You might also like
- Mohini Vidya Sadhana and Siddhi - Cleaned Up and RestoredDocument155 pagesMohini Vidya Sadhana and Siddhi - Cleaned Up and Restoredtejvan96% (27)
- Mark Fisher - What Is HauntologyDocument10 pagesMark Fisher - What Is Hauntologychuazinha100% (2)
- Safety Performance Indicators PDFDocument178 pagesSafety Performance Indicators PDFCristian Torrez100% (1)
- Phenolic Resins Chemistry, Applications PDFDocument584 pagesPhenolic Resins Chemistry, Applications PDFHernan MartNo ratings yet
- GM Screen Individual PagesDocument8 pagesGM Screen Individual Pagessugma nutzNo ratings yet
- Planning QuestionsDocument24 pagesPlanning QuestionsPavanchandra DasariNo ratings yet
- Productivity ImprovementDocument262 pagesProductivity ImprovementOwais MalikNo ratings yet
- Future Refinery FCCs Role in Refinery Petrochemical IntegrationDocument12 pagesFuture Refinery FCCs Role in Refinery Petrochemical IntegrationAzif RahmanNo ratings yet
- Virginia Braun - Victoria Clarke Successful Qualitative Research - A Practical Guide For Beginners SagDocument515 pagesVirginia Braun - Victoria Clarke Successful Qualitative Research - A Practical Guide For Beginners Saggm85% (27)
- CNOOC Chemical LTD New Fertilizer PlantDocument8 pagesCNOOC Chemical LTD New Fertilizer PlantvinothenergyNo ratings yet
- Dyn1 10654Document5 pagesDyn1 10654arturobatallasNo ratings yet
- New Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976From EverandNew Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976L.J. CarpentierNo ratings yet
- KBR-Consider Improving RefiningDocument5 pagesKBR-Consider Improving RefiningDriss EddeniaNo ratings yet
- Making PropyleneDocument4 pagesMaking PropyleneChem.Engg100% (1)
- Baukal CH., Ed. Oxygen-Enhanced Combustion (CRC, 1998) (T) (356s) PDFDocument356 pagesBaukal CH., Ed. Oxygen-Enhanced Combustion (CRC, 1998) (T) (356s) PDFiko1402100% (2)
- Eia - 846 Study Report - Kenolkobil LPG Filling Plant in Kisumu JuDocument172 pagesEia - 846 Study Report - Kenolkobil LPG Filling Plant in Kisumu Juboipora50% (4)
- EN1994 2 KuhlmannDocument108 pagesEN1994 2 KuhlmannJoão Duarte CanhaNo ratings yet
- Hydrogen Production Via Cpv/soec Electrolysis Integrated As Stage I Reactor in The Haber-Bosch Ammonia SynthesisDocument7 pagesHydrogen Production Via Cpv/soec Electrolysis Integrated As Stage I Reactor in The Haber-Bosch Ammonia SynthesisKabolobari BenakoleNo ratings yet
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocument12 pagesAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNo ratings yet
- Production of Propionic Acid From Syngas: Team Echo: Sabah Basrawi Alex Guerrero Mrunal Patel Kevin ThompsonDocument55 pagesProduction of Propionic Acid From Syngas: Team Echo: Sabah Basrawi Alex Guerrero Mrunal Patel Kevin Thompsonsomya sharmaNo ratings yet
- Carbon Dioxide As The Working Fluid in Heating And-Or Cooling SystemsDocument5 pagesCarbon Dioxide As The Working Fluid in Heating And-Or Cooling SystemsOnofreHalberNo ratings yet
- Making of JP-10 From FurfuralDocument6 pagesMaking of JP-10 From FurfuralOwais AhmedNo ratings yet
- FuelDocument172 pagesFuelImtiaz KhanNo ratings yet
