You might also like
- Microcut Basic ManualDocument59 pagesMicrocut Basic ManualkrishnajielectricNo ratings yet
- Fitting Instructions For Accelerometer and Studs With 1/4"-28 Unf Male MountingDocument16 pagesFitting Instructions For Accelerometer and Studs With 1/4"-28 Unf Male MountingAbdullah BawazirNo ratings yet
- Owner's Manual: 1260 Holm Road, Suite C Petaluma, CA USA 94954 Phone 707-776-4500 FAX 707-776-4555Document32 pagesOwner's Manual: 1260 Holm Road, Suite C Petaluma, CA USA 94954 Phone 707-776-4500 FAX 707-776-4555cristian scharffNo ratings yet
- CNC Lathe Machine: Meteorology & Machining LabDocument4 pagesCNC Lathe Machine: Meteorology & Machining LabSumit JadhavNo ratings yet
- Microcut HSTD ManualDocument25 pagesMicrocut HSTD ManualPedro IsmaelNo ratings yet
- Polar 92 Tech ManualDocument32 pagesPolar 92 Tech Manualjmt99675% (8)
- CMCP 1100 InstructionsDocument1 pageCMCP 1100 InstructionsVicente GarciaNo ratings yet
- T400 LOAD SENSOR INSTALLATION GUIDEDocument7 pagesT400 LOAD SENSOR INSTALLATION GUIDEHusnulKhotimahNo ratings yet
- September 2012 190-01454-94 - 0B Printed in Taiwan: Garmin International, IncDocument26 pagesSeptember 2012 190-01454-94 - 0B Printed in Taiwan: Garmin International, IncRHarbisonNo ratings yet
- Ferastrau Circular Cs315l - NeutrDocument21 pagesFerastrau Circular Cs315l - NeutrManuela CristeaNo ratings yet
- Installation & Operating Instructions for Precision Pump ApplicatorDocument9 pagesInstallation & Operating Instructions for Precision Pump ApplicatorVishal VajatNo ratings yet
- Tap SPDOpInstDocument6 pagesTap SPDOpInstjschaudtNo ratings yet
- Mezzer Pro Expert Service GuideDocument43 pagesMezzer Pro Expert Service GuideMatteo QuerellaNo ratings yet
- SMW Spacer Barfeed 2003manual PDFDocument102 pagesSMW Spacer Barfeed 2003manual PDF323ci100% (2)
- Sensor de Radiacion SolarDocument8 pagesSensor de Radiacion SolarCamilo PuertoNo ratings yet
- Manual Plotter COLETECHDocument16 pagesManual Plotter COLETECHJuan Carlos CosmeNo ratings yet
- Lab Sheet MillingDocument5 pagesLab Sheet MillingLalang Laut BestNo ratings yet
- Hammer Mill ManualDocument20 pagesHammer Mill Manualdatnguyen789jNo ratings yet
- Faculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringDocument10 pagesFaculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringEzzuan RaesNo ratings yet
- Install Sensor Lsi Fl061Document14 pagesInstall Sensor Lsi Fl061AlterSon Grafi KalayNo ratings yet
- Manual 9410 SingerDocument44 pagesManual 9410 Singerciberarco67% (12)
- Spare Parts List: Asphalt and Concrete Cutter T400001Document22 pagesSpare Parts List: Asphalt and Concrete Cutter T400001Tadas PNo ratings yet
- Manual For Stingray X2 Tattoo Machine en Rev1Document23 pagesManual For Stingray X2 Tattoo Machine en Rev1Felipe G. J Olivos De QuintoNo ratings yet
- Clamp-In Installation InstructionDocument9 pagesClamp-In Installation InstructionOmar turco curiNo ratings yet
- EVA Installation GuideDocument3 pagesEVA Installation GuidejeyalaljNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- The Line Boring MachineDocument22 pagesThe Line Boring MachineJinky L. LavegaNo ratings yet
- Sno 20010Document13 pagesSno 20010Alexander SharamiginNo ratings yet
- Tapmatic Safety InstructionsDocument6 pagesTapmatic Safety InstructionsMohd Asri TaipNo ratings yet
- Lab 3 (Virtual) : NtroductionDocument13 pagesLab 3 (Virtual) : NtroductionJibran AhmedNo ratings yet
- Manual for sandblasting machineDocument9 pagesManual for sandblasting machineKamel NaitNo ratings yet
- Guidelinesforthe Safe UseDocument12 pagesGuidelinesforthe Safe UseardihermansyahNo ratings yet
- Spherosyn and Microsyn Installation Manual PDFDocument19 pagesSpherosyn and Microsyn Installation Manual PDFkxkvi1274502No ratings yet
- Programmable Tachometer Installation InstructionsDocument4 pagesProgrammable Tachometer Installation InstructionsWildbopNo ratings yet
- Proper Installation Tools for Clutch Pulleys and Litens OADsDocument3 pagesProper Installation Tools for Clutch Pulleys and Litens OADsvenothNo ratings yet
