You might also like
- The Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Document6 pagesThe Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Luthfi Ady100% (1)
- Construction and Building Materials: P.H.L.C. Ribeiro, G.R. Meira, P.R.R. Ferreira, N. PerazzoDocument11 pagesConstruction and Building Materials: P.H.L.C. Ribeiro, G.R. Meira, P.R.R. Ferreira, N. PerazzoRenan FreireNo ratings yet
- EpoxyDocument13 pagesEpoxymaNo ratings yet
- Podgursky Et Al - 2021 - High-Temperature Tribological Performance of Al2O3-A-CDocument15 pagesPodgursky Et Al - 2021 - High-Temperature Tribological Performance of Al2O3-A-CAlireza BagherpourNo ratings yet
- Droplet Erosion Performance of Composite Materials Electroplated With A HardDocument8 pagesDroplet Erosion Performance of Composite Materials Electroplated With A Hardxu KNo ratings yet
- CSA-Li 2018Document9 pagesCSA-Li 2018Subramanian MoorthyNo ratings yet
- PapajDocument5 pagesPapajLiliNo ratings yet
- 2021 - Highlighting The Importance of Optimal Defect Density Through Band Structure and Photocatalytic StudiesDocument13 pages2021 - Highlighting The Importance of Optimal Defect Density Through Band Structure and Photocatalytic StudiesBeh NaatNo ratings yet
- 1 s2.0 S1359028617301845 MainDocument7 pages1 s2.0 S1359028617301845 MainDharmender JangraNo ratings yet
- 10 1016@j Ijhydene 2020 01 104Document13 pages10 1016@j Ijhydene 2020 01 104SapphireNo ratings yet
- Effects of Environmental Factors On The Adhesion and Durability Characteristics of Epoxy-Bonded Concrete PrismsDocument11 pagesEffects of Environmental Factors On The Adhesion and Durability Characteristics of Epoxy-Bonded Concrete PrismsKa Rim Jr.No ratings yet
- Progress in Organic Coating-PaperDocument22 pagesProgress in Organic Coating-Paperjibin k p100% (1)
- Positesb 2015 06 018Document13 pagesPositesb 2015 06 018safaaNo ratings yet
- Building and Environment: Anibal Maury Ramirez, Kristof Demeestere, Nele de Belie, Tapio Ma Ntyla, Erkki Leva NenDocument7 pagesBuilding and Environment: Anibal Maury Ramirez, Kristof Demeestere, Nele de Belie, Tapio Ma Ntyla, Erkki Leva NenЕржігіт Парфюмер ТөлебековNo ratings yet
- Effect of Corona Treatment On Adhesion Enhancement of LLDPE: Surface and Coatings Technology December 2017Document22 pagesEffect of Corona Treatment On Adhesion Enhancement of LLDPE: Surface and Coatings Technology December 2017Huy Tuan QuachNo ratings yet
- Coatings 11 00320Document15 pagesCoatings 11 00320Miguel Eduardo Avila SolerNo ratings yet
- 7 Coatings and Cathodic Protection For Underground PipelinesDocument6 pages7 Coatings and Cathodic Protection For Underground PipelinesPandipperumal SankaralingamNo ratings yet
- Plasma Electrolytic Oxidation ThesisDocument8 pagesPlasma Electrolytic Oxidation Thesisbkx89b3r100% (1)
- Zhang2007-, Evaluation of Inhibition Efficiency Of...Document10 pagesZhang2007-, Evaluation of Inhibition Efficiency Of...Paulo JuniorNo ratings yet
- International Journal of Chemtech Research: Neetu SinghDocument5 pagesInternational Journal of Chemtech Research: Neetu Singhthai avvai100% (1)
- 2-Enhanced Mechanical Properties of Silanized Silica Nanoparticle Attached Graphene Oxide-Epoxy CompositesDocument11 pages2-Enhanced Mechanical Properties of Silanized Silica Nanoparticle Attached Graphene Oxide-Epoxy CompositesSolmazNo ratings yet
- 1 s2.0 S0257897222000330 MainDocument14 pages1 s2.0 S0257897222000330 MainLiviu BadeaNo ratings yet
