You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Astm B85 B85M 18Document6 pagesAstm B85 B85M 18BinitNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Ams 5391 HDocument9 pagesAms 5391 HEhab HarbNo ratings yet
- Sae Ams QQ A 200 11a 2014Document9 pagesSae Ams QQ A 200 11a 2014jieNo ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationdaNo ratings yet
- Weld Consumable SelectionDocument25 pagesWeld Consumable SelectionNisarg PandyaNo ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationdaNo ratings yet
- ASTM A672 Grade CC 60 EFW Pipe SuppliersDocument4 pagesASTM A672 Grade CC 60 EFW Pipe SuppliersRELIABLE PIPES & TUBESNo ratings yet
- ASTM Steel PipeDocument3 pagesASTM Steel Pipehilwa6_731153219No ratings yet
- Sa105sa350de Data SheetDocument1 pageSa105sa350de Data SheetMr PokeRexNo ratings yet
- Sae Ams QQ A 225 9a 2014Document7 pagesSae Ams QQ A 225 9a 2014Sinan ChenNo ratings yet
- S-717 X M-12K L-8 A-2: Hyundai Welding Co., LTDDocument12 pagesS-717 X M-12K L-8 A-2: Hyundai Welding Co., LTDamir bizhehNo ratings yet
- Aerospace Material Specification: Nickel, Sheet and Strip Low (0.02 Max) Carbon AnnealedDocument5 pagesAerospace Material Specification: Nickel, Sheet and Strip Low (0.02 Max) Carbon AnnealedMehdi MokhtariNo ratings yet
- Sfa-5 10Document23 pagesSfa-5 10Allen RosonNo ratings yet
- Sae Ams 5536N-2012Document6 pagesSae Ams 5536N-2012Mehdi Mokhtari100% (1)
- Aerospace Material Specification: AMS5875™ Rev. DDocument7 pagesAerospace Material Specification: AMS5875™ Rev. DMohammad LavasaniNo ratings yet
- E8018-B2 E7018-1 H4R: AWS ClassificationsDocument1 pageE8018-B2 E7018-1 H4R: AWS ClassificationsARUNNo ratings yet
- AWS Classification PosterDocument1 pageAWS Classification PosterJorge LunaNo ratings yet
- Literatura Tecnica Aço Inoxidável - Normas e AplicaçõesDocument2 pagesLiteratura Tecnica Aço Inoxidável - Normas e AplicaçõesE7 EMPIRE GIGITALNo ratings yet
- ASTM A789 Duplex Stainless TubingDocument10 pagesASTM A789 Duplex Stainless Tubingmathew holeyNo ratings yet
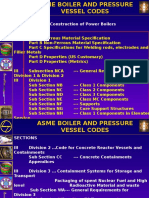
- Sections: I Rules For Construction of Power BoilersDocument23 pagesSections: I Rules For Construction of Power BoilerssanketNo ratings yet
- Sae Ams 4353-2014Document5 pagesSae Ams 4353-2014Hani YilmazNo ratings yet
- Aerospace Material Specification: Aluminum Alloy 2024, Plate and SheetDocument8 pagesAerospace Material Specification: Aluminum Alloy 2024, Plate and SheetyouNo ratings yet
- AMS5688Document7 pagesAMS5688Federica FiorentiniNo ratings yet
- AMS 5589 F-2013 - Eng.Document7 pagesAMS 5589 F-2013 - Eng.TetianaNo ratings yet
- Datasheet Motor VideoDocument1 pageDatasheet Motor VideoDocente Fede TecnologicoNo ratings yet
- ACUWELD MIG &TIG Welding WiresDocument38 pagesACUWELD MIG &TIG Welding WiresALOKE GANGULYNo ratings yet
- Product Specifications: Specifications For Continuous Cast ProductsDocument4 pagesProduct Specifications: Specifications For Continuous Cast ProductsvejanidbNo ratings yet
- SAE AMS5699 - RevGDocument8 pagesSAE AMS5699 - RevGLynn AlgerNo ratings yet
- AMS4907MDocument10 pagesAMS4907Mremaja1249No ratings yet
- Specification For Aluminum-Alloy Sand Castings: SB-26 /SB-26MDocument17 pagesSpecification For Aluminum-Alloy Sand Castings: SB-26 /SB-26MHernan RiveraNo ratings yet
