You might also like
- Testing Methods of Chemical Resistance For Plastic Parts: Nissan Engineering StandardDocument13 pagesTesting Methods of Chemical Resistance For Plastic Parts: Nissan Engineering StandardDiego Camargo100% (1)
- Mla 2Document374 pagesMla 2Mohsin MurtazaNo ratings yet
- ASTM 1882 - 96 R01 - Effect of Cooling System Chemical Solutions On Organic PDFDocument2 pagesASTM 1882 - 96 R01 - Effect of Cooling System Chemical Solutions On Organic PDFPham Thị Thuy HaNo ratings yet
- Estimation of Deleterious Particles in Lubricating Grease: Standard Test Method ForDocument4 pagesEstimation of Deleterious Particles in Lubricating Grease: Standard Test Method ForAhmedNo ratings yet
- Estimation of Deleterious Particles in Lubricating Grease: Standard Test Method ForDocument4 pagesEstimation of Deleterious Particles in Lubricating Grease: Standard Test Method ForRayzha NoerfiqriNo ratings yet
- Caterpillar Contamination Control Neng7004Document132 pagesCaterpillar Contamination Control Neng7004Сергей КурильчикNo ratings yet
- Filter Debris Analysis (FDA) Using Manual or Automated ProcessesDocument5 pagesFilter Debris Analysis (FDA) Using Manual or Automated ProcessesasmaNo ratings yet
- Coupled Particulate and Elemental Analysis Using X-Ray Fluorescence (XRF) For In-Service LubricantsDocument8 pagesCoupled Particulate and Elemental Analysis Using X-Ray Fluorescence (XRF) For In-Service Lubricantsgt toniNo ratings yet
- Icml Mla IiDocument3 pagesIcml Mla IiDeepak100% (2)
- D 7918 - 15Document9 pagesD 7918 - 15asmaNo ratings yet
- BSDM0503Document17 pagesBSDM0503federico.montesNo ratings yet
- Contamination Control Tool Catalog 2007 Web PDFDocument132 pagesContamination Control Tool Catalog 2007 Web PDFwhmidi7331No ratings yet
- Astm D1308 - 02Document2 pagesAstm D1308 - 02TSD CommercialNo ratings yet
- MSDS Sanding SpongeDocument9 pagesMSDS Sanding Spongefebrin rohmanNo ratings yet
- Fenomastic Emulsion Primer (OM) EngDocument4 pagesFenomastic Emulsion Primer (OM) Engمحمد عزتNo ratings yet
- Determination of The Transfer Efficiency Under Production Conditions For Spray Application of Automotive Paints - Weight BasisDocument5 pagesDetermination of The Transfer Efficiency Under Production Conditions For Spray Application of Automotive Paints - Weight BasisShaker QaidiNo ratings yet
- How To Ensure Proper Oil Cleanliness in Lubrication SystemsDocument5 pagesHow To Ensure Proper Oil Cleanliness in Lubrication Systemsmaruf amaludinNo ratings yet
- Ac43-205 GUIDANCE FOR DEPAINTING AND CLEANINGDocument8 pagesAc43-205 GUIDANCE FOR DEPAINTING AND CLEANINGRICARDO ZAFRANo ratings yet
- Astm D1404M - 99Document4 pagesAstm D1404M - 99mancjaNo ratings yet
- Resistance To Fuels of Exteriors Automotive Materials and ComponentsDocument6 pagesResistance To Fuels of Exteriors Automotive Materials and ComponentsAnvarbek KarimovNo ratings yet
- Astm D1308 87 1998Document1 pageAstm D1308 87 1998marlonNo ratings yet
- OIL Cleanliness FundamentalsDocument43 pagesOIL Cleanliness FundamentalsPawan ChaturvediNo ratings yet
- Astm D1640-03Document3 pagesAstm D1640-03brunoisn150% (2)
- Liquid-Applied Neoprene and Chlorosulfonated Polyethylene Used in Roofing and WaterproofingDocument3 pagesLiquid-Applied Neoprene and Chlorosulfonated Polyethylene Used in Roofing and WaterproofingMohammad YaseenNo ratings yet
- Lubrication and Hydraulic Filter Debris Analysis (FDA) For Condition Monitoring of MachineryDocument21 pagesLubrication and Hydraulic Filter Debris Analysis (FDA) For Condition Monitoring of MachineryasmaNo ratings yet
- Astmd968 22Document6 pagesAstmd968 22Tatiana ViannaNo ratings yet
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsDocument31 pagesASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadNo ratings yet
- Safety Data Sheet: 3M™ Abrasive Products, 216U, 236UDocument9 pagesSafety Data Sheet: 3M™ Abrasive Products, 216U, 236Uzubair1951No ratings yet
- Astm D6578 00Document6 pagesAstm D6578 00Soundara PandianNo ratings yet
- Selection of Cleaning Agents For Oxygen Systems: Standard Guide For TheDocument6 pagesSelection of Cleaning Agents For Oxygen Systems: Standard Guide For Thejuan ninaNo ratings yet
- Gazpromneft Coolants B2B 2020 051 ENG PreviewDocument16 pagesGazpromneft Coolants B2B 2020 051 ENG PreviewHewa PCNo ratings yet
- Material Test Methods: Chemical Resistance ScopeDocument4 pagesMaterial Test Methods: Chemical Resistance ScopeNuno ciprianoNo ratings yet
- D 1882 - 96 Rde4oditotyDocument2 pagesD 1882 - 96 Rde4oditotyFrancisco GuerraNo ratings yet
- Determination of Transfer Efficiency Under General Production Conditions For Spray Application of PaintsDocument5 pagesDetermination of Transfer Efficiency Under General Production Conditions For Spray Application of Paintsferdlh9No ratings yet
