You might also like
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- Zinc Flake Vs Zinc-Nickel ComparisonDocument7 pagesZinc Flake Vs Zinc-Nickel ComparisonSon NguyenNo ratings yet
- CFW 59 W 54 PDFDocument2 pagesCFW 59 W 54 PDFLeonardo LuizNo ratings yet
- Zinc and Zinc Alloy Plating: Bach. of Eng. E-46800 Xativa (Spain)Document30 pagesZinc and Zinc Alloy Plating: Bach. of Eng. E-46800 Xativa (Spain)Hari SuthanNo ratings yet
- Application Notes Zinc PDFDocument6 pagesApplication Notes Zinc PDFTNNo ratings yet
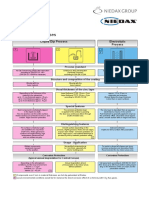
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNo ratings yet
- Gavalnise Vs PaintsDocument35 pagesGavalnise Vs Paintsian1000100% (2)
- Hubbell - Connector Theory - Failure Modes & Practical ApplicationsDocument30 pagesHubbell - Connector Theory - Failure Modes & Practical Applicationssulemankhalid100% (1)
- Trivalent Passivation Systems PDFDocument2 pagesTrivalent Passivation Systems PDFMuthuswamyNo ratings yet
- Silicate - or Epoxy Zinc PrimersDocument16 pagesSilicate - or Epoxy Zinc PrimersChioibasNicolae100% (1)
- Zinc Coatings PDFDocument12 pagesZinc Coatings PDFMuhammadImaduddienSalamNo ratings yet
- Zinc Flake CoatingsDocument1 pageZinc Flake CoatingsDinh TuNo ratings yet
- Corrosion Control of Reinforcement Bars (Rebars)Document7 pagesCorrosion Control of Reinforcement Bars (Rebars)Lan LavistoNo ratings yet
- Metallographic Preparation of Zinc Coatings: Notes ApplicationDocument6 pagesMetallographic Preparation of Zinc Coatings: Notes ApplicationkhurshedlakhoNo ratings yet
- Class 6 - 19th AugustDocument50 pagesClass 6 - 19th AugustAADESH GUPTANo ratings yet
- DIN en 4042 - A3C BicromatizadoDocument10 pagesDIN en 4042 - A3C BicromatizadoBruno FaveroNo ratings yet
- Kapitel 05 DINO Techn TeilDocument10 pagesKapitel 05 DINO Techn TeilPurushothama Nanje GowdaNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsDavidAlejandroGaonaNo ratings yet
- Technical Tidbits April 2002 - Nickel As A Coating MaterialDocument2 pagesTechnical Tidbits April 2002 - Nickel As A Coating MaterialDavid GillNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- Zinc CoatingsDocument7 pagesZinc Coatingseric paglinawanNo ratings yet
- Carbo L Ag 40 SN eDocument1 pageCarbo L Ag 40 SN efadfadg2No ratings yet
- Galvanizing: Qa/Qc DepartmentDocument43 pagesGalvanizing: Qa/Qc DepartmentShakirNo ratings yet
- Lysaght Klip Lok 406 2011Document12 pagesLysaght Klip Lok 406 2011Zuhal ZaeemNo ratings yet
- HDG Datasheet 1 - Corrosion Protection Using ZincDocument3 pagesHDG Datasheet 1 - Corrosion Protection Using ZincRoyal GemNo ratings yet
- Hot Dip Galvanizing The Best Protection Inside and OutDocument8 pagesHot Dip Galvanizing The Best Protection Inside and OuttabacauNo ratings yet
- Properties of A 55 % Aluminium Zinc Coating On Steel Sheeting PDFDocument4 pagesProperties of A 55 % Aluminium Zinc Coating On Steel Sheeting PDFing_fernandogalvez2015No ratings yet
- Zinc Coating Protecting SteelDocument24 pagesZinc Coating Protecting SteelSaiful A-fifuddinNo ratings yet
- Tech Tips: Galvanized Coatings Are NOT All The SameDocument2 pagesTech Tips: Galvanized Coatings Are NOT All The SameEng-Ahmed AllamNo ratings yet
- Remcor Folder GB WebDocument12 pagesRemcor Folder GB WebDinh TuNo ratings yet
- 01 007 CCM Cable Support SystemDocument24 pages01 007 CCM Cable Support SystemAlan Tan Y RNo ratings yet
- Welding Processes 11Document97 pagesWelding Processes 11akabhinav32100% (2)
- Introduction To Thin Film TechnologyDocument43 pagesIntroduction To Thin Film TechnologyZiad Mohmed Fawzy100% (1)
