You might also like
- Quality Assurance and Quality Control in Neutron Activation Analysis: A Guide to Practical ApproachesFrom EverandQuality Assurance and Quality Control in Neutron Activation Analysis: A Guide to Practical ApproachesNo ratings yet
- AS 2205.1-2003 Methods For Destructive Testing of Welds in MDocument9 pagesAS 2205.1-2003 Methods For Destructive Testing of Welds in MVita Maida sariNo ratings yet
- As 2205.5.1-2003 Methods For Destructive Testing of Welds in Metal - Macro Metallographic Test For Cross-SectDocument2 pagesAs 2205.5.1-2003 Methods For Destructive Testing of Welds in Metal - Macro Metallographic Test For Cross-SectSAI Global - APACNo ratings yet
- Australian StandardDocument9 pagesAustralian StandardJoel MennieNo ratings yet
- As 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuDocument2 pagesAs 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuSAI Global - APACNo ratings yet
- AS 2205.2.2-2003 Methods For Destructive Testing of Welds inDocument5 pagesAS 2205.2.2-2003 Methods For Destructive Testing of Welds inFallo SusiloNo ratings yet
- As 2350.2-2006 Methods of Testing Portland Blended and Masonry Cements Chemical CompositionDocument2 pagesAs 2350.2-2006 Methods of Testing Portland Blended and Masonry Cements Chemical CompositionSAI Global - APACNo ratings yet
- As 2205.6.1-2003 Methods For Destructive Testing of Welds in Metal - Weld Joint Hardness TestDocument2 pagesAs 2205.6.1-2003 Methods For Destructive Testing of Welds in Metal - Weld Joint Hardness TestSAI Global - APACNo ratings yet
- AS 1580.408.2-1993 Paints and Related Materials - Methods of Test - Adhesion - Knife TestDocument5 pagesAS 1580.408.2-1993 Paints and Related Materials - Methods of Test - Adhesion - Knife TestThéodore LEFEVRE100% (1)
- As 2331.3.3-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - CopDocument2 pagesAs 2331.3.3-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - CopSAI Global - APACNo ratings yet
- As 2331.4.1-2001 Methods of Test For Metallic and Related Coatings Physical Tests - Qualitative Adhesion TestDocument2 pagesAs 2331.4.1-2001 Methods of Test For Metallic and Related Coatings Physical Tests - Qualitative Adhesion TestSAI Global - APACNo ratings yet
- As 2331.4.2-2004 Methods of Test For Metallic and Related Coatings Physical Tests - DuctilityDocument2 pagesAs 2331.4.2-2004 Methods of Test For Metallic and Related Coatings Physical Tests - DuctilitySAI Global - APACNo ratings yet
- As 2428.5-2004 Methods of Testing Smoke Heat Release Vents Determination of Discharge Coefficient and EffectiDocument2 pagesAs 2428.5-2004 Methods of Testing Smoke Heat Release Vents Determination of Discharge Coefficient and EffectiSAI Global - APACNo ratings yet
- As 3894.9-2003 Site Testing of Protective Coatings Determination of AdhesionDocument2 pagesAs 3894.9-2003 Site Testing of Protective Coatings Determination of AdhesionSAI Global - APAC67% (3)
- As 2205.3.1-2003 Methods For Destructive Testing of Welds in Metal - Transverse Guided Bend TestDocument2 pagesAs 2205.3.1-2003 Methods For Destructive Testing of Welds in Metal - Transverse Guided Bend TestSAI Global - APACNo ratings yet
- As 2331.1.1-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests - Micrographic ExamiDocument2 pagesAs 2331.1.1-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests - Micrographic ExamiSAI Global - APACNo ratings yet
- As 3894.4-2002 Site Testing of Protective Coatings Assessment of Degree of CureDocument2 pagesAs 3894.4-2002 Site Testing of Protective Coatings Assessment of Degree of CureSAI Global - APAC100% (2)
