You might also like
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Vibration Monitoring of BearingsDocument22 pagesVibration Monitoring of Bearingsfaisal ali khanNo ratings yet
- SPG 1057 Audio Frequency Jointless Track Circuits For Main Line ApplicationsDocument16 pagesSPG 1057 Audio Frequency Jointless Track Circuits For Main Line Applicationsflorin spatareanuNo ratings yet
- RC 4 GsDocument28 pagesRC 4 GssylvainmuloinNo ratings yet
- New Sensor Technology For Measuring Torsional Shaft Vibration in Turbine GeneratorsDocument8 pagesNew Sensor Technology For Measuring Torsional Shaft Vibration in Turbine GeneratorssebastianNo ratings yet
- Vibration Sensors For Wind Turbine Condition MonitoringDocument5 pagesVibration Sensors For Wind Turbine Condition MonitoringEduardo CastilloNo ratings yet
- Radio Path SurveyDocument12 pagesRadio Path SurveyJon Snow-StarkNo ratings yet
- Best Practice Catalog: Machine Condition MonitoringDocument18 pagesBest Practice Catalog: Machine Condition MonitoringEmanuel CondeNo ratings yet
- Eddy Probe Systems PDFDocument44 pagesEddy Probe Systems PDFVanessa Pajares LanciatoNo ratings yet
- Eddy Probes SystemsDocument55 pagesEddy Probes SystemsRoberto Galina OrtizNo ratings yet
- Bindicator APM-3D-Scanner IOM PDFDocument50 pagesBindicator APM-3D-Scanner IOM PDFkoushik dasguptaNo ratings yet
- Vibration Measurements by Tracking Laser Doppler Vibrometer On Automotive ComponentsDocument24 pagesVibration Measurements by Tracking Laser Doppler Vibrometer On Automotive ComponentsKajal TiwariNo ratings yet
- Gearbox White PaperDocument13 pagesGearbox White PaperRony MartínezNo ratings yet
- Condition monitoring and predictive maintenance in mining using vibration analysisDocument4 pagesCondition monitoring and predictive maintenance in mining using vibration analysisaal_shurafaNo ratings yet
- In Depth Look at UltrasonicTransducersDocument52 pagesIn Depth Look at UltrasonicTransducersGrafton MontgomeryNo ratings yet
- Динамический диапазон PDFDocument22 pagesДинамический диапазон PDFRitAuxNo ratings yet
- Radar 400834e PDFDocument770 pagesRadar 400834e PDFBtwins123100% (1)
- Encompass 4 System Guide PDFDocument276 pagesEncompass 4 System Guide PDFFacundo LorgerNo ratings yet
- Airtronics SD-10GDocument212 pagesAirtronics SD-10GRobi ShurinaNo ratings yet
- Xg7 ManualDocument51 pagesXg7 ManualRolf le RouxNo ratings yet
- Simrad CX34/44/54: Installation ManualDocument62 pagesSimrad CX34/44/54: Installation ManualVasile NicolaeNo ratings yet
- NE 31-002 - Rev ANDocument49 pagesNE 31-002 - Rev ANedsonNo ratings yet
- 86 924N Iss.2 SART S4 Service ManualDocument27 pages86 924N Iss.2 SART S4 Service ManualMike Olumide JohnsonNo ratings yet
- 1MA248 2e Active Phased Ant Arr TestDocument50 pages1MA248 2e Active Phased Ant Arr TestALEXANDRE JOSE FIGUEIREDO LOUREIRONo ratings yet
- User Manual: Gateway R-90Document37 pagesUser Manual: Gateway R-90jacNo ratings yet
- Performance - Monitoring - of - Vibration - in - Belt Conveyor SystemDocument11 pagesPerformance - Monitoring - of - Vibration - in - Belt Conveyor SystemFazliJaafarNo ratings yet
- 1MA267 1e AutomotiveRadarDocument48 pages1MA267 1e AutomotiveRadary3gNo ratings yet
- Performance Monitoring of Vibration in Belt Conveyor System: S.Ojha, D. Sarangi, B.K. Pal, B.B. BiswalDocument10 pagesPerformance Monitoring of Vibration in Belt Conveyor System: S.Ojha, D. Sarangi, B.K. Pal, B.B. BiswalIlhariri Muhammad IrlisNo ratings yet
- Comparision of Torsional Vibration Measurement TechniquesDocument16 pagesComparision of Torsional Vibration Measurement TechniquesRikkinNo ratings yet
- How To Specify A Slip Ring: Defining The Mechanical EnvelopeDocument3 pagesHow To Specify A Slip Ring: Defining The Mechanical EnvelopeRodrigo RayntonNo ratings yet
- TM NaviSailor 3.03Document194 pagesTM NaviSailor 3.03VladimirNo ratings yet
- 3DLevelScanner S-M-MV & HE Hardware ManualDocument43 pages3DLevelScanner S-M-MV & HE Hardware ManualJonathanLPNo ratings yet