- BW FOX+NiCuCr EN 2019 GL 233 PreviewDocument2 pagesBW FOX+NiCuCr EN 2019 GL 233 PreviewRaviTeja BhamidiNo ratings yet
- SMAWDocument5 pagesSMAWمصر للخدمات الميكانيكيةNo ratings yet
- Session 5-Thermal Spray Coatings For Corrosion Protection-What You Need To KnowDocument48 pagesSession 5-Thermal Spray Coatings For Corrosion Protection-What You Need To KnowBala SingamNo ratings yet
- IEA06 - 22 PaperDocument4 pagesIEA06 - 22 Paperjunkuse506No ratings yet
- Bolting-Galvanized-Steel GAA ch4Document16 pagesBolting-Galvanized-Steel GAA ch4dfdfdNo ratings yet
- BrazingDocument16 pagesBrazingjackie_chiengNo ratings yet
- Inorganic Zinc Silicate Coatings Fallaci PDFDocument9 pagesInorganic Zinc Silicate Coatings Fallaci PDFDhanush Kumar RamanNo ratings yet
- ACA Kingfield Site Visit - Hot Dip GalvanizingDocument60 pagesACA Kingfield Site Visit - Hot Dip Galvanizingseii.chenNo ratings yet
- Technical Data Sheet ZLA - 250 - 450Document3 pagesTechnical Data Sheet ZLA - 250 - 450Θανάσης ΓεωργακόπουλοςNo ratings yet
- Comparison Between CPCC FBEC Amp CRSDDocument6 pagesComparison Between CPCC FBEC Amp CRSDSrikanth SrikantiNo ratings yet
- Electroplated Coatings of Zinc / Zinc-Alloy: Technical InformationDocument4 pagesElectroplated Coatings of Zinc / Zinc-Alloy: Technical InformationRoberto ProliNo ratings yet
- Understanding and Specifying AnodizingDocument13 pagesUnderstanding and Specifying Anodizingtejassidhpura100% (1)
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Material Product Data Sheet Tin and Tin Alloy (Babbit) Thermal Spray WiresDocument3 pagesMaterial Product Data Sheet Tin and Tin Alloy (Babbit) Thermal Spray WiresKhalid M. HafezNo ratings yet
- ReportDocument21 pagesReportloooowisNo ratings yet
- Zinga Brochure EN - 09.2017-V6Document4 pagesZinga Brochure EN - 09.2017-V6Edmar Tomines BangayanNo ratings yet
- Motivation:-: WWW - Parhladsharma.inDocument8 pagesMotivation:-: WWW - Parhladsharma.insurajit biswasNo ratings yet
- Lecture 4 - Types of RebarsDocument51 pagesLecture 4 - Types of RebarsJagannathan KNo ratings yet
- Atkore-Unistrut 00002 13 77 79 100 127 CATDocument5 pagesAtkore-Unistrut 00002 13 77 79 100 127 CATjeffuangNo ratings yet
- What Is The Significance of ENIG Plating ThicknessDocument4 pagesWhat Is The Significance of ENIG Plating ThicknessjackNo ratings yet
- Galvanized Steel Vs Zinc Rich PaintDocument2 pagesGalvanized Steel Vs Zinc Rich PaintImam SitumeangNo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Effects of Tempered Microstructure and Hydrogen Concentration On HE C10B21 ScrewDocument6 pagesEffects of Tempered Microstructure and Hydrogen Concentration On HE C10B21 ScrewStefano ZontaNo ratings yet
- 8 Corrosion of Metals in Preservative-Treated WoodDocument3 pages8 Corrosion of Metals in Preservative-Treated WoodStefano ZontaNo ratings yet
- Zinc Flake CoatingsDocument1 pageZinc Flake CoatingsDinh TuNo ratings yet
- Inorganic Organic CoatingsDocument9 pagesInorganic Organic Coatingstocamdinhvu100% (1)
- Potentiometry: Dr. Kathlia A. de Castro-Cruz Analytical Chemistry For CheDocument59 pagesPotentiometry: Dr. Kathlia A. de Castro-Cruz Analytical Chemistry For CheCyrus VizonNo ratings yet
- 9781292035444Document7 pages9781292035444Bwn Jangyeswar KumarNo ratings yet
- Chem 17 Finals ReviewerDocument9 pagesChem 17 Finals ReviewerJamie Joice Noche100% (1)
- #1 Draft Project ProposalDocument47 pages#1 Draft Project ProposalMewSanmongkol100% (1)
- DissertationDocument207 pagesDissertationhadrienNo ratings yet
- Mech Control of Corrosion On Underwater PilesDocument14 pagesMech Control of Corrosion On Underwater Pilesraghavendra ragguNo ratings yet
- Study of The Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel For Application in Oil Refinery Distillation SystemsDocument11 pagesStudy of The Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel For Application in Oil Refinery Distillation SystemsBalaji BeliveNo ratings yet
- Electrolysis For Lemon BatteryDocument4 pagesElectrolysis For Lemon BatteryRiddhiSolankiNo ratings yet
- Ai Two MarkDocument25 pagesAi Two MarkmohanapriyaNo ratings yet
- Bleaching of Indigo-Dyed Denim Fabric by Electrochemical Formation of Hypohalogenites in SituDocument5 pagesBleaching of Indigo-Dyed Denim Fabric by Electrochemical Formation of Hypohalogenites in SituGulzar A BaigNo ratings yet
- Sil 1Document7 pagesSil 1priyaNo ratings yet
- Urine As An Energy Source: Sugato Hajra, Debshree ChowdhuryDocument4 pagesUrine As An Energy Source: Sugato Hajra, Debshree ChowdhuryEmmanuel KanikiNo ratings yet
- 08 Ion Selective Electrodes-pH MeterDocument16 pages08 Ion Selective Electrodes-pH MeterHassan GillNo ratings yet
- Sample Questions - Chapter 15Document6 pagesSample Questions - Chapter 15Rasel IslamNo ratings yet
- Technical Manual: Ni-Cd Block BatteryDocument30 pagesTechnical Manual: Ni-Cd Block BatteryanksyeteNo ratings yet
- University of Zambia School of Natural Sciences Chemistry Department Tutorial Sheet 6 2021/2022Document2 pagesUniversity of Zambia School of Natural Sciences Chemistry Department Tutorial Sheet 6 2021/2022SAVIOUR BANDANo ratings yet
- Scribner Product Catalog 2016Document24 pagesScribner Product Catalog 2016dtsiplakNo ratings yet
- Advanced Electrolyzed Water ResearchDocument8 pagesAdvanced Electrolyzed Water ResearchWebb Norfleet100% (1)
- Principles of Redox Reactions: Basics Concepts With Resolved Questions and Problems (Section 3)Document7 pagesPrinciples of Redox Reactions: Basics Concepts With Resolved Questions and Problems (Section 3)Manisha kakotiyaNo ratings yet
- Recovery of Gallium From Bayer LiquorDocument10 pagesRecovery of Gallium From Bayer LiquorBen Duncan Málaga Espichán100% (1)
- G59 PDFDocument3 pagesG59 PDFTeymur RegenmaisterNo ratings yet
- Electrochemistry-12 2 11Document49 pagesElectrochemistry-12 2 11Vic VickyNo ratings yet
- Corrosion Application Library ManualDocument230 pagesCorrosion Application Library ManualMiguel Angel Holguin MontañoNo ratings yet
- Seminar Topic ON Galvanic Corrosion Parameters: Prepared byDocument16 pagesSeminar Topic ON Galvanic Corrosion Parameters: Prepared byDevashish JoshiNo ratings yet
- Exp 2 CHM432Document7 pagesExp 2 CHM432aqielah shaifulNo ratings yet
- Electrochemical Reduction/Oxidation in The Treatment of Heavy Metal WastewaterDocument4 pagesElectrochemical Reduction/Oxidation in The Treatment of Heavy Metal WastewaterSEP-PublisherNo ratings yet
- Electrolyzer Modules A) Unipolar and B) Bipolar Cell ConfigurationsDocument8 pagesElectrolyzer Modules A) Unipolar and B) Bipolar Cell ConfigurationsAnuj ShahiNo ratings yet
- Darikas Georgios Thesis BMSDocument135 pagesDarikas Georgios Thesis BMSclaraNo ratings yet
- Chemical Analysis - An Advanced Text and Reference 2nd Ed - H. Laitinen, W. Harris (McGraw-Hill, 1975) WW - Copy-298-322Document25 pagesChemical Analysis - An Advanced Text and Reference 2nd Ed - H. Laitinen, W. Harris (McGraw-Hill, 1975) WW - Copy-298-322Nurfadini DiniNo ratings yet
- Electrochemical Migration On Lead-Free Soldering of PcbsDocument4 pagesElectrochemical Migration On Lead-Free Soldering of PcbsZetocha MilanNo ratings yet