You might also like
- Advanced Pharmaceutical analysisFrom EverandAdvanced Pharmaceutical analysisRating: 4.5 out of 5 stars4.5/5 (2)
- Superglo Bright Nickel Process: Technical Data SheetDocument6 pagesSuperglo Bright Nickel Process: Technical Data SheetLuuThiThuyDuong100% (1)
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Technical Data Sheet Spectek 787 Bright Nickel Process: Salient FeaturesDocument8 pagesTechnical Data Sheet Spectek 787 Bright Nickel Process: Salient Featuresshanmukha MechanicalNo ratings yet
- Bright Nickel ProcessDocument10 pagesBright Nickel Processshanmukha MechanicalNo ratings yet
- Iridite NCPDocument8 pagesIridite NCPSarai Aracely melendez garciaNo ratings yet
- Enplate Ni 434 EDocument10 pagesEnplate Ni 434 EMagda FaragNo ratings yet
- Nickel Sulphamate Technical Data SheetDocument5 pagesNickel Sulphamate Technical Data Sheetanasrl2006No ratings yet
- MN Phospating PDFDocument4 pagesMN Phospating PDFarshia123No ratings yet
- Surtec 832: Protection UpgradedDocument5 pagesSurtec 832: Protection Upgradedtân hoàngNo ratings yet
- Bonderite NT-1 (14825190)Document6 pagesBonderite NT-1 (14825190)Nikolas Kolasni Lakenir Ckerde DockosNo ratings yet
- SurtecDocument7 pagesSurtecbrahymNo ratings yet
- 717 Na OHEDocument7 pages717 Na OHEGlüklich SonneNo ratings yet
- 704 Na OHEDocument7 pages704 Na OHEBoris KundačinaNo ratings yet
- Kemtek Ni - 512: Semi Bright Electroless Nickel ProcessDocument4 pagesKemtek Ni - 512: Semi Bright Electroless Nickel ProcessAbbas RangoonwalaNo ratings yet
- Electroless Nickel Technical Data SheetDocument9 pagesElectroless Nickel Technical Data SheetLuuThiThuyDuongNo ratings yet
- Eltek Ni - 535: Technical DataDocument3 pagesEltek Ni - 535: Technical DataAbbas RangoonwalaNo ratings yet
- Bright Acid Copper For Wire and Grounding Rods: E-Brite 202GDocument6 pagesBright Acid Copper For Wire and Grounding Rods: E-Brite 202GUsman ali Cheema100% (1)
- TecTalis 1200Document6 pagesTecTalis 1200Julio OlveraNo ratings yet
- En Data SheetDocument5 pagesEn Data SheetPhanuwit ThavalNo ratings yet
- Enig En300 NickelDocument6 pagesEnig En300 Nickelrotaru_ionNo ratings yet
- Ux CFDocument6 pagesUx CFAhmad KhalifaNo ratings yet
- Technical Data Sheet: Trichrome HB 1700Document3 pagesTechnical Data Sheet: Trichrome HB 1700LuuThiThuyDuongNo ratings yet
- 704 GLIDCOP (R) RecommendedCleaning & Electroplating ProceduresDocument2 pages704 GLIDCOP (R) RecommendedCleaning & Electroplating ProceduresGregol GratisNo ratings yet
- Argalux 64 Ds v11Document23 pagesArgalux 64 Ds v11Tran Manh Vu100% (1)
- Ginplate Electroless Nickel 422: Technical Data SheetDocument5 pagesGinplate Electroless Nickel 422: Technical Data SheetLuuThiThuyDuongNo ratings yet
- Technical Service Data Sheet for ECT Luminous 333 Nickel ProcessDocument8 pagesTechnical Service Data Sheet for ECT Luminous 333 Nickel ProcessKodagnanaso kodag100% (1)
- Project On NitrobenzeneDocument65 pagesProject On NitrobenzeneAmit Khosla80% (10)
- Boiler Water TestDocument8 pagesBoiler Water TestMohammad Jahid AlamNo ratings yet
- Liquid Tin: (MG Cat. No. 421)Document5 pagesLiquid Tin: (MG Cat. No. 421)मेनसन लाखेमरूNo ratings yet
