You might also like
- Advances in Physicochemical Properties of Biopolymers: Part 2From EverandAdvances in Physicochemical Properties of Biopolymers: Part 2No ratings yet
- Permanasari 2018 IOP Conf. Ser. Earth Environ. Sci. 160 012002Document7 pagesPermanasari 2018 IOP Conf. Ser. Earth Environ. Sci. 160 012002yunitaknNo ratings yet
- Enzymatic Purification of GlucomannanDocument12 pagesEnzymatic Purification of GlucomannannaufalrayanNo ratings yet
- Harni 2021 IOP Conf. Ser. Earth Environ. Sci. 757 012064Document6 pagesHarni 2021 IOP Conf. Ser. Earth Environ. Sci. 757 012064Zanariah HashimNo ratings yet
- Optimisation of Enzymatic Hydrolysis of Apple PomaceDocument13 pagesOptimisation of Enzymatic Hydrolysis of Apple PomaceDea Inthay WulanNo ratings yet
- Yadav Et Al., 2017Document5 pagesYadav Et Al., 2017Ajeng MayzaNo ratings yet
- Characterization of Cassava Starch and Its PotentiDocument10 pagesCharacterization of Cassava Starch and Its PotentiLucky SamsonNo ratings yet
- Appl. Environ. Microbiol. 2008 Dumbrepatil 333 5Document3 pagesAppl. Environ. Microbiol. 2008 Dumbrepatil 333 5DHENADANo ratings yet
- Ampas SaguDocument9 pagesAmpas Sagumardian azuraNo ratings yet
- Kadar Gula Reduksi Onggok Sutikno Et AlDocument12 pagesKadar Gula Reduksi Onggok Sutikno Et AlJunt OtsdrzNo ratings yet
- ProcessDocument8 pagesProcessMARY ROSE HERNANDEZNo ratings yet
- Yunus 2014Document10 pagesYunus 2014La Ode Muhamad RusliNo ratings yet
- Effect of PH and Temperature On The Activities of Alphaamylase in Cassava Starch LiquefactionDocument7 pagesEffect of PH and Temperature On The Activities of Alphaamylase in Cassava Starch LiquefactionWelinda MemeNo ratings yet
- 2008.simultaneous Non-Thermal Saccharification of Cassava Pulp by Multi-Enzyme Activity and Ethanolnext Term Fermentation by Candida TropicalisDocument6 pages2008.simultaneous Non-Thermal Saccharification of Cassava Pulp by Multi-Enzyme Activity and Ethanolnext Term Fermentation by Candida TropicalisOrban CsongorNo ratings yet
- Kinetic Modeling of Simultaneous Saccharification and Fermentation of Corn Starch For Ethanol ProductionDocument10 pagesKinetic Modeling of Simultaneous Saccharification and Fermentation of Corn Starch For Ethanol ProductionSeba GelsuminoNo ratings yet
- IOP Conf VinegarDocument9 pagesIOP Conf VinegarJuniawatiNo ratings yet
- Purification and Characterization of Amyloglucosidase Produced by Aspergillus Awamori NA21Document11 pagesPurification and Characterization of Amyloglucosidase Produced by Aspergillus Awamori NA21KukymovNo ratings yet
- Modelling of Glucose Syrup Production ProcessDocument8 pagesModelling of Glucose Syrup Production ProcessMuhammadAbdulHadiNo ratings yet
- Glucansucrase from L. plantarum DM5Document11 pagesGlucansucrase from L. plantarum DM5NiharikaNo ratings yet
- Sugar Utilization by Yeast During FermentationDocument10 pagesSugar Utilization by Yeast During FermentationLESHANTHIY A/P K SANTHI RASEGARAN -No ratings yet
- CSCC6201804V04S01A0008Document12 pagesCSCC6201804V04S01A0008Olajide Habib OlaniranNo ratings yet
- Enzymaic Production of HFCS Containing 55% Fructose in Aqueous EthanolDocument4 pagesEnzymaic Production of HFCS Containing 55% Fructose in Aqueous Ethanolsinta putri karismaNo ratings yet
- Glucose Syrup Production From Indonesian Palm and Cassava StarchDocument7 pagesGlucose Syrup Production From Indonesian Palm and Cassava StarchangelNo ratings yet
