You might also like
- Cours Microsoft Excel 2019Document297 pagesCours Microsoft Excel 2019Formateur Sap Sage100% (1)
- 024 Price and Everything PDFDocument12 pages024 Price and Everything PDFTman LetswaloNo ratings yet
- Kanban ProjectDocument21 pagesKanban ProjectBayu SetiadiNo ratings yet
- Global Sap Kanban ProcessDocument52 pagesGlobal Sap Kanban ProcessAbhijitNo ratings yet
- Kanban SystemDocument23 pagesKanban Systemzohairimtiaz86% (7)
- Production Kitting Using WM-PP Interface: Setting Up SAP WM PP Interface Is Covered in This Online SAP WM Training CourseDocument6 pagesProduction Kitting Using WM-PP Interface: Setting Up SAP WM PP Interface Is Covered in This Online SAP WM Training Courseanon_672875766No ratings yet
- Lect12 - Kanban SystemsDocument37 pagesLect12 - Kanban Systemsmaniea1990100% (1)
- No. 3 Lean System PDFDocument25 pagesNo. 3 Lean System PDFPrashant GunahNo ratings yet
- Types of Kanbans and Their ApplicationsDocument23 pagesTypes of Kanbans and Their ApplicationsHilalAldemirNo ratings yet
- Productvity and Quality ManagementDocument38 pagesProductvity and Quality ManagementNikunj AgrawalNo ratings yet
- Lecture 12Document39 pagesLecture 12yuzlubahadirNo ratings yet
- Chapter 16 - Lean Systems Answers To Questions, Problems, and Case Problems Answers To QuestionsDocument13 pagesChapter 16 - Lean Systems Answers To Questions, Problems, and Case Problems Answers To QuestionsomkarNo ratings yet
- Here's How Kanban WorksDocument3 pagesHere's How Kanban WorksShiva Krishna BhagavatulaNo ratings yet
- Good Afternoon Everyone. What Is Kanban (1Document9 pagesGood Afternoon Everyone. What Is Kanban (1PrakritiNo ratings yet
- Just-In-Time and Kanban: Push or Pull?Document43 pagesJust-In-Time and Kanban: Push or Pull?cristianpetriceanNo ratings yet
- Kanban or Pull Production SystemDocument23 pagesKanban or Pull Production SystemSreejith Bhattathiri100% (1)
- Ch6-The Kanban SystemDocument23 pagesCh6-The Kanban SystemSaadAminNo ratings yet
- OM - PPT 02 KanbanDocument28 pagesOM - PPT 02 KanbanSourav SinhaNo ratings yet
- Glovia KanbanDocument2 pagesGlovia KanbandahboushNo ratings yet
- Just in Time Manufacture (JIT) : Reduction of Batch SizesDocument5 pagesJust in Time Manufacture (JIT) : Reduction of Batch Sizessankalp pandeyNo ratings yet
- Implemetation of KanbanDocument24 pagesImplemetation of KanbanEditor IJTSRDNo ratings yet
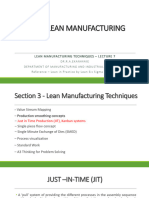
- Presentation - Lean Manufacturing Techniques - Lecture 07Document20 pagesPresentation - Lean Manufacturing Techniques - Lecture 07Nadun NilupulNo ratings yet
- Case Study: Design of A Conveyorized Production LineDocument10 pagesCase Study: Design of A Conveyorized Production LineEkta GhongeNo ratings yet
- Toyota Production SystemDocument27 pagesToyota Production Systemmentee111100% (3)
- Kanban Procedure IndiaDocument6 pagesKanban Procedure Indiamintu12353No ratings yet
- Kit - Kanban Process Rev06Document27 pagesKit - Kanban Process Rev06Asri Ulan ShalehNo ratings yet
- Arena Modules For Modeling Kanban Controlled Manuf U 123453.602601Document8 pagesArena Modules For Modeling Kanban Controlled Manuf U 123453.602601Khalid IdrissiNo ratings yet