- Ginplate Ni - 426: Technical Data SheetDocument7 pagesGinplate Ni - 426: Technical Data SheetLuuThiThuyDuongNo ratings yet
- Dyeless Ultra Cu-4040Document7 pagesDyeless Ultra Cu-4040Camila ZapataNo ratings yet
- Electroplating Additive Data SheetDocument4 pagesElectroplating Additive Data SheetRana TahorNo ratings yet
- Cardinal Environmental Laboratories, LLC Standard Operating ProcedureDocument6 pagesCardinal Environmental Laboratories, LLC Standard Operating ProcedureAhmad RyderNo ratings yet
- 728EDocument6 pages728ENoman Rafiq100% (1)
- ENVIRALLOY Ni 12 15 ZINC NICKEL TDSDocument15 pagesENVIRALLOY Ni 12 15 ZINC NICKEL TDSPhanuwit ThavalNo ratings yet
- Electroless Nickel Bath Data SheetDocument6 pagesElectroless Nickel Bath Data Sheet周秀旗No ratings yet
- TDS_T-PRO_000_ENGDocument3 pagesTDS_T-PRO_000_ENGbhavinmehta9999No ratings yet
- Nibrite 5500 TDS PDFDocument6 pagesNibrite 5500 TDS PDFJyoti ThakreNo ratings yet
- UOP971Document8 pagesUOP971Do Duc ThanhNo ratings yet
- Surtec 966: Activator With Palladium/Tin ColloidDocument4 pagesSurtec 966: Activator With Palladium/Tin Colloidfrankpwang100% (1)
- AU (A) -Method- 蛋白酶酶活检测ENDocument9 pagesAU (A) -Method- 蛋白酶酶活检测ENNhư QuỳnhNo ratings yet
- Bonderite M-NT eDocument4 pagesBonderite M-NT eTrifonovNo ratings yet
- Bonderite C-Ic 3502-EnDocument2 pagesBonderite C-Ic 3502-EnEduardo FariaNo ratings yet
- PP MODocument5 pagesPP MOal ayoubiNo ratings yet
- Du-Zinc 019Document7 pagesDu-Zinc 019KaRenthLuNaNo ratings yet
- Zin 851Document7 pagesZin 851thanh duc LeNo ratings yet
- 668 锌20度 1.8 30秒 tds PDFDocument4 pages668 锌20度 1.8 30秒 tds PDFjkljNo ratings yet
- 08 MetWhite 100Document5 pages08 MetWhite 100LựuLiềuLìNo ratings yet
- Hanna Instruments HI 98121 Combination PHDocument2 pagesHanna Instruments HI 98121 Combination PHIBJSC.comNo ratings yet
- Natech Kolseal MO2Document8 pagesNatech Kolseal MO2marlon_3gsNo ratings yet
- Surtec 680: Protection UpgradedDocument7 pagesSurtec 680: Protection Upgradedyudhien4443No ratings yet
- Acid-Base Titrations: The Complete Applications PackageDocument55 pagesAcid-Base Titrations: The Complete Applications PackageoldpenguinNo ratings yet
- Synthesis of BenzocaineDocument6 pagesSynthesis of BenzocaineOmar Michel GonzalezNo ratings yet
- 65 Surtec 821Document6 pages65 Surtec 821vgciasen100% (2)
- High Speed Bright Tin Plating ProcessDocument5 pagesHigh Speed Bright Tin Plating ProcessRC Villeda67% (3)
- B. BFW Chemistry & ControlDocument61 pagesB. BFW Chemistry & ControlRajendran SrnNo ratings yet
- Technical Data Sheet: Trichrome HB 1700 TDocument3 pagesTechnical Data Sheet: Trichrome HB 1700 TLuuThiThuyDuong100% (1)
- Non-Cyanide Alkaline Silver Plating SolutionDocument4 pagesNon-Cyanide Alkaline Silver Plating SolutionUsman ali CheemaNo ratings yet
- Argoshine Bright Silver: Salient FeaturesDocument3 pagesArgoshine Bright Silver: Salient FeaturesJitendra Kumar SinghNo ratings yet
- Ammonia Production BFDDocument1 pageAmmonia Production BFDMaya HarrisNo ratings yet
- Name DelosaDocument4 pagesName DelosaLyka DelosaNo ratings yet