- Yeast IsolationDocument6 pagesYeast IsolationdyahNo ratings yet
- Fermentation and Recovery of L-Glutamic - Acid - FromDocument8 pagesFermentation and Recovery of L-Glutamic - Acid - FromPrachi BhoirNo ratings yet
- Duan2008 AnnotatedDocument9 pagesDuan2008 Annotatednoviantyramadhani12No ratings yet
- Solid State PharmaceuticsDocument6 pagesSolid State PharmaceuticsPrajyot SononeNo ratings yet
- 1 s2.0 S0260877417304533 MainDocument9 pages1 s2.0 S0260877417304533 MainStevenCarlNo ratings yet
- Pectin Hydrolysis in Cashew Apple Juice Byaspergillus aculeatusURM4953Document8 pagesPectin Hydrolysis in Cashew Apple Juice Byaspergillus aculeatusURM4953Jonatas CarvalhoNo ratings yet
- PPI UK Inggris - Pratiwi Eka PutriDocument2 pagesPPI UK Inggris - Pratiwi Eka PutripratiwiNo ratings yet
- Biorefinery Sequential Extraction of Alginate by Conventional and Hydrothermal Fucoidan From The Brown Alga, Sargassum CristaefoliumDocument10 pagesBiorefinery Sequential Extraction of Alginate by Conventional and Hydrothermal Fucoidan From The Brown Alga, Sargassum Cristaefoliumsugiono sugionoNo ratings yet
- Desain Reaktor IsomerisasiDocument7 pagesDesain Reaktor IsomerisasiIka Y. RachmawatiNo ratings yet
- Bài Thí nghiệm SLSFD - 2023 - ELITECHDocument6 pagesBài Thí nghiệm SLSFD - 2023 - ELITECHVan VietNo ratings yet
- Enzymic Hydrolysis of JengkolDocument6 pagesEnzymic Hydrolysis of Jengkoly.s.6saputroNo ratings yet
- 2012 Melinda Chua Methodologies For The Extraction and Analysis of Konjac Glucomannan FromDocument9 pages2012 Melinda Chua Methodologies For The Extraction and Analysis of Konjac Glucomannan FromShofwatun Nida100% (1)
- Food 4Document10 pagesFood 4Narasimhulu KNo ratings yet
- 10 5923 J Food 20140403 04 PDFDocument6 pages10 5923 J Food 20140403 04 PDFERIKA MARIE BECERRELNo ratings yet
- Comparative Studies On The Production of Glucose and High Fructose Syrup From Tuber StarchesDocument8 pagesComparative Studies On The Production of Glucose and High Fructose Syrup From Tuber StarchesDebora Pasaribu100% (1)
- Food Bioscience: Arifin Dwi Saputro, Davy Van de Walle, Koen DewettinckDocument8 pagesFood Bioscience: Arifin Dwi Saputro, Davy Van de Walle, Koen Dewettincklaycang malangNo ratings yet
- Yeast Preferentially Uptake Glucose Over FructoseDocument9 pagesYeast Preferentially Uptake Glucose Over FructoseAdrian WongNo ratings yet
- Journal Pre-Proof: Analytical BiochemistryDocument23 pagesJournal Pre-Proof: Analytical BiochemistryJorge GKNo ratings yet
- Development of a strategy for the screening of α-glucosidase-producing microorganismsDocument10 pagesDevelopment of a strategy for the screening of α-glucosidase-producing microorganismsJose Luis Ponce CovarrubiasNo ratings yet
- Fed-Batch Alcoholic Fermentation of Palm Juice (Arenga Pinnata Merr) : Influence of The Feeding Rate On Yeast, Yield and ProductivityDocument5 pagesFed-Batch Alcoholic Fermentation of Palm Juice (Arenga Pinnata Merr) : Influence of The Feeding Rate On Yeast, Yield and ProductivityindriNo ratings yet
- Graft Copolymerization, Characterization, and Degradation of Cassava Starch-G-Acrylamide/itaconic Acid SuperabsorbentsDocument17 pagesGraft Copolymerization, Characterization, and Degradation of Cassava Starch-G-Acrylamide/itaconic Acid SuperabsorbentsCaty CerasNo ratings yet