- As 1012.3.4-1998 Methods of Testing ConcreteDocument9 pagesAs 1012.3.4-1998 Methods of Testing ConcretemmNo ratings yet
- As 3894.1-2002 Site Testing of Protective Coatings Non-Conductive Coatings - Continuity Testing - High VoltagDocument4 pagesAs 3894.1-2002 Site Testing of Protective Coatings Non-Conductive Coatings - Continuity Testing - High VoltagSAI Global - APAC0% (1)
- As 2205.3.3-2003 Methods For Destructive Testing of Welds in Metal - Longitudinal Guided Bend TestDocument2 pagesAs 2205.3.3-2003 Methods For Destructive Testing of Welds in Metal - Longitudinal Guided Bend TestSAI Global - APACNo ratings yet
- Standard Practice For Liquid Penetrant TestingDocument12 pagesStandard Practice For Liquid Penetrant TestingAhmad ToufailyNo ratings yet
- Licence: Web LinksDocument13 pagesLicence: Web LinksEky UnhangNo ratings yet
- Astm E1417Document14 pagesAstm E1417Himanshu MishraNo ratings yet
- As 3894.6-2002 Site Testing of Protective Coatings Determination of Residual ContaminantsDocument2 pagesAs 3894.6-2002 Site Testing of Protective Coatings Determination of Residual ContaminantsSAI Global - APAC0% (1)
- As 2205.7.1-2003 Methods For Destructive Testing of Welds in Metal - Charpy V-Notch Impact Fracture ToughnessDocument2 pagesAs 2205.7.1-2003 Methods For Destructive Testing of Welds in Metal - Charpy V-Notch Impact Fracture ToughnessSAI Global - APAC0% (1)
- Managing Pipeline DentsDocument34 pagesManaging Pipeline DentsH.KNo ratings yet
- As 2331.3.13-2006 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - WeDocument2 pagesAs 2331.3.13-2006 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - WeSAI Global - APACNo ratings yet
- As 1012.3.1-1998 Methods of Testing Concrete - ConsistencyDocument9 pagesAs 1012.3.1-1998 Methods of Testing Concrete - Consistencymm100% (1)
- As NZS 1462.4-2002 Methods of Test For Plastics Pipes and Fittings Method of Determining Reversion of UPVC PiDocument2 pagesAs NZS 1462.4-2002 Methods of Test For Plastics Pipes and Fittings Method of Determining Reversion of UPVC PiSAI Global - APACNo ratings yet
- Astme E-384 PDFDocument40 pagesAstme E-384 PDFRicardo PeraltaNo ratings yet
- Astm E384-22Document40 pagesAstm E384-22v santosh kumarNo ratings yet
- Microindentation Hardness of Materials: Standard Test Method ForDocument40 pagesMicroindentation Hardness of Materials: Standard Test Method ForarthurNo ratings yet
- Astm E1417m-16Document11 pagesAstm E1417m-16edwarNo ratings yet
- Acousto-Ultrasonic Assessment of Filament-Wound Pressure VesselsDocument6 pagesAcousto-Ultrasonic Assessment of Filament-Wound Pressure VesselsJ MrNo ratings yet
- Directed Energy Deposition of Metals: Standard Guide ForDocument22 pagesDirected Energy Deposition of Metals: Standard Guide ForPatrícia BNo ratings yet
- E1220-10 Standard Practice For Visible Penetrant Testing Using Solvent-Removable ProcessDocument6 pagesE1220-10 Standard Practice For Visible Penetrant Testing Using Solvent-Removable ProcesserikaNo ratings yet
- As 4878.8-2001 Methods of Test For Coated Fabrics Determination of Coating AdhesionDocument4 pagesAs 4878.8-2001 Methods of Test For Coated Fabrics Determination of Coating AdhesionSAI Global - APACNo ratings yet
- As 2755.2-1985 Textile Fabrics - Burning Behaviour Measurement of Flame Spread Properties of Vertically OrienDocument2 pagesAs 2755.2-1985 Textile Fabrics - Burning Behaviour Measurement of Flame Spread Properties of Vertically OrienSAI Global - APACNo ratings yet
- As 2331.3.6-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - EleDocument2 pagesAs 2331.3.6-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - EleSAI Global - APACNo ratings yet
