You might also like
- Caterpillar Cat M313D WHEELED Excavator (Prefix K3D) Service Repair Manual (K3D00001 and Up) PDFDocument25 pagesCaterpillar Cat M313D WHEELED Excavator (Prefix K3D) Service Repair Manual (K3D00001 and Up) PDFfkdmmaNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Manual de Partes CAT 966 HDocument742 pagesManual de Partes CAT 966 HRichard Cardenas85% (13)
- Magnum-Products-Mlt3060-Magnum Manual mlt3000mk Parts PDFDocument36 pagesMagnum-Products-Mlt3060-Magnum Manual mlt3000mk Parts PDFGustavo Alonso Cappa SalasNo ratings yet
- The Future of Biogas in Europe IIDocument123 pagesThe Future of Biogas in Europe IIFerly AsriNo ratings yet
- 9851 3607 01 - Simba E6-W - WL Technical Specification - EnglishDocument8 pages9851 3607 01 - Simba E6-W - WL Technical Specification - EnglishMiguel Angel Otiniano ParedesNo ratings yet
- Group 4 Disassembly and AssemblyDocument30 pagesGroup 4 Disassembly and Assemblymãi bên emNo ratings yet
- 8 12 PDFDocument6 pages8 12 PDFTaha RdmanNo ratings yet
- Group 3 Disassembly and Assembly: 1. Steering UnitDocument29 pagesGroup 3 Disassembly and Assembly: 1. Steering UnitBaciu NicolaeNo ratings yet
- 7. اذرعت التحكم (العصيان)Document14 pages7. اذرعت التحكم (العصيان)المهندسوليدالطويلNo ratings yet
- Group 8 Turning JointDocument5 pagesGroup 8 Turning Jointdeniden2013No ratings yet
- Group 6 Turning Joint: 1. Disassembly and AssemblyDocument4 pagesGroup 6 Turning Joint: 1. Disassembly and AssemblySaidi JalelNo ratings yet
- Armé y Desarmé de PalancasDocument14 pagesArmé y Desarmé de Palancaslevinton jose tobias genesNo ratings yet
- Serie J PartsDocument5 pagesSerie J PartsChali AndresNo ratings yet
- M71 Stari NacrtDocument5 pagesM71 Stari NacrtPaško KelavaNo ratings yet
- Midsection: Section 5 - Clamp and Swivel BracketDocument8 pagesMidsection: Section 5 - Clamp and Swivel BracketpedroNo ratings yet
- ETI-CPW Packer Manual Spare PartDocument4 pagesETI-CPW Packer Manual Spare PartDidin DelgadoNo ratings yet
- Reductor Llantas Ro-56Document39 pagesReductor Llantas Ro-56DavidNo ratings yet
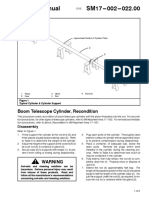
- Telescoping Cylinder - Remove and Install: S/N - 3RN4015-UP S/N - 3PN2027-UP S/N - 5WM6021-UPDocument14 pagesTelescoping Cylinder - Remove and Install: S/N - 3RN4015-UP S/N - 3PN2027-UP S/N - 5WM6021-UPdaryanto widodoNo ratings yet
- Group 8 Turning Joint: 1. Removal and InstallDocument5 pagesGroup 8 Turning Joint: 1. Removal and InstallDavidNo ratings yet
- Group 3 Pump DeviceDocument24 pagesGroup 3 Pump DeviceTaha RdmanNo ratings yet
- Guia de Remoción de Piston Motor CAT G3600Document9 pagesGuia de Remoción de Piston Motor CAT G3600Kervin GarciaNo ratings yet
- Section 4 Brake System: Group 1 Structure and FunctionDocument7 pagesSection 4 Brake System: Group 1 Structure and FunctionAndré TarginoNo ratings yet
- MT955 TeDocument8 pagesMT955 TeMosqq CharriNo ratings yet
- Group 10 Rear AxleDocument42 pagesGroup 10 Rear AxleTaha RdmanNo ratings yet