- Solderless Terminals and Cable Lugs For Signalling ApplicationsDocument10 pagesSolderless Terminals and Cable Lugs For Signalling Applicationsjiguparmar20094903No ratings yet
- Rosemount 5900c Radar Level Gauge Reference Manual en 81472 PDFDocument294 pagesRosemount 5900c Radar Level Gauge Reference Manual en 81472 PDFAlbertoNo ratings yet
- Vibration Monitoring of VibrationsDocument18 pagesVibration Monitoring of VibrationsManel MontesinosNo ratings yet
- Bearing Condition Monitoring Using Vibration SignatureDocument7 pagesBearing Condition Monitoring Using Vibration SignaturemarnalaNo ratings yet
- Vibration Monitoring: Envelope Signal ProcessingDocument14 pagesVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- CM P1 11604 14 EN Vibration Sensor Catalog PDFDocument138 pagesCM P1 11604 14 EN Vibration Sensor Catalog PDFjesushuamantunagrandNo ratings yet
- EPRI Vibration DiagnosticsDocument43 pagesEPRI Vibration DiagnosticsPULKIT AGARWALNo ratings yet
- Local ProbesDocument87 pagesLocal Probessujiv_sujiv1278No ratings yet
- Salem Al-Arbi - Final ThesisDocument248 pagesSalem Al-Arbi - Final ThesisPhong DangNo ratings yet
- Characterizing Active Phased Array AntennasDocument35 pagesCharacterizing Active Phased Array AntennasBruno AlvimNo ratings yet
- K Pos Seismic Track Mode - OM 7.1Document30 pagesK Pos Seismic Track Mode - OM 7.1Rafael AlvaresNo ratings yet
- AN-101D Parking Sensor User Manual-202011-V1.3Document25 pagesAN-101D Parking Sensor User Manual-202011-V1.3Istar DMNo ratings yet
- 86-924N Issue 5 SART S4 Service ManualDocument27 pages86-924N Issue 5 SART S4 Service ManualAdi PrasetyoNo ratings yet
- Intelligent Bearing Tester Using Labview: D. Ganeshkumar and K. KrishnaswamyDocument5 pagesIntelligent Bearing Tester Using Labview: D. Ganeshkumar and K. KrishnaswamyMuthukumarNo ratings yet
- Branson S83-85 - Service Manual PDFDocument104 pagesBranson S83-85 - Service Manual PDFsambadeeNo ratings yet
- DRV8821 Dual Stepper Motor Controller and Driver: 1 Features 3 DescriptionDocument32 pagesDRV8821 Dual Stepper Motor Controller and Driver: 1 Features 3 DescriptionVictor CuevasNo ratings yet
- Good 5989-7575en - Radar MeasurementsDocument88 pagesGood 5989-7575en - Radar MeasurementspablocotanNo ratings yet
- Omniscan Techniques For Crack SizingDocument31 pagesOmniscan Techniques For Crack Sizingalinor_tnNo ratings yet
- Condition Monitoring Document PDFDocument22 pagesCondition Monitoring Document PDFasprillaNo ratings yet
- Collection of Standards in Electronic Format PDFDocument8 pagesCollection of Standards in Electronic Format PDFGary FortuinNo ratings yet
- Speed and Vibration ReviewDocument30 pagesSpeed and Vibration ReviewAndrian Fathurohman PermanaNo ratings yet
- Frequency Phase Space Empirical Wavelet Transform For Rolling Bearings Fault DiagnosisDocument13 pagesFrequency Phase Space Empirical Wavelet Transform For Rolling Bearings Fault DiagnosisPraveen kumarNo ratings yet
- 3627d Ledr Web MdsDocument156 pages3627d Ledr Web MdsgermanptsNo ratings yet
- ZBL-R660 Operation ManualDocument33 pagesZBL-R660 Operation ManualAlexandre MullerNo ratings yet
- FCC Part15 Regulations SemtechDocument15 pagesFCC Part15 Regulations SemtechMijail MontesdeOca CastroNo ratings yet
- RP 9.0: Guide to Derrick Escape SystemsDocument10 pagesRP 9.0: Guide to Derrick Escape SystemsKevin BryarNo ratings yet
- Vibration Product Training: Gearbox TutorialDocument10 pagesVibration Product Training: Gearbox TutorialMuhammad afzalNo ratings yet
- EngineersGuide Handbook ALI 9.600 092017 enDocument196 pagesEngineersGuide Handbook ALI 9.600 092017 enEswin Paico de la Cruz100% (1)
- WearRingClearance CentrifugalPumpDocument3 pagesWearRingClearance CentrifugalPumpAyipNo ratings yet
- Reducing Cardan Errors For Low-Vibration Operation of Coupled MachinesDocument2 pagesReducing Cardan Errors For Low-Vibration Operation of Coupled MachinesFrancisco Andres MuñozNo ratings yet
- 4.2-VIB Strukturverformung LIT 01.312 enDocument2 pages4.2-VIB Strukturverformung LIT 01.312 enFrancisco Andres MuñozNo ratings yet