- Work Cells and Cellular ManufacturingDocument25 pagesWork Cells and Cellular ManufacturingSupriya ChaNo ratings yet
- Kanban SystemDocument17 pagesKanban SystemAswin SankarNo ratings yet
- Kanban: Presented byDocument12 pagesKanban: Presented byshrutesNo ratings yet
- 6.3.6 System Entry Point: Figure 114: The Sequence in A CONWIP Backlog Should Be Easy To Understand (Image Roser)Document40 pages6.3.6 System Entry Point: Figure 114: The Sequence in A CONWIP Backlog Should Be Easy To Understand (Image Roser)Đạt Nguyễn TiếnNo ratings yet
- Example: A Production / Inventory System: Product Processing Lots of Five UnitsDocument3 pagesExample: A Production / Inventory System: Product Processing Lots of Five UnitsAsmaeEttakiNo ratings yet
- Kanban SystemsDocument10 pagesKanban SystemsZeeshange100% (1)
- Kanban SystemDocument3 pagesKanban SystemsentaprilepNo ratings yet
- Kanban: Abdullah Aftab M Ahmed IslamDocument7 pagesKanban: Abdullah Aftab M Ahmed IslamEngr Abdullah Aftab HaansNo ratings yet
- Meaning of KanbanDocument26 pagesMeaning of KanbanSagardwip DeyNo ratings yet
- Kanban ProcessDocument45 pagesKanban ProcessAvinash DondapatyNo ratings yet
- Kanban TypesDocument5 pagesKanban TypesAmit SharmaNo ratings yet
- Kanban SystemDocument23 pagesKanban SystemSachin MaheshwarNo ratings yet
- Kanban SystemDocument23 pagesKanban SystemSlamet Dwi HaryantoNo ratings yet
- Kanban SystemDocument23 pagesKanban SystemSlamet Dwi HaryantoNo ratings yet
- KanbanDocument10 pagesKanbanAmbili K CNo ratings yet
- How To Control A Production SystemDocument4 pagesHow To Control A Production SystemSashi PrabhuNo ratings yet
- Kanban AssignmentDocument12 pagesKanban AssignmentআশরাফুলইসলামNo ratings yet
- Lean SystemDocument33 pagesLean SystemJackson TeohNo ratings yet
- Kanban System: Hari Haran.K M.E (C.I.M) 2009206028Document37 pagesKanban System: Hari Haran.K M.E (C.I.M) 2009206028daranivelNo ratings yet
- The Pull System Mystery ExplainedDocument5 pagesThe Pull System Mystery Explainedpg_menemNo ratings yet
- What Is JIT?: Kanban SystemsDocument7 pagesWhat Is JIT?: Kanban Systemssedattezgul9712No ratings yet
- WCM Logistics/Customer Service Pillar: Kanban ImplementationDocument10 pagesWCM Logistics/Customer Service Pillar: Kanban ImplementationFranciele BorgesNo ratings yet
- Lean ProductionDocument31 pagesLean ProductionAshish Chatrath100% (2)
- Kanban Excercise-1Document2 pagesKanban Excercise-1Viraj vjNo ratings yet
- KanbanDocument30 pagesKanbanlalitNo ratings yet
- The Kanban SystemDocument5 pagesThe Kanban SystemAnil SinghNo ratings yet
- Chap 12Document30 pagesChap 12Binh DoNo ratings yet
- GT Mod 4Document34 pagesGT Mod 4Sudheesh SNo ratings yet
- Manufacturing CellDocument19 pagesManufacturing CellRavi Nawal100% (1)
- Short Notes On Oracle WIP Userguide IVDocument31 pagesShort Notes On Oracle WIP Userguide IVtsurendarNo ratings yet
- Kanban InstructionsDocument17 pagesKanban InstructionsDũng TNNo ratings yet
- KANBAN: Streamlining Workflow for Effortless Efficiency (2023 Guide for Beginners)From EverandKANBAN: Streamlining Workflow for Effortless Efficiency (2023 Guide for Beginners)No ratings yet
- The Thermoeconomics of Energy ConversionsFrom EverandThe Thermoeconomics of Energy ConversionsRating: 5 out of 5 stars5/5 (2)
