You might also like
- Antena MikrostripDocument15 pagesAntena MikrostripQiqi WijayaNo ratings yet
- Femtosecond laser ablation of chromiumDocument9 pagesFemtosecond laser ablation of chromiumIsmatov TolibNo ratings yet
- Dynamic Characterization of A Transient Surface Temperature SensorDocument4 pagesDynamic Characterization of A Transient Surface Temperature SensorimanNo ratings yet
- Introduction. Construction and Geometry. Feeding Techniques. Substrate Properties. Loss Calculation.Document15 pagesIntroduction. Construction and Geometry. Feeding Techniques. Substrate Properties. Loss Calculation.Robert GrubeNo ratings yet
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocument12 pagesPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajNo ratings yet
- Micro-Machining With Ultrashort Laser Pulses: From Basic Understanding To Technical ApplicationsDocument10 pagesMicro-Machining With Ultrashort Laser Pulses: From Basic Understanding To Technical ApplicationsStroie MihaiNo ratings yet
- Introduction To NDT by Active Infrared Thermography PDFDocument22 pagesIntroduction To NDT by Active Infrared Thermography PDFJose Alejandro Mansutti GNo ratings yet
- 2010 JOAM1220101926 1929 6m.ene DobreDielresonatorantennasZSTDocument5 pages2010 JOAM1220101926 1929 6m.ene DobreDielresonatorantennasZSTece3a MITMNo ratings yet
- Pulse Width and Energy Influence On Laser Micromachining of Metals in A Range of 100 Fs To 5 PsDocument10 pagesPulse Width and Energy Influence On Laser Micromachining of Metals in A Range of 100 Fs To 5 PsMangesh PantawaneNo ratings yet
- Optical controlled thermal experiments simulations nanometer scaleDocument6 pagesOptical controlled thermal experiments simulations nanometer scale김영규No ratings yet
- Laser Ablation Efficiency of PaintDocument8 pagesLaser Ablation Efficiency of PaintmustafaNo ratings yet
- Corrosion Inspection by EdDocument8 pagesCorrosion Inspection by EdMassimo FumarolaNo ratings yet
- Measure Ash Content in CoalDocument14 pagesMeasure Ash Content in CoalAshish ManwarNo ratings yet
- Magneto-Optical Current Transformer of High Bandwidth and Large Temperature RangeDocument7 pagesMagneto-Optical Current Transformer of High Bandwidth and Large Temperature Rangeabishek_bhardwa8666No ratings yet
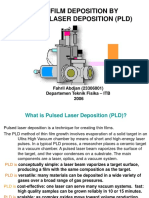
- THIN FILM DEPOSITION USING PULSED LASER DEPOSITION EXPLAINEDDocument46 pagesTHIN FILM DEPOSITION USING PULSED LASER DEPOSITION EXPLAINEDfahril abdjanNo ratings yet
- Micro-Fabrication by ECM and DepositionDocument42 pagesMicro-Fabrication by ECM and DepositionAjay SwainNo ratings yet
- Metamaterial Absorber by VO2Document7 pagesMetamaterial Absorber by VO2Omar FarukNo ratings yet
- Sun 2013Document10 pagesSun 2013zidan ojaNo ratings yet
- Cahill 1990Document8 pagesCahill 1990Triều Huỳnh NhậtNo ratings yet
- Tratamente Termice Moderne Aplicate Organelor de Mașini EnglezaDocument5 pagesTratamente Termice Moderne Aplicate Organelor de Mașini EnglezaamocatoNo ratings yet
- Bulgakova ApplPhysA 2001Document10 pagesBulgakova ApplPhysA 2001norbNo ratings yet
- Optical Materials: SciencedirectDocument6 pagesOptical Materials: SciencedirectManendra ChaudhryNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- Microstrip Line EquationsDocument14 pagesMicrostrip Line EquationscftrutaNo ratings yet
- Induction HeatingDocument9 pagesInduction HeatingAFLAC ............100% (1)
- Testing of Laser DamageDocument6 pagesTesting of Laser DamagedhdiazoNo ratings yet
- Micro Electrochemical Machining of 3D Micro Structure Using Dilute Sulfuric AcidDocument4 pagesMicro Electrochemical Machining of 3D Micro Structure Using Dilute Sulfuric AcidResearch AssistanceNo ratings yet
- High-Performance Grating Coupled Surface Plasmon Resonance Sensor Based On Al-Au Bimetallic LayerDocument6 pagesHigh-Performance Grating Coupled Surface Plasmon Resonance Sensor Based On Al-Au Bimetallic LayerFelipe LucenaNo ratings yet