- Improving The Strength of Weak Soil Using Polyurethane Grouts A Review - 2019Document15 pagesImproving The Strength of Weak Soil Using Polyurethane Grouts A Review - 2019Murat Vedat YurttasNo ratings yet
- SR - Icon All Jee-MainDocument18 pagesSR - Icon All Jee-MainSudheerBabuNo ratings yet
- Reaction of Alkali Metals With Water and OxygenDocument6 pagesReaction of Alkali Metals With Water and Oxygenみゆ マイクロ100% (1)
- 1 s2.0 S0079670010001139 MainDocument113 pages1 s2.0 S0079670010001139 Mainไตเติ้ล สบม.No ratings yet
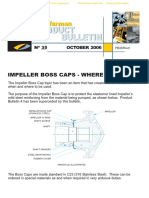
- Product Bulletin 35Document2 pagesProduct Bulletin 35RANAIVOARIMANANANo ratings yet
- Haloalkanes And: HaloarenesDocument24 pagesHaloalkanes And: HaloarenesWild SageNo ratings yet
- Super-halogens and Their Wide-Ranging ApplicationsDocument18 pagesSuper-halogens and Their Wide-Ranging Applicationsumer cheemaNo ratings yet
- Analisis Kimia Topik Trial Negeri 2022Document5 pagesAnalisis Kimia Topik Trial Negeri 2022Rabbi 08No ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- HOA Regulations on Food AdditivesDocument482 pagesHOA Regulations on Food AdditivesBao Ngoc NguyenNo ratings yet
- InorganicDocument67 pagesInorganicAyanavo Das100% (1)
- James Walker O RingsDocument30 pagesJames Walker O RingsBu Lang NiNo ratings yet
- Optimization FIASDocument10 pagesOptimization FIASDonod DonoNo ratings yet
- Preparation of Potassium Acetate (KAcDocument15 pagesPreparation of Potassium Acetate (KAcAlyana DizonNo ratings yet
- PolymerDocument32 pagesPolymerNo Bi TaNo ratings yet
- PDS 2-Ethylhexanol Eng-2121Document2 pagesPDS 2-Ethylhexanol Eng-2121Raira San JoseNo ratings yet
- Cefepime Dihydrochloride MonohydrateDocument3 pagesCefepime Dihydrochloride MonohydrateMulayam Singh YadavNo ratings yet
- Dwnload Full Nesters Microbiology A Human Perspective 9th Edition Anderson Test Bank PDFDocument35 pagesDwnload Full Nesters Microbiology A Human Perspective 9th Edition Anderson Test Bank PDFmabelbevisgr2100% (14)
- Chemical Oxygen DemandDocument11 pagesChemical Oxygen DemandikhwanNo ratings yet
- IC No. 428 Page 2Document1 pageIC No. 428 Page 2aravinda aravindaNo ratings yet
- Key Concepts: Synthesis, Isolation and Purification of Esters in A Direct Esterification Reaction Chemistry TutorialDocument10 pagesKey Concepts: Synthesis, Isolation and Purification of Esters in A Direct Esterification Reaction Chemistry TutorialRabi Atul AdawiyahNo ratings yet
- Procederes For Cleaning and DisinfectionDocument14 pagesProcederes For Cleaning and DisinfectionBayu KristyonoNo ratings yet
- Acid Base EquilibriumDocument13 pagesAcid Base EquilibriumCelvin DickyNo ratings yet
- Metals Reactivity Series and Thermal DecompositionDocument5 pagesMetals Reactivity Series and Thermal DecompositionRaffaella LaxaldeNo ratings yet
- Data For General, Organic, and Physical ChemistryDocument63 pagesData For General, Organic, and Physical ChemistryTrần Nhật Khánh NguyễnNo ratings yet
- The Six Types of Chemical Reaction PDFDocument3 pagesThe Six Types of Chemical Reaction PDFNation buildersNo ratings yet
- Lignin Formaldhyde SulDocument28 pagesLignin Formaldhyde SulnausheneNo ratings yet
- Secondary RefrigerantsDocument15 pagesSecondary Refrigerantse4erkNo ratings yet