- John Deere 27Czts Compact Excavator Service Repair Manual (TM2053)Document17 pagesJohn Deere 27Czts Compact Excavator Service Repair Manual (TM2053)laopaodunNo ratings yet
- G Series Technical Guide - 9959 Impeller: IdentificationDocument4 pagesG Series Technical Guide - 9959 Impeller: IdentificationrfffffNo ratings yet
- WheelHorse 36 Inch Rear Discharge Mower Deck Parts ListDocument8 pagesWheelHorse 36 Inch Rear Discharge Mower Deck Parts ListKevins Small Engine and Tractor Service100% (1)
- HL740 (TM) - 7 5-4Document43 pagesHL740 (TM) - 7 5-4REMZONANo ratings yet
- Group 3 Pump DeviceDocument23 pagesGroup 3 Pump DeviceDeyvi Cconocuyca HuallparimachiNo ratings yet
- MSX125 - 2 - Body Panels - Exhaust System - 4Document10 pagesMSX125 - 2 - Body Panels - Exhaust System - 4camu233No ratings yet
- Group 11 Turning Joint: 1. Removal and InstallDocument7 pagesGroup 11 Turning Joint: 1. Removal and InstallHậu MinhNo ratings yet
- Da554-1005 Pilot Operated Rod HandlerDocument49 pagesDa554-1005 Pilot Operated Rod HandlerSukoco EgiNo ratings yet
- Final Drive, Steering Differential, and Brake (Left Side) - Remove and Install (M0076745-04)Document5 pagesFinal Drive, Steering Differential, and Brake (Left Side) - Remove and Install (M0076745-04)alejandro castañoNo ratings yet
- Diferencial y Corona 3Document11 pagesDiferencial y Corona 3Joel RodríguezNo ratings yet
- For Cylinder Size Dia 57mm X 55mm StrokeDocument4 pagesFor Cylinder Size Dia 57mm X 55mm StrokesrdNo ratings yet
- Fanuc R30iA LR Mate 200 IC J3 Motor and Reducer ReplacementDocument5 pagesFanuc R30iA LR Mate 200 IC J3 Motor and Reducer ReplacementAndrés M. ReyesNo ratings yet
- Wa380-5 1051-1100Document50 pagesWa380-5 1051-1100joki marzukiNo ratings yet
- Group 3 Disassembly and Assembly: 1. Power Steering PumpDocument30 pagesGroup 3 Disassembly and Assembly: 1. Power Steering PumpAndré TarginoNo ratings yet
- Yamada Ndp-50bps-Pp Bill of MaterialDocument2 pagesYamada Ndp-50bps-Pp Bill of MaterialJose VidalNo ratings yet
- Group 3 Disassembly and Assembly: 1. Steering UnitDocument25 pagesGroup 3 Disassembly and Assembly: 1. Steering UnitAndré TarginoNo ratings yet
- Valvula Contravalance HTC 8670LBDocument6 pagesValvula Contravalance HTC 8670LBJorge YuniorNo ratings yet
- Air Starting Motor - Disassemble (SENR1126-36)Document11 pagesAir Starting Motor - Disassemble (SENR1126-36)redminote12pro.5garNo ratings yet
- Fishing Tools PDFDocument16 pagesFishing Tools PDFjardelbrunoNo ratings yet
- mst.2 206-206-545C / TransaxleDocument3 pagesmst.2 206-206-545C / TransaxleJulio Daniel MoralesNo ratings yet
- Group 12 Turning Joint: 1. Removal and InstallDocument7 pagesGroup 12 Turning Joint: 1. Removal and Installاياد القباطيNo ratings yet
- G Group 3 Pump Device: 1. Removal and InstallDocument24 pagesG Group 3 Pump Device: 1. Removal and InstallTaha RdmanNo ratings yet
- Sis 2.0 3Document1 pageSis 2.0 3kqgy9s6sgvNo ratings yet