- ASTM E384-Standard Test Method For Microindentation Hardness of MaterialsDocument40 pagesASTM E384-Standard Test Method For Microindentation Hardness of MaterialsNestor Leonardo Ayasta LevanoNo ratings yet
- As4564 1 MSP 20 Jul 2012Document21 pagesAs4564 1 MSP 20 Jul 2012eko handoyoNo ratings yet
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice Foredapo79No ratings yet
- Astm e 1476Document13 pagesAstm e 1476Ricardo Peralta0% (1)
- Astm e 1417M - 21Document12 pagesAstm e 1417M - 21badri tamamNo ratings yet
- As 60068.2.42-2004 Environmental Testing Tests - Test KC - Sulphur Dioxide Test For Contacts and ConnectionsDocument8 pagesAs 60068.2.42-2004 Environmental Testing Tests - Test KC - Sulphur Dioxide Test For Contacts and ConnectionsSAI Global - APACNo ratings yet
- As 3580.6.1-1990 Methods For Sampling and Analysis of Ambient Air Determination of Ozone - Direct-Reading InsDocument2 pagesAs 3580.6.1-1990 Methods For Sampling and Analysis of Ambient Air Determination of Ozone - Direct-Reading InsSAI Global - APACNo ratings yet
- Lab 370 - Astm E384Document40 pagesLab 370 - Astm E384yessicaNo ratings yet
- ASTM-E1961 - 16 (Reapproved 2021)Document7 pagesASTM-E1961 - 16 (Reapproved 2021)Mohamed AboelkhierNo ratings yet
- ASTM-D4541-22Document7 pagesASTM-D4541-22Bhanu Pratap ChoudhuryNo ratings yet
- As 1012.11-2000 Methods of Testing Concrete - DeterminationDocument9 pagesAs 1012.11-2000 Methods of Testing Concrete - Determinationmm100% (1)
- Astm E1220 PDFDocument6 pagesAstm E1220 PDFgaurav522chd100% (1)
- ASTM-E1444-E1444M-22Document7 pagesASTM-E1444-E1444M-22BalasahebNo ratings yet
- As 1141.22-2008 Methods For Sampling and Testing Aggregates Wet Dry Strength VariationDocument2 pagesAs 1141.22-2008 Methods For Sampling and Testing Aggregates Wet Dry Strength VariationSAI Global - APAC100% (1)
- E1219-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente ExtraíbleDocument6 pagesE1219-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente Extraíblefredy lopezNo ratings yet
- Astm E1417 - E1417m-16Document11 pagesAstm E1417 - E1417m-16Jon DownNo ratings yet
- As 2331.1.3-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests - Magnetic MethodDocument2 pagesAs 2331.1.3-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests - Magnetic MethodSAI Global - APACNo ratings yet
- As 2331 1-3-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests Magnetic MethodDocument2 pagesAs 2331 1-3-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests Magnetic MethodmoummouNo ratings yet
- Standard Practice For Magnetic Particle Testing For AerospaceDocument16 pagesStandard Practice For Magnetic Particle Testing For AerospaceSaul RuizNo ratings yet
- As 3580.4.1-2008 Methods of Sampling and Analysis of Ambient Air Determination of Sulfur Dioxide - Direct ReaDocument2 pagesAs 3580.4.1-2008 Methods of Sampling and Analysis of Ambient Air Determination of Sulfur Dioxide - Direct ReaSAI Global - APACNo ratings yet
- Iso 8501Document4 pagesIso 8501calinNo ratings yet
- MSS SP-42-1999Document16 pagesMSS SP-42-1999Surat ButtarasriNo ratings yet
- Guidance On Complying With Section IX, QG-106: Updated To Address Revisions in The 2021 EditionDocument5 pagesGuidance On Complying With Section IX, QG-106: Updated To Address Revisions in The 2021 EditionSurat ButtarasriNo ratings yet
- A5.28 and A5.18 - ER70S-GDocument10 pagesA5.28 and A5.18 - ER70S-GSurat ButtarasriNo ratings yet
- Air Compressor 12 EA + 2 EA (Wellsite) Generator 10 EA + 1 EA (Wellsite)Document8 pagesAir Compressor 12 EA + 2 EA (Wellsite) Generator 10 EA + 1 EA (Wellsite)Surat ButtarasriNo ratings yet