- B 26 - B 26M - 02 - Qji2l0iynk0tukve PDFDocument16 pagesB 26 - B 26M - 02 - Qji2l0iynk0tukve PDFDaniel ReyesNo ratings yet
- Aerospace Material Specification: AMS 5663MDocument11 pagesAerospace Material Specification: AMS 5663MAnonymous T6GllLl0No ratings yet
- Sa 387 2019Document6 pagesSa 387 2019CK CkkouNo ratings yet
- SAW Fluxes Stainless and Heat Resistant Steels: Basicity To BoniszewskiDocument3 pagesSAW Fluxes Stainless and Heat Resistant Steels: Basicity To BoniszewskiSungJun ParkNo ratings yet
- Ams 5596K PDFDocument8 pagesAms 5596K PDFadiNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Chemical Analysis of A Sample65x65x8Document1 pageChemical Analysis of A Sample65x65x8Amit ChaitNo ratings yet
- Heat Exchanger Tubes From T LDocument2 pagesHeat Exchanger Tubes From T LFaizan KhanNo ratings yet
- Chemical Analysis of A Sample50X50X6Document2 pagesChemical Analysis of A Sample50X50X6Amit ChaitNo ratings yet
- Metalshield MC-710XL: Conformances Key FeaturesDocument3 pagesMetalshield MC-710XL: Conformances Key FeaturesRumman Ul AhsanNo ratings yet
- CarbofilDocument3 pagesCarbofilBranko FerenčakNo ratings yet
- Specification For Copper and Copper Alloy Bare Welding Rods and ElectrodesDocument10 pagesSpecification For Copper and Copper Alloy Bare Welding Rods and ElectrodesGato SesaNo ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- AMS 5571 J-2012 - Eng.Document6 pagesAMS 5571 J-2012 - Eng.TetianaNo ratings yet
- Flux Certificate - 234-ELİFLUX BBR-AG-Sample PDFDocument1 pageFlux Certificate - 234-ELİFLUX BBR-AG-Sample PDFans44155No ratings yet
- Dokumen - Tips - Ansi Aws c18 93r Guide For The Protection of Steel With Thermal Sprayed Coatings PDFDocument43 pagesDokumen - Tips - Ansi Aws c18 93r Guide For The Protection of Steel With Thermal Sprayed Coatings PDFchepurthiNo ratings yet
- AMS4029MDocument5 pagesAMS4029M黄当甲No ratings yet
- Sma 6512H 2017Document9 pagesSma 6512H 2017jieNo ratings yet
- Ams 5662M PDFDocument11 pagesAms 5662M PDFadiNo ratings yet
- OK Flux 10.62 (Low-Alloyed Steels)Document4 pagesOK Flux 10.62 (Low-Alloyed Steels)גרבר פליקסNo ratings yet
- Specification SummaryDocument25 pagesSpecification SummaryDeepak KumarNo ratings yet
- IS2002 Steel SpecDocument2 pagesIS2002 Steel Speceraman_meNo ratings yet
- Special Metal Korea Co., LTD.: DescriptionDocument1 pageSpecial Metal Korea Co., LTD.: DescriptionWelli E SNo ratings yet
- Selection of Materials For WeldingDocument1 pageSelection of Materials For WeldingmohammedetaNo ratings yet
- Aerospace Material Specification: AMS5708 Rev. LDocument7 pagesAerospace Material Specification: AMS5708 Rev. Lfelipe juremaNo ratings yet
- MSS SP-42-1999Document16 pagesMSS SP-42-1999Surat ButtarasriNo ratings yet
- Iso 8501Document4 pagesIso 8501calinNo ratings yet
- Guidance On Complying With Section IX, QG-106: Updated To Address Revisions in The 2021 EditionDocument5 pagesGuidance On Complying With Section IX, QG-106: Updated To Address Revisions in The 2021 EditionSurat ButtarasriNo ratings yet
- Air Compressor 12 EA + 2 EA (Wellsite) Generator 10 EA + 1 EA (Wellsite)Document8 pagesAir Compressor 12 EA + 2 EA (Wellsite) Generator 10 EA + 1 EA (Wellsite)Surat ButtarasriNo ratings yet
- Price List: Inspection (Cwi, Cawi, Scwi)Document1 pagePrice List: Inspection (Cwi, Cawi, Scwi)SuratNo ratings yet