- Catalogo Ca MF 240Document402 pagesCatalogo Ca MF 240Valdines de CarvalhoNo ratings yet
- SRA600 Pièces DétachéesDocument85 pagesSRA600 Pièces DétachéesBenoît MARTINNo ratings yet
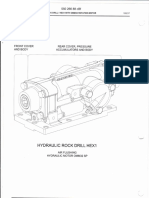
- Hydraulic Rock Drill Hexi: AND ANDDocument7 pagesHydraulic Rock Drill Hexi: AND ANDStgo TurcoNo ratings yet
- Spare Part Designation S40.1 S50.1 S63.1 S80.1: N/a N/aDocument3 pagesSpare Part Designation S40.1 S50.1 S63.1 S80.1: N/a N/aeli saNo ratings yet
- 1TR4 SK4TR Parts Manual 053-2309Document73 pages1TR4 SK4TR Parts Manual 053-2309Юра ПименовNo ratings yet
- Group 9 Boom, Arm and Bucket CylinderDocument17 pagesGroup 9 Boom, Arm and Bucket CylinderHậu MinhNo ratings yet
- M80 Oil Pump ManualDocument24 pagesM80 Oil Pump ManualLucas Sandoli Lima0% (1)
- Group 9 Front AxleDocument56 pagesGroup 9 Front AxlePhú Đinh QuốcNo ratings yet
- Zebra z4m SchematicDocument22 pagesZebra z4m SchematicJason JacobsNo ratings yet
- 1Document2 pages1Patrick LandinNo ratings yet
- Service Manual Atr120Document56 pagesService Manual Atr120TheKauti0nNo ratings yet
- Group 7 RCV LeverDocument14 pagesGroup 7 RCV Leverdeniden2013No ratings yet
- 5-3 Group 3 Disassembly and AssemblyDocument25 pages5-3 Group 3 Disassembly and Assemblystefan corjucNo ratings yet
- Manual Partes Rod HandleDocument41 pagesManual Partes Rod HandleJ Carrizales Moreyra100% (1)
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
- Tekla StructureDocument430 pagesTekla StructureGustavo Alonso Cappa SalasNo ratings yet
- Manual Sap Modulo PMDocument29 pagesManual Sap Modulo PMGustavo Alonso Cappa SalasNo ratings yet
- 5-4 Disassembly and AssemblyDocument4 pages5-4 Disassembly and AssemblyGustavo Alonso Cappa SalasNo ratings yet
- Be-One OEM's Manual: Customer Support Bernini Design SRL Italy Mobile: ++39 335 7077148. Tel:++39 0386-31445 (Fax 31657)Document27 pagesBe-One OEM's Manual: Customer Support Bernini Design SRL Italy Mobile: ++39 335 7077148. Tel:++39 0386-31445 (Fax 31657)Gustavo Alonso Cappa SalasNo ratings yet
- Be15Xbe2K Sofware User Manual Be15 User ManualDocument36 pagesBe15Xbe2K Sofware User Manual Be15 User ManualGustavo Alonso Cappa SalasNo ratings yet
- Manual de Operacion - InglesDocument194 pagesManual de Operacion - InglesGustavo Alonso Cappa Salas100% (1)
- T Twd1643geDocument9 pagesT Twd1643geGustavo Alonso Cappa SalasNo ratings yet
- Water Solutions Up Stream Portfolio OldDocument35 pagesWater Solutions Up Stream Portfolio OldMohamed Rizk100% (1)
- Coaxicom Catalog 2003Document91 pagesCoaxicom Catalog 2003rad_engineNo ratings yet
- T Mu MD 00006 STDocument196 pagesT Mu MD 00006 STkrmbrnNo ratings yet
- Mis Implant Connccal Connection ProductDocument208 pagesMis Implant Connccal Connection ProductdrgunNo ratings yet
- WES - Company Profile R5-2018Document109 pagesWES - Company Profile R5-2018imtiyazNo ratings yet
- Change of Items in BOQ - IIMADocument1 pageChange of Items in BOQ - IIMAjswldeepNo ratings yet