- Price List: Inspection (Cwi, Cawi, Scwi)Document1 pagePrice List: Inspection (Cwi, Cawi, Scwi)SuratNo ratings yet
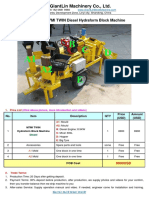
- Solution For M7MI Twin Diesel Hydraform Block MachineDocument4 pagesSolution For M7MI Twin Diesel Hydraform Block MachineSamuel WilliamsNo ratings yet
- GoBoard Installation Instructions and Technical DataDocument4 pagesGoBoard Installation Instructions and Technical DataGislaine LiloNo ratings yet
- The Increase of Compressive Strength of Natural Polymer Modified Concrete With Moringa OleiferaDocument6 pagesThe Increase of Compressive Strength of Natural Polymer Modified Concrete With Moringa OleiferaStephen Dela CruzNo ratings yet
- BSP BSPF PSPTDocument2 pagesBSP BSPF PSPTsrdza100% (1)
- Pile Foundation Basement: Main Types of PilesDocument1 pagePile Foundation Basement: Main Types of PilesPranavNo ratings yet
- Introducing The New Generation Hardox Wear PlateDocument2 pagesIntroducing The New Generation Hardox Wear PlateAndré Luiz NogueiraNo ratings yet
- Contoh BetonDocument29 pagesContoh Betonnaffian2No ratings yet
- Class 10 - GlassDocument11 pagesClass 10 - GlassMalikat AlwroodNo ratings yet
- District Cooling Best Practices: Piping SystemsDocument27 pagesDistrict Cooling Best Practices: Piping SystemsatiqNo ratings yet
- Cost Reduction of Brass Faucet Using Laser WeldingDocument14 pagesCost Reduction of Brass Faucet Using Laser Weldingumair saifullahNo ratings yet
- Work Order HDPE PipeDocument33 pagesWork Order HDPE PipeANKURNo ratings yet
- Composite p715g PDFDocument44 pagesComposite p715g PDFAlexandre SouzaNo ratings yet
- Fly Ash Effect on Concrete ShrinkageDocument10 pagesFly Ash Effect on Concrete ShrinkageSakthivel ThangavelNo ratings yet
- Indiawood 2014 BrochureDocument12 pagesIndiawood 2014 BrochureMonica CarrollNo ratings yet
- Fernco CatalogDocument16 pagesFernco Catalogdwi purwantoNo ratings yet
- Suspended CeilingDocument26 pagesSuspended CeilingVarun Malhotra100% (2)
- 03 180000 4800000253 SSJ Mec DRG 141004 - ADocument1 page03 180000 4800000253 SSJ Mec DRG 141004 - APalmacio DinolanNo ratings yet
- Free To: InnovateDocument8 pagesFree To: Innovatevirustest99No ratings yet
- 02Document319 pages02Jopheth RelucioNo ratings yet
- CME Mill Liner FlyerDocument2 pagesCME Mill Liner FlyerDiegoAlvarezHuguezNo ratings yet
- All StaticDocument17 pagesAll StaticbogdanmichaelNo ratings yet
- 2c - Types of Stone, Brick and Block MasonryDocument20 pages2c - Types of Stone, Brick and Block MasonryZeeshan ShoukatNo ratings yet
- FA Estrolith H2000 171102 1008 Print GBDocument4 pagesFA Estrolith H2000 171102 1008 Print GBYórgos DedisNo ratings yet
- Astm A325m (2005)Document7 pagesAstm A325m (2005)THUFAIL RASHEEDNo ratings yet
- Annex A Financial Offer Form - Bills of Quantities For Base and Rubhal NakivaleDocument8 pagesAnnex A Financial Offer Form - Bills of Quantities For Base and Rubhal NakivaleEMINAT PRINCENo ratings yet
- Engineering Data Sheet for Crude Oil HosesDocument5 pagesEngineering Data Sheet for Crude Oil HosesRomawi StevyandiNo ratings yet
- Cebex 200Document2 pagesCebex 200Anonymous XVEucVMsENo ratings yet
- Body Repair Manual 2000 Nissan Maxima A33Document44 pagesBody Repair Manual 2000 Nissan Maxima A33Unknown18984100% (1)
- Jjmie: Strengthening Aluminum Scrap by Alloying With IronDocument5 pagesJjmie: Strengthening Aluminum Scrap by Alloying With IronAnonymous VNu3ODGavNo ratings yet
- Gypsum Board Assemblies for New Gas Station and C Store ProjectDocument7 pagesGypsum Board Assemblies for New Gas Station and C Store ProjectAzharudin ZoechnyNo ratings yet