- Models For Laser AblationDocument39 pagesModels For Laser AblationEdylennyy EdyNo ratings yet
- Coupled Thermal-Electromagnetic Model For MicrowavDocument7 pagesCoupled Thermal-Electromagnetic Model For MicrowavNewton RaiNo ratings yet
- Efficient laser operation and continuous-wave diode pumping of Cr2+:ZnSeDocument3 pagesEfficient laser operation and continuous-wave diode pumping of Cr2+:ZnSeAlexanderNo ratings yet
- 02 Prog Dv2Document49 pages02 Prog Dv2deboline mitraNo ratings yet
- Maldague - Applications of Infrared Thermography in Nondestructive Evaluation PDFDocument23 pagesMaldague - Applications of Infrared Thermography in Nondestructive Evaluation PDFFilipehenriqueNo ratings yet
- PT 4: Capteur de Gaz À Ondes Élastiques de SurfaceDocument20 pagesPT 4: Capteur de Gaz À Ondes Élastiques de SurfaceHubert TekouaNo ratings yet
- Optical and Dispersion Parameters of ZnS Thin FilmsDocument13 pagesOptical and Dispersion Parameters of ZnS Thin FilmsNabeel Ali Al-Miz'elNo ratings yet
- Impact of The Lasr Wavelength and FDocument5 pagesImpact of The Lasr Wavelength and Fxafat53862No ratings yet
- 234 Laser Beam MachiningDocument13 pages234 Laser Beam MachiningrrameshsmitNo ratings yet
- Engineering With Low Thermoelastic Damping: MEMS ResonatorsDocument59 pagesEngineering With Low Thermoelastic Damping: MEMS ResonatorsangelNo ratings yet
- Sensors 17 00552 v2Document12 pagesSensors 17 00552 v2Triều Huỳnh NhậtNo ratings yet
- LBMDocument26 pagesLBMChennuri Venugopala ChariNo ratings yet
- Deformation Behaviors of Laser Forming of Ring Sheet MetalsDocument5 pagesDeformation Behaviors of Laser Forming of Ring Sheet Metalscreate accountNo ratings yet
- Damping Effects On Shock Response Spectra: 1.8-Inch Disk DrivesDocument8 pagesDamping Effects On Shock Response Spectra: 1.8-Inch Disk DrivesDani Quirante Flaaut EtcNo ratings yet
- NdYAG Laser Welding PDFDocument18 pagesNdYAG Laser Welding PDFfuratnajjarNo ratings yet
- Amp 2021-06Document12 pagesAmp 2021-06Renata OsunaNo ratings yet
- Nanoscience and Nanotechnology PDFDocument15 pagesNanoscience and Nanotechnology PDFManav JainNo ratings yet
- Finite Element Analysis of Transformer C PDFDocument5 pagesFinite Element Analysis of Transformer C PDFJose CasaisNo ratings yet
- Wavelength-Selective Infrared Metasurface Absorber For Multispectral Thermal DetectionDocument11 pagesWavelength-Selective Infrared Metasurface Absorber For Multispectral Thermal DetectionSas ShNo ratings yet
- Melting and Solidification in Laser-Irradiated Hgcdte: Applied Physics ADocument7 pagesMelting and Solidification in Laser-Irradiated Hgcdte: Applied Physics AMaja ScepanovicNo ratings yet
- Application of Diffracted Wave Analysis in 4D Seismic For Gas Leakage DetectionDocument24 pagesApplication of Diffracted Wave Analysis in 4D Seismic For Gas Leakage DetectionFaisal AlonaiziNo ratings yet
- Models.aco.Saw Gas SensorDocument20 pagesModels.aco.Saw Gas Sensorchefzapvp1234567No ratings yet
- 90 PDFDocument12 pages90 PDFBrandon HenryNo ratings yet
- New Method For Calculating The Heating of ConductorDocument15 pagesNew Method For Calculating The Heating of ConductorBrent M. GannonNo ratings yet
- LIU 16 JMMM Effect of Interface Roughness On Superconducting TransitionDocument6 pagesLIU 16 JMMM Effect of Interface Roughness On Superconducting TransitionElisa Baggio SaitovitchNo ratings yet
- Xu 2009Document8 pagesXu 2009zidan ojaNo ratings yet
- Materials Letters: C.K. Chung, W.T. Chang, C.F. Chen, M.W. LiaoDocument4 pagesMaterials Letters: C.K. Chung, W.T. Chang, C.F. Chen, M.W. LiaoAsandulesa AndreeaNo ratings yet
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1From EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Rating: 4.5 out of 5 stars4.5/5 (5)
- Introduction to Quantum Electronics: International Series of Monographs in Natural PhilosophyFrom EverandIntroduction to Quantum Electronics: International Series of Monographs in Natural PhilosophyNo ratings yet