- Yarnpakdee 2015 Ekstraksi AgarDocument10 pagesYarnpakdee 2015 Ekstraksi AgarAmpun Bang JagoNo ratings yet
- JFS C: Characterization of Hydrolysates from Enzymatic Hydrolysis of Wheat GlutenDocument5 pagesJFS C: Characterization of Hydrolysates from Enzymatic Hydrolysis of Wheat GlutenMarianela RodriguezNo ratings yet
- Optimization of Multilevel Ethanol Leaching Using Response Surface MethodologyDocument13 pagesOptimization of Multilevel Ethanol Leaching Using Response Surface Methodologykang_eebNo ratings yet
- N Fructo OligosaccharidesDocument5 pagesN Fructo Oligosaccharidesphuongdung2012No ratings yet
- BBRAV11SplEditionP187 192Document6 pagesBBRAV11SplEditionP187 192Dava ErwinNo ratings yet
- Fermentasi Etanol Dari Limbah Padat Tapioka (Onggok) Oleh Aspergillus Niger Dan ZymomonasDocument6 pagesFermentasi Etanol Dari Limbah Padat Tapioka (Onggok) Oleh Aspergillus Niger Dan ZymomonasBiodiversitas, etcNo ratings yet
- Laboratory scale production of glucose syrup from maize, millet and sorghum starchDocument8 pagesLaboratory scale production of glucose syrup from maize, millet and sorghum starchRizqa FauziyahNo ratings yet
- Tebu Thai2012Document8 pagesTebu Thai2012111280No ratings yet
- Hydrolysis of Beet Pulp Polysaccharides Bu Extracts of Solid State Cultures of Penicillium CapsulatumDocument6 pagesHydrolysis of Beet Pulp Polysaccharides Bu Extracts of Solid State Cultures of Penicillium CapsulatumANTONIO CELSO R DE OLIVEIRANo ratings yet
- Sci - HubDocument7 pagesSci - HubVõ Hữu Hồng ChiNo ratings yet
- Influence of Sugar ConcentratiDocument11 pagesInfluence of Sugar ConcentratiSitti Khadijah HamidNo ratings yet
- Production of Ethanol From MolassesDocument5 pagesProduction of Ethanol From MolassesKrishna PotluriNo ratings yet
- Food Hydrocolloids: Y.N. Shariffa, A.A. Karim, A. Fazilah, I.S.M. ZaidulDocument7 pagesFood Hydrocolloids: Y.N. Shariffa, A.A. Karim, A. Fazilah, I.S.M. ZaidulMilian Asha Bio MuradNo ratings yet
- Yamada 2005Document6 pagesYamada 2005Dương Nguyễn Thùy DungNo ratings yet
- PEMANFAATAN KULIT CEMPEDAK SEBAGAI BAHAN BAKU PEMBUATAN BIOETANOL DENGAN PROSES FERMENTASI MENGGUNAKAN SACCHAROMYCES CEREVISEAEDocument9 pagesPEMANFAATAN KULIT CEMPEDAK SEBAGAI BAHAN BAKU PEMBUATAN BIOETANOL DENGAN PROSES FERMENTASI MENGGUNAKAN SACCHAROMYCES CEREVISEAEDianSafitriAndazi 27No ratings yet
- PRODUCTION OF ETHANOL FROM TAPIOCA SUGARS (24pgs)Document24 pagesPRODUCTION OF ETHANOL FROM TAPIOCA SUGARS (24pgs)Zanariah HashimNo ratings yet
- Asric 2022Document3 pagesAsric 2022Zanariah HashimNo ratings yet
- 25 Jan-General 2-The Malaysian ReserveDocument5 pages25 Jan-General 2-The Malaysian ReserveZanariah HashimNo ratings yet
- Icbsn 2021 Opbt-010Document1 pageIcbsn 2021 Opbt-010Zanariah HashimNo ratings yet
- Icbsn 2021 Opbt-010Document1 pageIcbsn 2021 Opbt-010Zanariah HashimNo ratings yet
- APJMBB272Document1 pageAPJMBB272Zanariah HashimNo ratings yet
- Farrah - 2017 - TC 12 1 3Document3 pagesFarrah - 2017 - TC 12 1 3Zanariah HashimNo ratings yet
- Hashim Z 2017 - CET139Document6 pagesHashim Z 2017 - CET139Zanariah HashimNo ratings yet
- Hashim 2016 IOPDocument13 pagesHashim 2016 IOPZanariah HashimNo ratings yet
- List Tank Kotor 2024Document5 pagesList Tank Kotor 2024myjbc12No ratings yet
- Carbohydrates Quiz #1Document7 pagesCarbohydrates Quiz #1Abdul JackowlNo ratings yet
- Palm Oil SpecificationDocument2 pagesPalm Oil SpecificationParna Sitanggang50% (2)