- CCP Use in OhioDocument13 pagesCCP Use in OhioJimmy ThomasNo ratings yet
- Extended AbstractDocument4 pagesExtended AbstractEdrian A. MañalongNo ratings yet
- 1 .1-S2.0-S2213343721006503-MainDocument14 pages1 .1-S2.0-S2213343721006503-Mainmohamed magedNo ratings yet
- 4655 e ICAOJournalArticleDocument6 pages4655 e ICAOJournalArticlemannankannanNo ratings yet
- Po PDFDocument8 pagesPo PDFWidya Isti AriantiNo ratings yet
- AbuZaabal CS Phosphoric AcidDocument4 pagesAbuZaabal CS Phosphoric AcidelsayedanwarNo ratings yet
- Asahi KaseiDocument24 pagesAsahi KaseiRitam GhoshNo ratings yet
- Pollution Prevention PP 666Document1 pagePollution Prevention PP 666neo-phytNo ratings yet
- Gate 0 Cumene Hydroperoxide To PhenolDocument4 pagesGate 0 Cumene Hydroperoxide To PhenolCristian TorrezNo ratings yet
- Lurgi's Methanol To Propylene (MTP) Report On A Successful CommercialisationDocument7 pagesLurgi's Methanol To Propylene (MTP) Report On A Successful CommercialisationDaniel GarcíaNo ratings yet
- A Critical Review of Carbon Fiber and Related Products From An Industrial PerspectiveDocument17 pagesA Critical Review of Carbon Fiber and Related Products From An Industrial Perspectivechatgpt51023No ratings yet
- Produccion de Butadieno A Paritr de EtanolDocument196 pagesProduccion de Butadieno A Paritr de EtanolMario Lobrego CastilloNo ratings yet
- Phenol Evaluation - FinalDocument23 pagesPhenol Evaluation - FinalCristian TorrezNo ratings yet
- Eco-Sustainable Geopolymer Concrete Blocks Production Process PDFDocument11 pagesEco-Sustainable Geopolymer Concrete Blocks Production Process PDFankit raiNo ratings yet
- SeminarDocument31 pagesSeminarMahaManthra100% (2)
- Green Solid Propellants For LaunchersDocument6 pagesGreen Solid Propellants For Launcherswizz33100% (1)
- Ammonia Formation ProjectDocument14 pagesAmmonia Formation ProjectNebyu DanielNo ratings yet
- Filling The Propylene Gap On Purpose TechnologiesDocument12 pagesFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- Polymers: Bio-Based Alternatives To Phenol and Formaldehyde For The Production of ResinsDocument24 pagesPolymers: Bio-Based Alternatives To Phenol and Formaldehyde For The Production of ResinsMahmud RezaNo ratings yet
- Chimica 2 2014 RGB 33-37 PDFDocument6 pagesChimica 2 2014 RGB 33-37 PDFMary Grace VelitarioNo ratings yet
- CumeneDocument5 pagesCumeneNasmiyeth Rodriguez VittaNo ratings yet
- Development of A Gas-Phase...Document13 pagesDevelopment of A Gas-Phase...otto11braunNo ratings yet
- HppoDocument11 pagesHpposaragineth.saNo ratings yet
- 8.2.5 Prado Technology CorpDocument8 pages8.2.5 Prado Technology Corpneftali alvarezNo ratings yet
- TR 108460Document242 pagesTR 108460mtaha85100% (1)
- 10 1088@1755-1315@242@5@052001Document9 pages10 1088@1755-1315@242@5@052001fhammad673No ratings yet
- 14v124g OKDocument10 pages14v124g OKMINEXPONNo ratings yet
- Kerry Bowers PresentationDocument10 pagesKerry Bowers Presentationrecsco2No ratings yet
- HPPO Process Technology A Novel Route To Propylene Oxide Without CoproductsDocument1 pageHPPO Process Technology A Novel Route To Propylene Oxide Without CoproductsProcess LibraryNo ratings yet