- 4.1-VIB Wellenschwingung LIT enDocument2 pages4.1-VIB Wellenschwingung LIT enFrancisco Andres MuñozNo ratings yet
- 6897 EN SKF Couplings PDFDocument72 pages6897 EN SKF Couplings PDFFrancisco Andres MuñozNo ratings yet
- 1234Document2 pages1234Francisco Andres MuñozNo ratings yet
- ABCDocument11 pagesABCFrancisco Andres MuñozNo ratings yet
- Hyun DayDocument132 pagesHyun DayFrancisco Andres Muñoz100% (1)
- Maag PPU Gear Unit For: Roller Presses, Horizontal Mills and KilnsDocument8 pagesMaag PPU Gear Unit For: Roller Presses, Horizontal Mills and KilnsFrancisco Andres MuñozNo ratings yet
- Series QuestionsDocument5 pagesSeries QuestionsAnushka BijarniaNo ratings yet
- T61 Service ManualDocument184 pagesT61 Service ManualMrHoleshot55No ratings yet
- 132-LogSat JRC JLN-720 Instruct Manual 1-10-2019Document134 pages132-LogSat JRC JLN-720 Instruct Manual 1-10-2019Sunil S I ShippingNo ratings yet
- Pipe Design Calculations Asme B31 3Document1 pagePipe Design Calculations Asme B31 3rocap76046No ratings yet
- Introduction To Chemical Kinetics: CHEM 102 T. HughbanksDocument16 pagesIntroduction To Chemical Kinetics: CHEM 102 T. HughbanksKarthikNo ratings yet
- Business Class m2 Workshop ManualDocument2,354 pagesBusiness Class m2 Workshop ManualWilfredo A Molina63% (8)
- QuantityWare Quantity Data Flow BCPDocument16 pagesQuantityWare Quantity Data Flow BCPspsuman05No ratings yet
- Session 2 - Evolution of LSM From WSM and Introduction To IS-456Document3 pagesSession 2 - Evolution of LSM From WSM and Introduction To IS-456Dhananjay DesaleNo ratings yet
- Module 6: Stresses Around Underground Openings: 6.6 Excavation Shape and Boundary StressDocument10 pagesModule 6: Stresses Around Underground Openings: 6.6 Excavation Shape and Boundary Stressفردوس سليمانNo ratings yet
- Facility Condition Assessment Checklist Feb 2017Document27 pagesFacility Condition Assessment Checklist Feb 2017Ghina Febriani Khairunnisa100% (1)
- Bluetooth SpeakersDocument18 pagesBluetooth SpeakersPhil Nayebi100% (3)
- Sony Ericsson Mix Walkman Wt13i White Paper PDFDocument13 pagesSony Ericsson Mix Walkman Wt13i White Paper PDFAshok ReddyNo ratings yet
- Checal2 LauritoDocument1 pageChecal2 LauritoGarcia RaphNo ratings yet
- OHS Workplace Inspection WorkshopDocument5 pagesOHS Workplace Inspection WorkshopRustam36No ratings yet
- AWWA M11 - 5th EditionDocument309 pagesAWWA M11 - 5th Editionlinesh3No ratings yet
- Diseño y Calculo de Valvulas MariposaDocument2 pagesDiseño y Calculo de Valvulas MariposaKilo AsaelNo ratings yet
- Indonesia Digital Landscape 2018Document36 pagesIndonesia Digital Landscape 2018Yanti GintingNo ratings yet
- Grid Vgpu Release Notes Red Hat El KVMDocument41 pagesGrid Vgpu Release Notes Red Hat El KVMRainaNo ratings yet
- AE4356 Space Systems Design I Course OverviewDocument20 pagesAE4356 Space Systems Design I Course OverviewColtonThomasNo ratings yet
- 1.1 Translational KinematicsDocument92 pages1.1 Translational Kinematicseurybondoc90No ratings yet
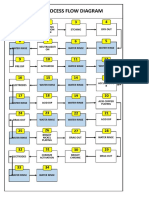
- Plating Process Flow DiagramDocument4 pagesPlating Process Flow DiagramManu SharmaNo ratings yet
- Nagios XI Product OverviewDocument2 pagesNagios XI Product Overviewphduycanh0% (1)
- SS TBC6Document3 pagesSS TBC6GERENCIA COMERCIALNo ratings yet
- Logic Gate Investigatory PDFDocument12 pagesLogic Gate Investigatory PDFGaurang MathurNo ratings yet
- 2011 Abstract Book-1Document292 pages2011 Abstract Book-1Sai Krishna YellapuNo ratings yet
- Airflow HVLT LVLT Lm1 User ManualDocument8 pagesAirflow HVLT LVLT Lm1 User Manualnewlimpoh0% (1)
- Alluminio TeoriaDocument91 pagesAlluminio TeoriaxypangioNo ratings yet
- Beleuchtungssysteme Und Leuchten Für Leuchtstofflampen - Iguzzini - DeutschDocument260 pagesBeleuchtungssysteme Und Leuchten Für Leuchtstofflampen - Iguzzini - DeutschiGuzzini illuminazione SpANo ratings yet
- ESA322 Dynamic Vibration Absorber ProjectDocument15 pagesESA322 Dynamic Vibration Absorber ProjectAhmad ShaqeerNo ratings yet
- Flake Ice MachineDocument2 pagesFlake Ice MachineWisermenNo ratings yet