- Dril-Quip Welding Traceability RecordDocument11 pagesDril-Quip Welding Traceability Recordsankar123456789No ratings yet
- The Potential For Renewable Energies in Rural Areas of Madagascar (March 2009)Document131 pagesThe Potential For Renewable Energies in Rural Areas of Madagascar (March 2009)HayZara MadagascarNo ratings yet
- IBM PLM Version 5 Solutions For Shipbuilding: Digital Manufacturing: The Virtual ShipyardDocument33 pagesIBM PLM Version 5 Solutions For Shipbuilding: Digital Manufacturing: The Virtual ShipyardDiana NicoletaNo ratings yet
- Vol B Bills of Quantities Guide Hut B PDFDocument70 pagesVol B Bills of Quantities Guide Hut B PDFPatrick SipatelaNo ratings yet
- Iot Based Smart Irrigation Monitoring and Controlling SystemDocument5 pagesIot Based Smart Irrigation Monitoring and Controlling SystemRohit RajNo ratings yet
- Inbuilt Hydraulic Jack in Automobile VehiclesDocument14 pagesInbuilt Hydraulic Jack in Automobile VehiclesrajaNo ratings yet
- SPE-1167-Wettability of Porous Rock by Amott, 1960)Document7 pagesSPE-1167-Wettability of Porous Rock by Amott, 1960)Murat SyzdykovNo ratings yet
- Solution Shigley'sDocument403 pagesSolution Shigley'sRaíssa Soares31% (16)
- 5800NB-UG Circle MachineDocument24 pages5800NB-UG Circle MachineAbdul RachmanNo ratings yet
- Resume Project ManagerDocument3 pagesResume Project Managerluckylehana100% (2)
- Simulation of Block Assembly Process in ShipbuildingDocument13 pagesSimulation of Block Assembly Process in ShipbuildingCURRITOJIMENEZ100% (2)
- Chapter-6 Comminution - Theory and Plant Practice: Fig-6.1: Particlle Breaking MechanismDocument16 pagesChapter-6 Comminution - Theory and Plant Practice: Fig-6.1: Particlle Breaking MechanismLMNo ratings yet
- Conversion Factors 2018 - Full Set For Advanced Users v01-01Document84 pagesConversion Factors 2018 - Full Set For Advanced Users v01-01Ignacio HormazabalNo ratings yet
- Paddy Drying Systems: By: M Gummert J Rickman Agricultural Engineering Unit IRRI, Los Baños, PhilippinesDocument26 pagesPaddy Drying Systems: By: M Gummert J Rickman Agricultural Engineering Unit IRRI, Los Baños, PhilippinesAgustinus Wahyu Adi PutraNo ratings yet
- CNC Unit 1Document4 pagesCNC Unit 1chandiran88No ratings yet
- B. Tech Mechanical Engineering Sem VIIDocument18 pagesB. Tech Mechanical Engineering Sem VIIvattuNo ratings yet
- Farris 1890 Series Catalog (Actual Area & KD)Document2 pagesFarris 1890 Series Catalog (Actual Area & KD)hardikNo ratings yet
- Spraymec 6050 WP PDFDocument4 pagesSpraymec 6050 WP PDFbasNo ratings yet
- Research Work - Pre-Stressed ConcreteDocument4 pagesResearch Work - Pre-Stressed ConcreteDominic FloresNo ratings yet
- Automatic Steam Sterilization Autoclave Unit 400 LitersDocument2 pagesAutomatic Steam Sterilization Autoclave Unit 400 LitersNumanNo ratings yet
- Sugico Mok Plan 3Document159 pagesSugico Mok Plan 3William MookNo ratings yet