- 1 s2.0 S2468023022001687 MainDocument10 pages1 s2.0 S2468023022001687 MainAmira BenhjalNo ratings yet
- App 38945Document11 pagesApp 38945Annisya ZahraNo ratings yet
- Eng 2003Document16 pagesEng 2003crispulo deluque toroNo ratings yet
- Active Protective PEO Coatings On AA2024 - Role of Voltage On In-Situ LDH GrowthDocument11 pagesActive Protective PEO Coatings On AA2024 - Role of Voltage On In-Situ LDH GrowthHamid FathiNo ratings yet
- Conducting Polymers For Corrosion Protection A ReviewDocument22 pagesConducting Polymers For Corrosion Protection A ReviewLeandro SamynNo ratings yet
- Cathodic Disbondment PDFDocument25 pagesCathodic Disbondment PDFsanjayaNo ratings yet
- Gas Barrier DLCDocument7 pagesGas Barrier DLCvaducNo ratings yet
- Selection of Materials For High Pressure CO2 Transport: Technical Knowledge Published PapersDocument15 pagesSelection of Materials For High Pressure CO2 Transport: Technical Knowledge Published PapersJohn DNo ratings yet
- Recent Advancements in Achieving High Dielectric Constant Polymer Dielectrics For Low Power Consumption Organic Field Effect TransistorsDocument11 pagesRecent Advancements in Achieving High Dielectric Constant Polymer Dielectrics For Low Power Consumption Organic Field Effect TransistorsichbinkeinrobotjaNo ratings yet
- Water Uptake and Interfacial Delamination of An Epoxy-Coated Galvanized Steel - An Electrochemical Impedance Spectroscopic StudyDocument8 pagesWater Uptake and Interfacial Delamination of An Epoxy-Coated Galvanized Steel - An Electrochemical Impedance Spectroscopic StudyNavid HoseiniNo ratings yet
- Materials Science & Engineering C: SciencedirectDocument13 pagesMaterials Science & Engineering C: SciencedirectKevinNo ratings yet
- A Comparison of The AntifoulingDocument14 pagesA Comparison of The AntifoulingcpucheNo ratings yet
- Dejke - Bologna ConfDocument10 pagesDejke - Bologna Confstructure123No ratings yet
- Sealing of PEO Coated AZ91magnesium Alloy Using Solutions Containing NeodymiumDocument9 pagesSealing of PEO Coated AZ91magnesium Alloy Using Solutions Containing NeodymiumJinghan MaNo ratings yet
- Chemical Activation of Porous Diatomite CeramicfilterDocument14 pagesChemical Activation of Porous Diatomite CeramicfiltersedaNo ratings yet
- Conductive Materials For Polymeric Bipolar Plates Electrical, Thermal and Mechanical Properties of Polyethylene-Carbon Black Graphite Magnetite BlendsDocument17 pagesConductive Materials For Polymeric Bipolar Plates Electrical, Thermal and Mechanical Properties of Polyethylene-Carbon Black Graphite Magnetite BlendsMIRELLA BOERYNo ratings yet
- Li2021 Article InterfacialEffectsOnTheDielectDocument6 pagesLi2021 Article InterfacialEffectsOnTheDielectali muhannadNo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- Exploring More Functions in Binders For Lithium BatteriesDocument44 pagesExploring More Functions in Binders For Lithium BatteriesArthur Isaac Toomas IjimNo ratings yet
- 10 1021@acsnano 5b03687Document7 pages10 1021@acsnano 5b036875osNo ratings yet
- Baldan2004a Article Adhesively-bondedJointsAndRepaDocument49 pagesBaldan2004a Article Adhesively-bondedJointsAndRepamastourNo ratings yet
- Producing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceDocument8 pagesProducing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceJOHNSAN RNo ratings yet
- CST 2021 20 1 1Document6 pagesCST 2021 20 1 1Maria OrtizNo ratings yet