- NT/N14 LPF Cylinder Liner Installation Instructions NT/N14 LPF Cylinder Liner Installation InstructionsDocument1 pageNT/N14 LPF Cylinder Liner Installation Instructions NT/N14 LPF Cylinder Liner Installation InstructionsjengandxbNo ratings yet
- Digitilt Horizontal Probe Manual 2006Document17 pagesDigitilt Horizontal Probe Manual 2006Mahesh JalluNo ratings yet
- MECH3600 9660 Quiz 1 CNC 2016 SolutionDocument6 pagesMECH3600 9660 Quiz 1 CNC 2016 SolutionRickNo ratings yet
- Development of A Mechatronic Control System For A Mechanical Fuel Injection System of A Four Cylinder Automotive Diesel Engine 1Document11 pagesDevelopment of A Mechatronic Control System For A Mechanical Fuel Injection System of A Four Cylinder Automotive Diesel Engine 1International Journal of Innovative Science and Research TechnologyNo ratings yet
- C211C IT Manual (EditMAR12)Document30 pagesC211C IT Manual (EditMAR12)nicole geraciNo ratings yet
- Installation Instructions Oil Filter Relocation Kit PART # 15749Document2 pagesInstallation Instructions Oil Filter Relocation Kit PART # 15749Alex BernalNo ratings yet
- Siemense Point Machine Used Over Indian RailwaysDocument8 pagesSiemense Point Machine Used Over Indian RailwaysVikas Srivastav100% (9)
- Instructions ReportDocument5 pagesInstructions Reportapi-516031423No ratings yet
- sealey SMS2008Document3 pagessealey SMS2008cabuloNo ratings yet
- Experiment No 8: To Perform Boring Operation On Lathe: Theoretical BackgroundDocument3 pagesExperiment No 8: To Perform Boring Operation On Lathe: Theoretical BackgroundHasnain AshrafNo ratings yet
- Fireball Ignition PDFDocument14 pagesFireball Ignition PDFLucian LeonteNo ratings yet
- Toolpaths: Ste P Toolpath CommentsDocument11 pagesToolpaths: Ste P Toolpath CommentsuzeyirNo ratings yet
- 1" Mechanical Fuel Meter: User'S ManualDocument7 pages1" Mechanical Fuel Meter: User'S ManualENT ENTNo ratings yet
- Singer 9020 Sewing Machine ManualDocument44 pagesSinger 9020 Sewing Machine ManualLaughgbudh67% (3)
- Torque WrenchDocument12 pagesTorque WrenchJonathan TedriaNo ratings yet
- Concrete Power Trowel ManualDocument28 pagesConcrete Power Trowel ManualManish Kumar SharmaNo ratings yet
- Antenna Feeder System InstallationDocument24 pagesAntenna Feeder System InstallationAbdul RahimNo ratings yet
- CNC Milling Labsheet - DJJ40142Document8 pagesCNC Milling Labsheet - DJJ40142tonik 66No ratings yet
- Research For ME ShopDocument37 pagesResearch For ME ShopGrace LuceroNo ratings yet
- User Manual Milling Machine: BF 50digDocument17 pagesUser Manual Milling Machine: BF 50diggkyankielNo ratings yet
- FI 30 SeriesDocument16 pagesFI 30 SeriesMarceloNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Complete Book of Sewing Techniques: More Than 30 Essential Sewing Techniques for You to MasterFrom EverandComplete Book of Sewing Techniques: More Than 30 Essential Sewing Techniques for You to MasterNo ratings yet
- Configuracion-Watchman AIR User Guide UG-0000-0001 (CX)Document41 pagesConfiguracion-Watchman AIR User Guide UG-0000-0001 (CX)MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- Banner Tach Technical SheetDocument4 pagesBanner Tach Technical SheetMILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- Updated - Industrial - Perf360 For Milling Circuit Optimization - Case Study - 20220615Document2 pagesUpdated - Industrial - Perf360 For Milling Circuit Optimization - Case Study - 20220615MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-6Document7 pagesDASM Study Guide-6MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- Meggitt Sensors Brochure WebDocument21 pagesMeggitt Sensors Brochure WebMILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-9Document7 pagesDASM Study Guide-9MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-3Document7 pagesDASM Study Guide-3MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-4Document7 pagesDASM Study Guide-4MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-7Document7 pagesDASM Study Guide-7MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-8Document7 pagesDASM Study Guide-8MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-5Document7 pagesDASM Study Guide-5MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
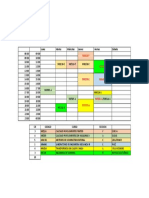