- Figure R4-1: Vacuum Column FlowsheetDocument18 pagesFigure R4-1: Vacuum Column Flowsheetnico123456789No ratings yet
- Govt - Polytechnic, Beed. 2021-22: CertificateDocument9 pagesGovt - Polytechnic, Beed. 2021-22: CertificateUttareshwarNo ratings yet
- Thermodynamics and Entropy Eng ItaDocument40 pagesThermodynamics and Entropy Eng ItaLeonardo RubinoNo ratings yet
- 4a. Nonlinear Structural Analysis For Seismic Design - Spring 2018 - v2Document30 pages4a. Nonlinear Structural Analysis For Seismic Design - Spring 2018 - v2Nguyen DuyNo ratings yet
- Soil Test ReportDocument8 pagesSoil Test ReportSheikh Mizanur RahmanNo ratings yet
- Da 9280Document30 pagesDa 9280alejandro pajaresNo ratings yet
- MAERSK POLICIES - AESM VESSELS - Ver 1Document39 pagesMAERSK POLICIES - AESM VESSELS - Ver 1buzy guyNo ratings yet
- Chapter 5-Part1-EEE301Document42 pagesChapter 5-Part1-EEE301DilekNo ratings yet
- Report On EGCB - Faujul Kabir - IUBATDocument124 pagesReport On EGCB - Faujul Kabir - IUBATFaujul KabirNo ratings yet
- Thermodynamics: S T H G S T H G S T G H C T H G K Mol KJ Mol JK K Mol KJ Mol KJ Mol KJ HCL NaohDocument5 pagesThermodynamics: S T H G S T H G S T G H C T H G K Mol KJ Mol JK K Mol KJ Mol KJ Mol KJ HCL NaohSam Illuminaughtyy KayNo ratings yet
- Peng Robinson Virial Equations of State ComparisonDocument7 pagesPeng Robinson Virial Equations of State Comparisondix6ieNo ratings yet
- Bank Math Bible-Boats and Streams (ch-19) PDFDocument12 pagesBank Math Bible-Boats and Streams (ch-19) PDFCR001No ratings yet
- Pipe FlangesDocument7 pagesPipe FlangesAli SafdarNo ratings yet
- Plant DataDocument34 pagesPlant Datahareesh babuNo ratings yet
- Fed STD H28 20BDocument30 pagesFed STD H28 20BAnonymous A5X4rddZPNo ratings yet
- CW62100Ex3000 已好Document4 pagesCW62100Ex3000 已好846213No ratings yet
- AC MachinesDocument8 pagesAC Machinesprince ian cruzNo ratings yet
- Analog Control LaboratoryDocument7 pagesAnalog Control LaboratoryAshik AhmedNo ratings yet
- Subsection ADocument96 pagesSubsection Asafeer ahmad100% (2)
- Crouzet Catalog Dsa00203999Document184 pagesCrouzet Catalog Dsa00203999Luis Miguel ZapataNo ratings yet
- Load Tests For Jet Grouting at MacauDocument8 pagesLoad Tests For Jet Grouting at MacauMatteoTrigliaReatoNo ratings yet
- Final Control Element PDFDocument61 pagesFinal Control Element PDFsumanroyal100% (1)
- SV400 Shop Manual Section 1 2 3 and 5Document149 pagesSV400 Shop Manual Section 1 2 3 and 5EnzoManalang100% (1)
- Envicool Outdoor Cabinet Cooling SolutionDocument8 pagesEnvicool Outdoor Cabinet Cooling SolutionCaesar Adam0% (1)
- Trussed RoofsDocument24 pagesTrussed RoofsKusum RawatNo ratings yet
- MAK4462 Machine - Tools Lecture - Notes 3Document126 pagesMAK4462 Machine - Tools Lecture - Notes 3muhammet çalımNo ratings yet
- CFD MainDocument177 pagesCFD MainSagar SrinivasNo ratings yet
- Force at Kaplan Turbine Wheel: 1. Tangent Force T or T: T BXDocument7 pagesForce at Kaplan Turbine Wheel: 1. Tangent Force T or T: T BXAndi SetyawanNo ratings yet
- ULTRA MEGA COMPI ADONIS SHORT With Rowen PDFDocument80 pagesULTRA MEGA COMPI ADONIS SHORT With Rowen PDFLaurenze SariNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsFrom EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsRating: 4 out of 5 stars4/5 (2)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)