- Pressurized Water Reactor Steam Generator Lay-Up (Corrosion Evaluation)Document98 pagesPressurized Water Reactor Steam Generator Lay-Up (Corrosion Evaluation)kangsungjinNo ratings yet
- Formalreporta01 ProgressDocument2 pagesFormalreporta01 ProgressAlenne FelizardoNo ratings yet
- Engineering 360 Blowing Agent ArticleDocument3 pagesEngineering 360 Blowing Agent Articlehamza awanNo ratings yet
- Chem Systems Propylene Oxide Abstract PDFDocument0 pagesChem Systems Propylene Oxide Abstract PDFstavros7No ratings yet
- CumeneDocument8 pagesCumeneChandrasekar SubramaniNo ratings yet
- 2023 华科 光热热解废弃风机叶片制取双酚ADocument10 pages2023 华科 光热热解废弃风机叶片制取双酚AWenming LiNo ratings yet
- Coal RemoverDocument139 pagesCoal RemoverMauroNo ratings yet
- Overview of Isoprene Monomer and Polyisoprene Production ProcessesDocument5 pagesOverview of Isoprene Monomer and Polyisoprene Production ProcessesWalter BlancoNo ratings yet
- Challenges in Carbon/Carbon Composites Technologies: T. L. Dhami and O. P. BahlDocument10 pagesChallenges in Carbon/Carbon Composites Technologies: T. L. Dhami and O. P. Bahlbxk64555No ratings yet
- Safety Aspects in ICI Tonnage Oxygen PlantDocument15 pagesSafety Aspects in ICI Tonnage Oxygen Plantmuthu kujmarNo ratings yet
- USC Ferrock Final Paper 4.24.17Document24 pagesUSC Ferrock Final Paper 4.24.17Kathan PatelNo ratings yet
- Fuel Ethanol Production Using Nuclear-Plant Steam: Richard - Black@hq - Doe.govDocument8 pagesFuel Ethanol Production Using Nuclear-Plant Steam: Richard - Black@hq - Doe.govmohdnabilNo ratings yet
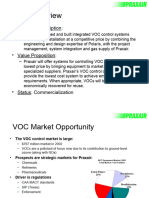
- VOC Review GMNDocument21 pagesVOC Review GMNCristian TorrezNo ratings yet
- Praxair Furnace QuestionnaireDocument1 pagePraxair Furnace QuestionnaireCristian TorrezNo ratings yet
- Folder - in Line N2 StrippingDocument4 pagesFolder - in Line N2 StrippingCristian TorrezNo ratings yet
- H2 Recovery OptionsDocument17 pagesH2 Recovery OptionsCristian TorrezNo ratings yet
- Petrotemex PresentationDocument12 pagesPetrotemex PresentationCristian TorrezNo ratings yet
- PTA Evaluation - Draft 1Document9 pagesPTA Evaluation - Draft 1Cristian TorrezNo ratings yet
- Report of Bann QuímicaDocument3 pagesReport of Bann QuímicaCristian TorrezNo ratings yet
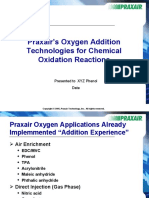
- Praxair's Oxygen Addition Technologies For Chemical Oxidation ReactionsDocument14 pagesPraxair's Oxygen Addition Technologies For Chemical Oxidation ReactionsCristian TorrezNo ratings yet
- Formaldehyde - Jan 2004 - SRIDocument78 pagesFormaldehyde - Jan 2004 - SRICristian TorrezNo ratings yet
- Formaldehyde Overview - TIET Telecon March 21st 2006Document5 pagesFormaldehyde Overview - TIET Telecon March 21st 2006Cristian TorrezNo ratings yet
- Phenol - Bergman Nov89 MemoDocument18 pagesPhenol - Bergman Nov89 MemoCristian TorrezNo ratings yet
- Phenol Presentation - Final - reviewAVDocument14 pagesPhenol Presentation - Final - reviewAVCristian TorrezNo ratings yet
- Customer Phenol Presentation 2006 - Last VersionDocument18 pagesCustomer Phenol Presentation 2006 - Last VersionCristian TorrezNo ratings yet