- Grading Sheet - 1st Sem - 2020-2021Document33 pagesGrading Sheet - 1st Sem - 2020-2021Julie Ann QuicayNo ratings yet
- Chapter 5: Other Relational LanguagesDocument84 pagesChapter 5: Other Relational LanguagesmenotesNo ratings yet
- Review of Data Fusion Methods For Real-Time and Multi-Sensor Traffic Flow AnalysisDocument19 pagesReview of Data Fusion Methods For Real-Time and Multi-Sensor Traffic Flow AnalysisTushar MukherjeeNo ratings yet
- Chambers Catalogue 2009Document68 pagesChambers Catalogue 2009ChambersDictionary100% (5)
- Tanzila MaksudDocument1 pageTanzila MaksudTahmeed Abdullah HudaNo ratings yet
- ICPS Asia PPT TemplateDocument7 pagesICPS Asia PPT TemplateLakshay SharmaNo ratings yet
- MODULE 4 Thesis StatementDocument2 pagesMODULE 4 Thesis StatementJohanna ArceoNo ratings yet
- Maya MappingUVsDocument180 pagesMaya MappingUVsRayTracer57No ratings yet
- Building Classification Models - ID3 and C4.5Document1 pageBuilding Classification Models - ID3 and C4.5Ayele NugusieNo ratings yet
- Securing Data Center Public CloudDocument40 pagesSecuring Data Center Public Cloudjatinderpal singhNo ratings yet
- Teleperm XP PDFDocument23 pagesTeleperm XP PDFYamin Ali100% (1)
- C091 (J) Aisg C091 (K) 1MDocument2 pagesC091 (J) Aisg C091 (K) 1MВадим ЧеховскийNo ratings yet
- Converting Static Webpages To Dynamic Webpages Using Servlets and Cookies - 311118104025Document14 pagesConverting Static Webpages To Dynamic Webpages Using Servlets and Cookies - 311118104025Raj saranyaNo ratings yet
- Publisher's Note: Waking Up To A Brand New DayDocument99 pagesPublisher's Note: Waking Up To A Brand New Dayhimadrisahu88No ratings yet
- Sdoquezon Adm SHS12 C Mil M4Document20 pagesSdoquezon Adm SHS12 C Mil M4Clark DomingoNo ratings yet
- Project Life Cycle ProjectDocument24 pagesProject Life Cycle ProjectKrishna RajputNo ratings yet
- Changeman User ManualDocument10 pagesChangeman User ManualThirumala Reddy YerraguntlaNo ratings yet
- Rupesh Bharatbhai Doshi: ObjectiveDocument5 pagesRupesh Bharatbhai Doshi: ObjectiveAndy PatelNo ratings yet
- Trial PT3 English Pages 1 - 12 - Flip PDF Download - FlipHTML5Document12 pagesTrial PT3 English Pages 1 - 12 - Flip PDF Download - FlipHTML5Atikah ErmaNo ratings yet
- Medica 2020 I Sens Inc. ProductDocument2 pagesMedica 2020 I Sens Inc. ProductOo Kenx OoNo ratings yet
- Classification Vs RegressionDocument3 pagesClassification Vs RegressionAnonymousNo ratings yet
- CDI-Marine Ship Inspection Procedures Rev052019Feb19HNSDocument8 pagesCDI-Marine Ship Inspection Procedures Rev052019Feb19HNSAlexandrosNo ratings yet
- IT Disaster Recovery Planning: A TemplateDocument36 pagesIT Disaster Recovery Planning: A TemplateDuclair EndeuNo ratings yet
- Lesson Plan SyntheticDocument7 pagesLesson Plan Syntheticアレリア あっェルあNo ratings yet
- BroadSoft CertificationProgram Ebook 052017Document19 pagesBroadSoft CertificationProgram Ebook 052017kaz7878No ratings yet
- WC6400 Service Manual 1016 2009Document1,166 pagesWC6400 Service Manual 1016 2009Jakub HalienaNo ratings yet
- The No Code PlaybookDocument211 pagesThe No Code PlaybookMatheus Diniz100% (1)
- DDI0433A Cortex A5 r0p0 TRMDocument246 pagesDDI0433A Cortex A5 r0p0 TRMRakesh KakiNo ratings yet