- Superhydrophobic Aluminium-Based Surfaces: Wetting and Wear Properties of Different CVD-generated Coating TypesDocument10 pagesSuperhydrophobic Aluminium-Based Surfaces: Wetting and Wear Properties of Different CVD-generated Coating TypesMatheus MartiniNo ratings yet
- Effects of Surface Coating: and Comparison of Existing Metal Impalnts With TantalumDocument14 pagesEffects of Surface Coating: and Comparison of Existing Metal Impalnts With TantalumbmkrameshNo ratings yet
- 1 s2.0 S0950061822001878 MainDocument21 pages1 s2.0 S0950061822001878 Maingustavo vegaNo ratings yet
- Surface Characterisation and Electrochemical Behaviour of Porous Titanium Dioxide Coated 316L Stainless Steel For Orthopaedic Applications PDFDocument6 pagesSurface Characterisation and Electrochemical Behaviour of Porous Titanium Dioxide Coated 316L Stainless Steel For Orthopaedic Applications PDFRahul MadanNo ratings yet
- Soft Plasma Electrolysis With Complex Ions For Optimizing Electrochemical PerformanceDocument15 pagesSoft Plasma Electrolysis With Complex Ions For Optimizing Electrochemical PerformanceVerdy VirgautamaNo ratings yet
- Pagination MTCHEM 101716Document10 pagesPagination MTCHEM 101716없다이름No ratings yet
- Carbon Based Conductive Polymer Composites: Journal of Materials Science May 2007Document12 pagesCarbon Based Conductive Polymer Composites: Journal of Materials Science May 2007meftahNo ratings yet
- Coatings 13 00891 v2Document16 pagesCoatings 13 00891 v2Ma SadeghiitNo ratings yet
- 10 1016j Conbuildmat 2019 07 285Document10 pages10 1016j Conbuildmat 2019 07 285Jhe Hann BurcaNo ratings yet
- Inhibition of The Corrosion of X70 and Q235 Steel in CO2-saturated Brine by Imidazoline-Based InhibitorDocument12 pagesInhibition of The Corrosion of X70 and Q235 Steel in CO2-saturated Brine by Imidazoline-Based InhibitorPaulo JuniorNo ratings yet
- 2021, Polymers, Understanding Variations in The Tracking and Erosion Performance of HTV-SR-Based Composites Due To AC Stressed AgingDocument14 pages2021, Polymers, Understanding Variations in The Tracking and Erosion Performance of HTV-SR-Based Composites Due To AC Stressed AgingMansoor AsifNo ratings yet
- 1 s2.0 S0300944020300771 MainDocument20 pages1 s2.0 S0300944020300771 Maindanish.hakeem251No ratings yet
- Progress in Organic Coatings: R. Torkaman, S. Darvishi, M. Jokar, M. Kharaziha, M KarbasiDocument8 pagesProgress in Organic Coatings: R. Torkaman, S. Darvishi, M. Jokar, M. Kharaziha, M Karbasireza torkamanNo ratings yet
- Developments in Strategic Ceramic Materials II: A Collection of Papers Presented at the 40th International Conference on Advanced Ceramics and Composites, January 24-29, 2016, Daytona Beach, FloridaFrom EverandDevelopments in Strategic Ceramic Materials II: A Collection of Papers Presented at the 40th International Conference on Advanced Ceramics and Composites, January 24-29, 2016, Daytona Beach, FloridaWaltraud M. KrivenNo ratings yet
- Study On Preparation and Properties of Epoxy Fire-Proof CoatingsDocument7 pagesStudy On Preparation and Properties of Epoxy Fire-Proof CoatingsNaim AbdullahNo ratings yet
- Recent Development of Bio-Based Epoxy Resins: A ReviewDocument104 pagesRecent Development of Bio-Based Epoxy Resins: A ReviewNaim AbdullahNo ratings yet
- 1 OnlineDocument7 pages1 OnlineSmart Children AnimationNo ratings yet
- Wind TurbineDocument29 pagesWind TurbineNaim AbdullahNo ratings yet
- AVS - Grouting PracticeDocument145 pagesAVS - Grouting PracticeTrudeep Dave100% (3)