- Gate 0 Cumene Hydroperoxide To PhenolDocument4 pagesGate 0 Cumene Hydroperoxide To PhenolCristian TorrezNo ratings yet
- Phenol - Bergman Jul90 MemoDocument22 pagesPhenol - Bergman Jul90 MemoCristian TorrezNo ratings yet
- Pheno Linde O2-Enrichment eDocument2 pagesPheno Linde O2-Enrichment eCristian TorrezNo ratings yet
- En 0004Document75 pagesEn 0004Cristian TorrezNo ratings yet
- Balance Sheet SampleDocument3 pagesBalance Sheet SampleNawab AliNo ratings yet
- DrRacket GuideDocument351 pagesDrRacket GuideWhite DragonNo ratings yet
- Case Study Pca1-1Document11 pagesCase Study Pca1-1abdulbarimalikNo ratings yet
- 72 Police-Body-Cameras US StudentDocument6 pages72 Police-Body-Cameras US StudentAline ChagasNo ratings yet
- Article 56 of The Adopted Model Articles For Private Companies Provide That All Shares Should Be Fully Paid UpDocument6 pagesArticle 56 of The Adopted Model Articles For Private Companies Provide That All Shares Should Be Fully Paid UpDanielNo ratings yet
- Homework Grade 7 28,6Document4 pagesHomework Grade 7 28,6Nguyễn Bảo TrangNo ratings yet
- BCSE303L-P OS SyllabusDocument3 pagesBCSE303L-P OS SyllabusNeha VenugopalNo ratings yet
- WM5051Document368 pagesWM5051gordansimNo ratings yet
- Disposal of Government Properties - 1Document5 pagesDisposal of Government Properties - 1juliet diazNo ratings yet
- 1 HR Research Report Mba Sem 4Document55 pages1 HR Research Report Mba Sem 4Priyanka YaduvanshiNo ratings yet
- Thesis On Accounting and Finance PDFDocument5 pagesThesis On Accounting and Finance PDFNicole Heredia100% (2)
- DWIN COF Screen User GuideDocument19 pagesDWIN COF Screen User Guidewramadhani65No ratings yet
- MaldivasDocument13 pagesMaldivasNaym ElizabethNo ratings yet
- Presentation 4Document18 pagesPresentation 4Dipayan BiswasNo ratings yet
- Resume - Michael Herman: Account Management, Project Management, Business DevelopmentDocument2 pagesResume - Michael Herman: Account Management, Project Management, Business DevelopmentMichael HermanNo ratings yet
- ASTM D1119 - 00 - Percent Ash Content of Engine Coolants and AntirustsDocument2 pagesASTM D1119 - 00 - Percent Ash Content of Engine Coolants and Antirustsphamthuyha100% (2)
- Arbeitsblatt 3 Lösungen: While Watching 00:22-05:50Document3 pagesArbeitsblatt 3 Lösungen: While Watching 00:22-05:50FamilyGangNo ratings yet
- World Investment Report 2021Document2 pagesWorld Investment Report 2021Mai SươngNo ratings yet
- Specification Picture Standard Configuration:: Quotation Sheet To Drone JT15L-606Document4 pagesSpecification Picture Standard Configuration:: Quotation Sheet To Drone JT15L-606Wan Buanan Wan HussainNo ratings yet
- Country Project PPT GuidelinesDocument2 pagesCountry Project PPT GuidelinesLaia Moreno FerranNo ratings yet
- Business Plan EntrepDocument19 pagesBusiness Plan EntrepJeff Malveda CastilloNo ratings yet
- Fast Ethernet Switch at-FS705L (Data Sheet) - EngDocument2 pagesFast Ethernet Switch at-FS705L (Data Sheet) - EngBaroszNo ratings yet
- Accounting Standard As 1 PresentationDocument11 pagesAccounting Standard As 1 Presentationcooldude690No ratings yet