP 5300DN SP 5310DN SÑljguideDocument32 pagesSP 5300DN SP 5310DN SÑljguidepaypkerry_179706015No ratings yet
- Advances in The Study of The Genetic Disorders PDFDocument484 pagesAdvances in The Study of The Genetic Disorders PDFhayamasNo ratings yet