- Grade 12 Second Quarter First G12 Aristotle (Stem) General Physics 1 January 25, 2022Document17 pagesGrade 12 Second Quarter First G12 Aristotle (Stem) General Physics 1 January 25, 2022Rogen Requiz Achacoso - VirtudazoNo ratings yet
- Equilibrium BWDocument54 pagesEquilibrium BWFranca OkechukwuNo ratings yet
- KinematcsDocument6 pagesKinematcsAdit Kumar100% (1)
- Sheet 1 PED 232 2nd Year 2017Document2 pagesSheet 1 PED 232 2nd Year 2017MhmdKordyNo ratings yet
- Perma PipeDocument83 pagesPerma PipemohamadNo ratings yet
- Afzal - 2008 - Alternate Scales For Turbulent Boundary Layer On TDocument16 pagesAfzal - 2008 - Alternate Scales For Turbulent Boundary Layer On TOliver HouNo ratings yet
- Flow Regimes On Sieve Trays For Gas Liquid ContactingDocument196 pagesFlow Regimes On Sieve Trays For Gas Liquid ContactingGrant FirthNo ratings yet
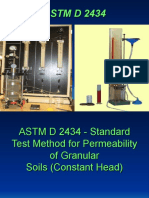
- ASTM D 2434 (Contant Head Method)Document31 pagesASTM D 2434 (Contant Head Method)jawad100% (5)
- CG - A Introduction To Plaxis 2D Connect (WC)Document17 pagesCG - A Introduction To Plaxis 2D Connect (WC)Rangga Destriyasa PutraNo ratings yet
- Sy 129 201920Document9 pagesSy 129 201920anirudh patelNo ratings yet
- Renewable Energy: S.S. Chandel, M. Nagaraju Naik, Vikrant Sharma, Rahul ChandelDocument10 pagesRenewable Energy: S.S. Chandel, M. Nagaraju Naik, Vikrant Sharma, Rahul ChandelCleiber NichidaNo ratings yet
- Installation Operation MaintenanceDocument64 pagesInstallation Operation MaintenanceMoriyasu NguyenNo ratings yet
- Comparison of 2018 and 2007 Turkish Earthquake RegulationsDocument8 pagesComparison of 2018 and 2007 Turkish Earthquake RegulationsN TNo ratings yet
- Bachelor Technology Grade Card (Provisional)Document1 pageBachelor Technology Grade Card (Provisional)Mihir Kumar MechNo ratings yet
- TM - Chapter 1 Exercises PDFDocument6 pagesTM - Chapter 1 Exercises PDFVõ Văn VũNo ratings yet
- Material Selection Lecture Unit 7 Pptselen23Document28 pagesMaterial Selection Lecture Unit 7 Pptselen23Ignacio Flores CaballeroNo ratings yet
- IT2T3Document3 pagesIT2T3Vyshnavi ThottempudiNo ratings yet
- Cantilever Retaining WallDocument5 pagesCantilever Retaining WallAditya Singh ChauhanNo ratings yet
- Neov 1940Document2 pagesNeov 1940N dasNo ratings yet
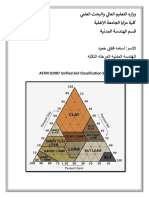
- ASTM D2487 Unified Soil Classification SystemDocument2 pagesASTM D2487 Unified Soil Classification SystemOsama FaekNo ratings yet
- FinalDocument72 pagesFinalRyan FisherNo ratings yet
- Lecture 6Document26 pagesLecture 6rookeeNo ratings yet
- Properties and Microstructures of Outlet Manifold ComponentsDocument12 pagesProperties and Microstructures of Outlet Manifold Componentsvaratharajan g rNo ratings yet
- Best Explanations EIS PDFDocument13 pagesBest Explanations EIS PDFAmbrish SinghNo ratings yet
- ACI 301 Section 2 and 3 - MilwaukeeDocument16 pagesACI 301 Section 2 and 3 - MilwaukeeerosNo ratings yet
- Factors Affecting Weather 10Document24 pagesFactors Affecting Weather 10Jaypee CarlNo ratings yet
- Weld Discontinuity Evaluation Guide-Bolje SkeniranoDocument19 pagesWeld Discontinuity Evaluation Guide-Bolje SkeniranoDinesh RadhakrishnanNo ratings yet
- #Derivation of Mechanical Properties For SandDocument8 pages#Derivation of Mechanical Properties For SandkingmajorNo ratings yet
- Electronic Distance Measurement (EDM)Document29 pagesElectronic Distance Measurement (EDM)Kavi MaranNo ratings yet