- Guia de Horario Fim UniDocument1 pageGuia de Horario Fim UniMILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-1Document7 pagesDASM Study Guide-1MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- DASM Study Guide-2Document7 pagesDASM Study Guide-2MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- Engranajes en General 2021Document80 pagesEngranajes en General 2021MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- Embragues y Frenos 2021 Parte 3Document30 pagesEmbragues y Frenos 2021 Parte 3MILTON CÉSAR AGUILAR DE AZAMBUJANo ratings yet
- A370 PDFDocument53 pagesA370 PDFsayuri0410No ratings yet
- Cement and Concrete Research: DiscussionDocument4 pagesCement and Concrete Research: DiscussionArlen GutierrezNo ratings yet
- FM Global Property Loss Prevention Data Sheets: 1.0 SCOPEDocument56 pagesFM Global Property Loss Prevention Data Sheets: 1.0 SCOPEMXPLNo ratings yet
- Concrete Pipe vs HDPE Drainage Pipe: A Performance ComparisonDocument15 pagesConcrete Pipe vs HDPE Drainage Pipe: A Performance Comparisonyyanan1118No ratings yet
- Sikaceram 50 Tilofix 14Document4 pagesSikaceram 50 Tilofix 14TARGET TRADE LINKSNo ratings yet
- Fundamentals of Concrete ADocument174 pagesFundamentals of Concrete AV Venkata Narayana100% (1)
- 2 - DupaDocument96 pages2 - DupaRoge CaractaNo ratings yet
- Echo Prestress Brochure Mar 2020 NewDocument8 pagesEcho Prestress Brochure Mar 2020 NewAhmadNo ratings yet
- CoreBOO Brochure April 2023Document7 pagesCoreBOO Brochure April 2023Lavkesh KumarNo ratings yet
- Compressed Air Surge Vessel ScopeDocument2 pagesCompressed Air Surge Vessel ScopeThiru AnanthNo ratings yet
- QSM Five Rib Technical ManualDocument5 pagesQSM Five Rib Technical ManualAnchor YauNo ratings yet
- Tirupathi Engineering WorksDocument4 pagesTirupathi Engineering WorksSudarsanam HaribaskarNo ratings yet
- Aquaculture Week1 Module1Document30 pagesAquaculture Week1 Module1Gerald LauglaugNo ratings yet
- ISO 11638 - Year - 2020Document16 pagesISO 11638 - Year - 2020Arash ShamsNo ratings yet
- DDAL00-07 - The Embers of HateDocument33 pagesDDAL00-07 - The Embers of Hate678ojyhiop50% (2)
- Exercise Problems-Flexure - ED1Document2 pagesExercise Problems-Flexure - ED1Fitsum AbebeNo ratings yet
- Civil engineering 250 Civil Engineer Interview Questions and Answers asked in Top CompaniesDocument35 pagesCivil engineering 250 Civil Engineer Interview Questions and Answers asked in Top CompaniesSrikanth SrikanthNo ratings yet
- Concrete Bonding Agent CICOBOND EPYDocument2 pagesConcrete Bonding Agent CICOBOND EPYSharookhan ShajahanNo ratings yet
- Underwater Construction: Civil AddaDocument8 pagesUnderwater Construction: Civil AddatonskieNo ratings yet
- BS1186-3 1990Document37 pagesBS1186-3 1990FuziahsabtuNo ratings yet
- Brosur Mixer Pump MP 25 MIXIT PUTZMEISTER Mortar Machine Shotcrete Plastering Painting Floor Screed Concrete Repairing Grouting IndonesiaDocument2 pagesBrosur Mixer Pump MP 25 MIXIT PUTZMEISTER Mortar Machine Shotcrete Plastering Painting Floor Screed Concrete Repairing Grouting IndonesiaPierre RoringNo ratings yet
- 05 50 00csbDocument9 pages05 50 00csbJerico NamucoNo ratings yet
- Furniture of Yesterday and Today (1937)Document68 pagesFurniture of Yesterday and Today (1937)gmand68No ratings yet
- Link Slab Deck JointsDocument20 pagesLink Slab Deck JointsAnton Husen PurboyoNo ratings yet
- Precast Concrete Joint DesignDocument17 pagesPrecast Concrete Joint Designkam_kevin5185100% (8)
- Huberman 2008Document12 pagesHuberman 2008Abdualraouf AmhirNo ratings yet
- MODULAR QUIZ - 50 - TimberDocument9 pagesMODULAR QUIZ - 50 - TimberCornelio J. FernandezNo ratings yet
- Water Absorbing Raod PPT 2k23Document20 pagesWater Absorbing Raod PPT 2k23Video Cloud100% (3)
- SP3451-2 COYOTE Dome Closure 9x28 For HD Splice Apps ColorDocument32 pagesSP3451-2 COYOTE Dome Closure 9x28 For HD Splice Apps ColorAhmad PaksoNo ratings yet
- Tourism Infrastructure Projects Monitoring ReportDocument2 pagesTourism Infrastructure Projects Monitoring ReportHarmony BrooksNo ratings yet
- Tech DRWG SS3 Mock 2021 AnswersDocument11 pagesTech DRWG SS3 Mock 2021 AnswersowunaNo ratings yet