- Noise in Nanoscale Semiconductor DevicesFrom EverandNoise in Nanoscale Semiconductor DevicesTibor GrasserNo ratings yet
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresFrom EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresRating: 4 out of 5 stars4/5 (1)
- How Asahi Kasei is Developing Next Generation Electrolyzer Technology to Reduce Power ConsumptionDocument24 pagesHow Asahi Kasei is Developing Next Generation Electrolyzer Technology to Reduce Power Consumptionmanojkp003No ratings yet
- Atomic Theory and States of Matter in 40 CharactersDocument65 pagesAtomic Theory and States of Matter in 40 CharactersCarmelagrace De Luna BagtasNo ratings yet
- Chapter 3 Questions WatermarkDocument13 pagesChapter 3 Questions WatermarkElgin SoonNo ratings yet
- Rubber Compound PropertiesDocument7 pagesRubber Compound PropertiesBhushan VermaNo ratings yet
- Process Engineering Toolkit SolutionsDocument71 pagesProcess Engineering Toolkit SolutionsTeymur RegenmaisterNo ratings yet
- Pressure MeasurementDocument19 pagesPressure Measurementdevarshikumar vaidya100% (1)
- Chemistry HL Paper 2 TZ1Document36 pagesChemistry HL Paper 2 TZ1Hasnatul Khaira100% (1)
- Metallurgical Thermo Dynamics9 R H TupkaryDocument208 pagesMetallurgical Thermo Dynamics9 R H TupkaryRahul Pandey100% (7)
- CA Lesson 2 AlkanesDocument31 pagesCA Lesson 2 AlkanesAlbaraaAliNo ratings yet
- AcidizingDocument58 pagesAcidizingHamid Reza BabaeiNo ratings yet
- Chemistry (KV)Document8 pagesChemistry (KV)ImmortalNo ratings yet
- Molecular Mechanism of High Pressure Action On LupanineDocument6 pagesMolecular Mechanism of High Pressure Action On Lupanineruty_9_3No ratings yet
- Exp. 1 EFFECT OF FLOW RATE IN THE EFFECTIVENESS OF SHELLTUBE HEAT EXCHANGERDocument6 pagesExp. 1 EFFECT OF FLOW RATE IN THE EFFECTIVENESS OF SHELLTUBE HEAT EXCHANGERdiwaniiNo ratings yet
- Cartajena REVISEDDocument11 pagesCartajena REVISEDJerome Russel PublìcòNo ratings yet
- AHRI Standard 550-590 I-P 2018Document115 pagesAHRI Standard 550-590 I-P 2018calvin_tcseng2634No ratings yet
- Green Synthesis of Silver Nano Particle Using Hibiscus Rosa SinensisDocument3 pagesGreen Synthesis of Silver Nano Particle Using Hibiscus Rosa SinensisLestariNo ratings yet
- Early Science in Young ChildrenDocument14 pagesEarly Science in Young ChildrenNONI ASYIKIN100% (2)
- Mev Cm2/Mg (I.E., Mev/Cm Divided by Mg/Cm2)Document2 pagesMev Cm2/Mg (I.E., Mev/Cm Divided by Mg/Cm2)Raghu RamNo ratings yet
- Effect of Concentration On Elevation of Boiling PointDocument16 pagesEffect of Concentration On Elevation of Boiling Pointvikas yadavNo ratings yet
- The Industrial Manufacture of Sulphuric Acid (H SO) : Contact ProcessDocument7 pagesThe Industrial Manufacture of Sulphuric Acid (H SO) : Contact Processprinc123No ratings yet
- Mastermind: Instructions To Be FollowedDocument21 pagesMastermind: Instructions To Be FollowedsaadNo ratings yet
- Crystallizer SelectionDocument8 pagesCrystallizer SelectionKTINE08No ratings yet
- 9 Types of Heat TransferDocument3 pages9 Types of Heat TransfergopishereNo ratings yet
- Lecture On: Dr. Nitesh MondalDocument10 pagesLecture On: Dr. Nitesh MondalNitesh MondalNo ratings yet
- 17 Chapter Physics TestDocument1 page17 Chapter Physics TesthasnainNo ratings yet
- To Investigate The Dependence of Angle of Deviation On Angle of Incidence Using A Hollow Prism Filled One by One, With Different Transparent FluidsDocument19 pagesTo Investigate The Dependence of Angle of Deviation On Angle of Incidence Using A Hollow Prism Filled One by One, With Different Transparent FluidsBiswaranjan TripathyNo ratings yet
- junjiraporn,+01+Fiseha+M +guangulDocument10 pagesjunjiraporn,+01+Fiseha+M +guangulKheyDelfinNo ratings yet
- 706 Aed 831676438Document27 pages706 Aed 831676438Online JobNo ratings yet
- 3-4 Gas Laws Int - Reader - Study - Guide PDFDocument6 pages3-4 Gas Laws Int - Reader - Study - Guide PDFVara BikkinaNo ratings yet