- Exp 6 BiochemDocument5 pagesExp 6 BiochemL-yeah TraifalgarNo ratings yet
- Candy and Confectionery: Types, Ingredients and ManufacturingDocument3 pagesCandy and Confectionery: Types, Ingredients and ManufacturingJorge Armando Carrascal CorreaNo ratings yet
- BOB - IdentifyingNutrientsSEDocument6 pagesBOB - IdentifyingNutrientsSEKamil JabiriNo ratings yet
- MCQ Carbohydrates Pdffor More JoinDocument6 pagesMCQ Carbohydrates Pdffor More JoinVikash KushwahaNo ratings yet
- MECAS (12) 04 - Alternative Sweeteners in A Higher Sugar Price Environment - EnglishDocument59 pagesMECAS (12) 04 - Alternative Sweeteners in A Higher Sugar Price Environment - EnglishquimicalocaNo ratings yet
- Midterm Lab - Quiz 1Document3 pagesMidterm Lab - Quiz 1Alyssa MasacayanNo ratings yet
- Epimeya: Ribulose S-Phosprade Isomer YaseDocument1 pageEpimeya: Ribulose S-Phosprade Isomer YaseOmpriya SNo ratings yet
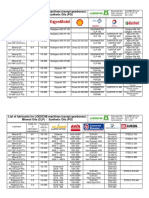
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Document8 pagesList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaNo ratings yet
- kẹo đường socolaDocument7 pageskẹo đường socolaHàn Mẫn PhươngNo ratings yet
- CarbohydratesDocument41 pagesCarbohydratesStrange Me100% (3)
- Exercise 4 Test For Carbohydrates: CHY 47.1 Biochemistry LaboratoryDocument11 pagesExercise 4 Test For Carbohydrates: CHY 47.1 Biochemistry LaboratorycamilleNo ratings yet
- E-COMPANY PROFILE KMR 2020-NewDocument10 pagesE-COMPANY PROFILE KMR 2020-NewLeonardoNo ratings yet
- Carbohydrate StructureDocument51 pagesCarbohydrate StructureStephany Mae ChiNo ratings yet
- SucroseDocument6 pagesSucroseCodenameillyNo ratings yet
- Week-1 Midterms BiolecDocument7 pagesWeek-1 Midterms BiolecJohn Paul DianNo ratings yet
- Table 1: Test For Carbohydrates Table 2: Test For Proteins Table 3: Test For LipidsDocument3 pagesTable 1: Test For Carbohydrates Table 2: Test For Proteins Table 3: Test For LipidssamanthakaurNo ratings yet
- Post Translational ModificationsDocument3 pagesPost Translational ModificationsIzzat RozaliNo ratings yet
- CarbohydratesDocument112 pagesCarbohydratesmaryam ijazNo ratings yet
- Functional Properties of Maltitol: January 2013Document6 pagesFunctional Properties of Maltitol: January 2013Nihel FarroukhNo ratings yet
- Chemistry of CarbohydratesDocument57 pagesChemistry of CarbohydratesShafaqat Ghani Shafaqat GhaniNo ratings yet
- Artificial Sweeteners: A Guide to Sugar Substitutes and Their UsesDocument11 pagesArtificial Sweeteners: A Guide to Sugar Substitutes and Their Usespeach treeNo ratings yet
- Angela Carbohydrates BrochureDocument2 pagesAngela Carbohydrates Brochureapi-294777149No ratings yet
- 2.2 (BIOCHEMISTRY) Carbohydrate Chemistry and MetabolismDocument8 pages2.2 (BIOCHEMISTRY) Carbohydrate Chemistry and Metabolismlovelots1234No ratings yet
- Divine Word College Biochemistry Lesson on CarbohydratesDocument17 pagesDivine Word College Biochemistry Lesson on CarbohydratesGenesis PalangiNo ratings yet
- Test Result Discussion/Explanation: CarbohydratesDocument11 pagesTest Result Discussion/Explanation: CarbohydratesAnnapril TasicNo ratings yet
- 1.1, 1.2, 1.3 Carbohydrates PDFDocument4 pages1.1, 1.2, 1.3 Carbohydrates PDFshahbazhu006No ratings yet
- Stereoisomerism in CarbohydratesDocument12 pagesStereoisomerism in CarbohydratesRimsha RizwanNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet