You might also like
- Corrosion of Stainless SteelDocument10 pagesCorrosion of Stainless SteelRizky Ilham DescarianNo ratings yet
- Stainless Steel Corrosion in Acidic EnvironmentsDocument10 pagesStainless Steel Corrosion in Acidic EnvironmentsPrateep UntimanonNo ratings yet
- Hydrogen Cracking: Causes and Identification of Cracks in Welded JointsDocument3 pagesHydrogen Cracking: Causes and Identification of Cracks in Welded JointsAgustine SetiawanNo ratings yet
- Defects - HICC 01Document6 pagesDefects - HICC 01VISHAL SHARMANo ratings yet
- Hydrogen CrackingDocument9 pagesHydrogen CrackingMuhammed SulfeekNo ratings yet
- HAZ Egycorr2015Document15 pagesHAZ Egycorr2015sajjadNo ratings yet
- Etc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large NumberDocument16 pagesEtc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large Numberandres16012008No ratings yet
- 3 1 Eight Forms CorrosionDocument20 pages3 1 Eight Forms Corrosionmpptanks100% (1)
- 3 1 Eight Forms CorrosionDocument20 pages3 1 Eight Forms CorrosionIbraheem KhressNo ratings yet
- Corrosion On Stainless SteelDocument3 pagesCorrosion On Stainless SteelMondayNo ratings yet
- Defects Hydrogen Cracks IdentificationDocument5 pagesDefects Hydrogen Cracks Identificationarif maulanafNo ratings yet
- Failure Modes of RBIDocument5 pagesFailure Modes of RBIMuhammad OmarNo ratings yet
- Types of Corrosion Explained in DetailDocument14 pagesTypes of Corrosion Explained in DetailfaranimohamedNo ratings yet
- Cases Study For Corrosion in Heat Affected Zone of Carbon SteelDocument15 pagesCases Study For Corrosion in Heat Affected Zone of Carbon Steelmohamed al-amirNo ratings yet
- Stainless SteelsDocument16 pagesStainless SteelsGnobelNo ratings yet
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocument9 pagesCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezNo ratings yet
- Welding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191Document5 pagesWelding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191JulioNo ratings yet
- Metallography Reveals Weld MicrostructureDocument5 pagesMetallography Reveals Weld MicrostructureJoseph Alexander BorgNo ratings yet
- Crevice Corrosion PDFDocument3 pagesCrevice Corrosion PDFPDF_user_blue0% (1)
- Weld Quality Inspection and DefectsDocument9 pagesWeld Quality Inspection and DefectsNIDHOM IQBAL RAMADHANNo ratings yet
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionSampath KumarNo ratings yet
- Uniform CorrosionDocument33 pagesUniform CorrosionImmalatulhusnaNo ratings yet
- Advances in Corrosion Engineering: Forms of CorrosionDocument71 pagesAdvances in Corrosion Engineering: Forms of CorrosionEDU Academic Programs CoordinatorNo ratings yet
- Corrosion and Its Prevention in Petroleum IndustriesDocument32 pagesCorrosion and Its Prevention in Petroleum Industriesz_sheerazNo ratings yet
- Pitting CorrosionDocument29 pagesPitting Corrosionatikahj_3No ratings yet
- Types of CorrosionDocument53 pagesTypes of CorrosionFelix Julio Céspedes Soto100% (3)
- Intergranular CorrosionDocument26 pagesIntergranular CorrosionIvan RiansaNo ratings yet
- Defects/imperfections in Welds - Reheat Cracking: IdentificationDocument3 pagesDefects/imperfections in Welds - Reheat Cracking: IdentificationSri InavoluNo ratings yet
- Corrosion: Understanding & Preventing Material DeteriorationDocument6 pagesCorrosion: Understanding & Preventing Material DeteriorationAhmed AymanNo ratings yet
- Role of Microstructure and Inclusions on HIC PerformanceDocument14 pagesRole of Microstructure and Inclusions on HIC PerformanceMubeenNo ratings yet
- Engineering Corrosion OH-5: University of Hafr Al BatinDocument23 pagesEngineering Corrosion OH-5: University of Hafr Al BatinHussain Al-DawoodNo ratings yet
- Stress Corrosion: CrackingDocument16 pagesStress Corrosion: CrackingvincrediableNo ratings yet
- Stress Corrosion CrackingDocument16 pagesStress Corrosion CrackingzaxaderNo ratings yet
- General Wastage of Material Uniform CorrosionDocument3 pagesGeneral Wastage of Material Uniform CorrosionRafael Alejandro S CNo ratings yet
- Hydrogen Cracks in Steels - IdentificationDocument4 pagesHydrogen Cracks in Steels - IdentificationFsNo ratings yet
- Dinkar Kokje ContentDocument8 pagesDinkar Kokje ContentDevashish JoshiNo ratings yet
- Aluminium and CorrosionDocument6 pagesAluminium and CorrosionfazyroshanNo ratings yet
- Forms of corrosion classification and typesDocument13 pagesForms of corrosion classification and typesAli AhmadNo ratings yet
- Buehler Welding MetallographyFerrous MetalsDocument7 pagesBuehler Welding MetallographyFerrous Metalssukhabhukha987No ratings yet
- Electrochemical Corrosion Process ExplainedDocument86 pagesElectrochemical Corrosion Process Explainedsandip singhNo ratings yet
- Pitting Action of MetalsDocument4 pagesPitting Action of MetalsRahamat ShaikNo ratings yet
- Corrosion Issues and Prevention in Oil IndustryDocument33 pagesCorrosion Issues and Prevention in Oil IndustryPreet Singh100% (1)
- What Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?Document4 pagesWhat Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?behzad mohammadiNo ratings yet
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWNo ratings yet
- Corrosion Behaviour Corrosion Behaviour of Cold Deformed Austenitic AlloysDocument30 pagesCorrosion Behaviour Corrosion Behaviour of Cold Deformed Austenitic AlloysAgnieszka Kurc-LisieckaNo ratings yet
- Corrosion FatigueDocument14 pagesCorrosion FatigueAPINo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Corrosion 5Document16 pagesCorrosion 5كامل الفاخريNo ratings yet
- Environment and CorrosionDocument39 pagesEnvironment and Corrosionabdullah anwarNo ratings yet
- Corrosion and its Consequences for Reinforced Concrete StructuresFrom EverandCorrosion and its Consequences for Reinforced Concrete StructuresNo ratings yet
- Oil and Gas Corrosion Prevention: From Surface Facilities to RefineriesFrom EverandOil and Gas Corrosion Prevention: From Surface Facilities to RefineriesRating: 5 out of 5 stars5/5 (6)
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- 02 Control de CorrosiónDocument1 page02 Control de CorrosiónMitsúMilagrosToroSayasNo ratings yet
- 3 The Mechanism of CorrosionDocument2 pages3 The Mechanism of CorrosionMitsúMilagrosToroSayasNo ratings yet
- 00.ResEng IntroductionDocument11 pages00.ResEng IntroductionMitsúMilagrosToroSayasNo ratings yet
- INLAB - San Martin 1001 - PVT Study NoiDocument33 pagesINLAB - San Martin 1001 - PVT Study NoiMitsúMilagrosToroSayasNo ratings yet
- 5 Key Parameters Affecting Corrosion: 5.1. Water WettingDocument9 pages5 Key Parameters Affecting Corrosion: 5.1. Water WettingMitsúMilagrosToroSayasNo ratings yet
- 01Document2 pages01sathish_iyengarNo ratings yet
- EquationsDocument14 pagesEquationsMitsúMilagrosToroSayasNo ratings yet
- LitologiaDocument8 pagesLitologiamccamaninaNo ratings yet
- Generalized Method Optimal EstimatesDocument10 pagesGeneralized Method Optimal EstimatesJorge SalinasNo ratings yet
- SPE 110821 (Ilk) IPR For Sol Gas Drive Res Analytical Considerations (WPres) 3Document33 pagesSPE 110821 (Ilk) IPR For Sol Gas Drive Res Analytical Considerations (WPres) 3Genevieve HirschfeldNo ratings yet
- SPE - 10041 Pressure Transient Testing PDFDocument9 pagesSPE - 10041 Pressure Transient Testing PDFMitsúMilagrosToroSayasNo ratings yet
- Petrel 2015 What's NewDocument246 pagesPetrel 2015 What's NewMitsúMilagrosToroSayas0% (1)
- Well Logging History PDFDocument9 pagesWell Logging History PDFClaudia MontañoNo ratings yet
- REGISTROS ELCTRICOS - EspesoresDocument16 pagesREGISTROS ELCTRICOS - EspesoresMitsúMilagrosToroSayasNo ratings yet
- Mitchell-Advanced Oil Well Drilling EngineeringDocument626 pagesMitchell-Advanced Oil Well Drilling EngineeringYASSER_MANo ratings yet
- 6 - SPE-26201-MS - Use of Vogel's Inflow Performance Relation For Coal Wells PDFDocument10 pages6 - SPE-26201-MS - Use of Vogel's Inflow Performance Relation For Coal Wells PDFNACHO AVIÑANo ratings yet
- SPE-51075 Virtual Magnetic Imaging Logs PDFDocument10 pagesSPE-51075 Virtual Magnetic Imaging Logs PDFMitsúMilagrosToroSayasNo ratings yet
- Introduction To Directional and Horizontal Drilling EbookDocument239 pagesIntroduction To Directional and Horizontal Drilling EbookSuparna DasNo ratings yet
- Prevention, Fishing and Casing Repair - Jim Short - Part 2Document249 pagesPrevention, Fishing and Casing Repair - Jim Short - Part 2MitsúMilagrosToroSayasNo ratings yet
- SPE-38290 Linear Btransient Flow Solution PDFDocument16 pagesSPE-38290 Linear Btransient Flow Solution PDFMitsúMilagrosToroSayasNo ratings yet
- Hydraulics Optimization Theory (Read-Only)Document23 pagesHydraulics Optimization Theory (Read-Only)MitsúMilagrosToroSayasNo ratings yet
- SolidsDocument135 pagesSolidsapi-3714673100% (4)
- A New Approach To Gas Material Balance in Tight Gas Reservoirs - EnglishDocument8 pagesA New Approach To Gas Material Balance in Tight Gas Reservoirs - EnglishMitsúMilagrosToroSayasNo ratings yet
- Baracarb DFDocument2 pagesBaracarb DFMitsúMilagrosToroSayasNo ratings yet
- Waterflooding - IIDocument39 pagesWaterflooding - IIMitsúMilagrosToroSayasNo ratings yet
- Unit Conversion PDFDocument1 pageUnit Conversion PDFMitsúMilagrosToroSayasNo ratings yet
- Selection (1) Selection (1) Selection (1) Selection (1) SelectionDocument6 pagesSelection (1) Selection (1) Selection (1) Selection (1) SelectionMitsúMilagrosToroSayasNo ratings yet
- Properties of Tubing PDFDocument2 pagesProperties of Tubing PDFMitsúMilagrosToroSayas0% (1)
- Preface PDFDocument1 pagePreface PDFMitsúMilagrosToroSayasNo ratings yet
- Study BG 462 9 Beams On Elastic Foundation PDFDocument15 pagesStudy BG 462 9 Beams On Elastic Foundation PDFAJR365No ratings yet
- Bearing Failure by TimkenDocument58 pagesBearing Failure by Timkenbambang ismailNo ratings yet
- Assignment Fluid Flow, Kinetic Size ReductionDocument8 pagesAssignment Fluid Flow, Kinetic Size ReductionVanessa LimNo ratings yet
- Phyc2121 1ST Quarter ExamDocument35 pagesPhyc2121 1ST Quarter ExamRhea MIchaela Sto DomingoNo ratings yet
- Fiitjee: Internal TestDocument3 pagesFiitjee: Internal TestVineet MadanNo ratings yet
- Datacolor ColorTheory Webinar Part1 PDFDocument36 pagesDatacolor ColorTheory Webinar Part1 PDFdamarNo ratings yet
- PFAS-3rd Draft Method 1633 December 2022 12-20-22 - 508-Trang-63-64Document2 pagesPFAS-3rd Draft Method 1633 December 2022 12-20-22 - 508-Trang-63-64Văn MyNo ratings yet
- Acronal V210 Na AdhesivesDocument3 pagesAcronal V210 Na AdhesivesCanchindoNo ratings yet
- AQA Physics: 5 Optics Exam-Style Mark SchemeDocument4 pagesAQA Physics: 5 Optics Exam-Style Mark SchemeAdrian Talukder HossainNo ratings yet
- Learning Activity Sheets Science 8-Week 1 and 2Document2 pagesLearning Activity Sheets Science 8-Week 1 and 2Mark Branden Balayo Paranete100% (1)
- Pn40.Ball ValveDocument1 pagePn40.Ball ValvealarbajeNo ratings yet
- BS en Iso 17824-2014Document50 pagesBS en Iso 17824-2014LucasNo ratings yet
- Chapter 1Document22 pagesChapter 1TanishqNo ratings yet
- Openstax Physics Chapter 1 Lesson 5 3 Coordinate System of VectorsDocument16 pagesOpenstax Physics Chapter 1 Lesson 5 3 Coordinate System of VectorsWild RiftNo ratings yet
- P008 Delgadillo FinalPaper SimultaneousPressureLevelControlDeaeratorDocument12 pagesP008 Delgadillo FinalPaper SimultaneousPressureLevelControlDeaeratorIgnacio RamirezNo ratings yet
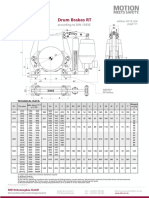
- Drum Brakes RT: According To DIN 15435Document1 pageDrum Brakes RT: According To DIN 15435LukaNo ratings yet
- Algebra Handout #8: 1 ProblemsDocument3 pagesAlgebra Handout #8: 1 ProblemsWalker KroubalkianNo ratings yet
- Small-Signal Stability Analysis of A DFIG-Based Wind Power System Under Different Modes of OperationDocument11 pagesSmall-Signal Stability Analysis of A DFIG-Based Wind Power System Under Different Modes of OperationAhmed WestministerNo ratings yet
- Denis ANDRE: Hydraulic Diagram FalconDocument2 pagesDenis ANDRE: Hydraulic Diagram FalconvestasvesNo ratings yet
- Bis Is 9143 - 1979 (Reaffirmed 2021) - Method For The Determination of Unconfined Compressive Strength of Rock MaterialsDocument8 pagesBis Is 9143 - 1979 (Reaffirmed 2021) - Method For The Determination of Unconfined Compressive Strength of Rock MaterialsArpan NandyNo ratings yet
- Astronomical Statistics Course OverviewDocument18 pagesAstronomical Statistics Course Overviewlolopopo28No ratings yet
- Waves - Booklet 1 (New IAL) AnsDocument10 pagesWaves - Booklet 1 (New IAL) AnsfedNo ratings yet
- Curriculum Map for Grade 9 Mathematics at Sulipan, Apalit PampangaDocument13 pagesCurriculum Map for Grade 9 Mathematics at Sulipan, Apalit PampangaRalph Francis BautistaNo ratings yet
- European Steel and Alloy Grades: Gx5Crnimo19-11-3 (1.4412)Document2 pagesEuropean Steel and Alloy Grades: Gx5Crnimo19-11-3 (1.4412)farshid KarpasandNo ratings yet
- L15 Relieving PlatformDocument17 pagesL15 Relieving PlatformMohammed Al KhatibNo ratings yet
- API Training & ASNT NDT Level III Examination Preparatories From INDTT, Mumbia INDIADocument7 pagesAPI Training & ASNT NDT Level III Examination Preparatories From INDTT, Mumbia INDIAtraining6156No ratings yet
- Beginning Algebra 9th Edition Tobey Test Bank DownloadDocument49 pagesBeginning Algebra 9th Edition Tobey Test Bank DownloadMary Bumgarner100% (22)
- PELTON BUCKET TITLEDocument4 pagesPELTON BUCKET TITLESuhasNo ratings yet
- 28 day fingerling feed chart to reach 1 ounceDocument2 pages28 day fingerling feed chart to reach 1 ounceSheryl AnnNo ratings yet
- Atomic Scattering Factors 1Document14 pagesAtomic Scattering Factors 1Soumajit DasNo ratings yet