- D4060.37296 - Taber Abraser TestDocument6 pagesD4060.37296 - Taber Abraser TestJeremyNo ratings yet
- D6578Document6 pagesD6578roshni100% (2)
- Effect of Household Chemicals On Clear and Pigmented Organic FinishesDocument2 pagesEffect of Household Chemicals On Clear and Pigmented Organic FinishesCamilo Guardado100% (1)
- Standard Test Methods For Abrasion Resistance of Organic Coatings by Falling AbrasiveDocument5 pagesStandard Test Methods For Abrasion Resistance of Organic Coatings by Falling AbrasiveMaria Paulina Holguin PatiñoNo ratings yet
- Emery Paper 4-0 SDSDocument8 pagesEmery Paper 4-0 SDShim vermaNo ratings yet
- D4060-14 Standard Test Method For Abrasion Resistance of Organic Coatings by The Taber AbraserDocument5 pagesD4060-14 Standard Test Method For Abrasion Resistance of Organic Coatings by The Taber AbraserMaria Fernanda Carrasco IdrovoNo ratings yet
- Rubber-Identification by Infrared Spectrophotometry: Standard Test Methods ForDocument21 pagesRubber-Identification by Infrared Spectrophotometry: Standard Test Methods ForyNo ratings yet
- ASTM D7393-07 (2012) Standard Practice For Indicating Oil in AbrasivesDocument2 pagesASTM D7393-07 (2012) Standard Practice For Indicating Oil in Abrasivesalexander zuritaNo ratings yet
- D1640D1640M 24001Document4 pagesD1640D1640M 24001Sandra AriasNo ratings yet
- Astm d2486Document4 pagesAstm d2486mtnguyenns100% (1)
- D7661-10 Standard Test Method For Determining Compatibility of Personal Lubricants With Natural Rubber Latex CondomsDocument14 pagesD7661-10 Standard Test Method For Determining Compatibility of Personal Lubricants With Natural Rubber Latex CondomsRonnyNo ratings yet
- D7661-10 Standard Test Method For Determining Compatibility of Personal Lubricants With Natural Rubber Latex CondomsDocument14 pagesD7661-10 Standard Test Method For Determining Compatibility of Personal Lubricants With Natural Rubber Latex CondomsRonnyNo ratings yet
- Organic Coat GMW 14670 PDFDocument4 pagesOrganic Coat GMW 14670 PDFYosua Dimas Agus SriyantoNo ratings yet
- Preparation of Surfaces of Plastics Prior To Adhesive BondingDocument3 pagesPreparation of Surfaces of Plastics Prior To Adhesive BondingShaker QaidiNo ratings yet
- Lubs, Properties & TeatingDocument33 pagesLubs, Properties & Teatingjamesv52_743942786No ratings yet
- Seminar MAIN PAGES ON WDA 1Document15 pagesSeminar MAIN PAGES ON WDA 1OmkarNo ratings yet
- Lubrication: Alonso Zahira, Lancheros Diego, Turca JuanDocument5 pagesLubrication: Alonso Zahira, Lancheros Diego, Turca JuanAndres Lancheros SanchezNo ratings yet
- Astm D 6905 - 2012Document3 pagesAstm D 6905 - 2012Emmanuel BoquetNo ratings yet
- Detailers Workshop 2013Document6 pagesDetailers Workshop 2013RICHARD BERNALNo ratings yet
- Drying, Curing, or Film Formation of Organic Coatings: Standard Test Methods ForDocument4 pagesDrying, Curing, or Film Formation of Organic Coatings: Standard Test Methods Forehsan hatamiNo ratings yet
- ISO - 11998 - Wet Scub Resistance and CleanabilityDocument6 pagesISO - 11998 - Wet Scub Resistance and Cleanabilityichsan hakim100% (1)
- Preparation of Contaminated Test Coupons For The Evaluation of Cleaning AgentsDocument4 pagesPreparation of Contaminated Test Coupons For The Evaluation of Cleaning Agentsmohammed karasnehNo ratings yet
- D820-93 (2009) Standard Test Methods For ChemicalDocument10 pagesD820-93 (2009) Standard Test Methods For Chemicalobis8053No ratings yet
- Astm D3450 2000Document3 pagesAstm D3450 2000Manoj VishwakarmaNo ratings yet
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideFrom EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- Physics SS 2Document4 pagesPhysics SS 2sulayajanny100% (1)
- Chem 315 - Lab 5 - Gas Chromatography - AcetatesDocument13 pagesChem 315 - Lab 5 - Gas Chromatography - AcetateskNo ratings yet
- Plate Girders - I: ©teaching Resource in Design of Steel Structures IIT Madras, SERC Madras, Anna Univ., INSDAGDocument38 pagesPlate Girders - I: ©teaching Resource in Design of Steel Structures IIT Madras, SERC Madras, Anna Univ., INSDAGArnoldo OlivaNo ratings yet
- Series Stainless SteelDocument3 pagesSeries Stainless SteelRavindranath NairNo ratings yet
- 0654 IGCSE Formulae (Equations)Document3 pages0654 IGCSE Formulae (Equations)BigBoiNo ratings yet
- Lett 2c03388Document5 pagesLett 2c03388Vũ LưuNo ratings yet
- Nutritional GSO PDFDocument14 pagesNutritional GSO PDFjacky786No ratings yet
- Aquaculture: Wu-Jie Xu, Lu-Qing PanDocument8 pagesAquaculture: Wu-Jie Xu, Lu-Qing PanmarioNo ratings yet
- Safety Data Sheet Dated 27/11/2012, Version 1Document9 pagesSafety Data Sheet Dated 27/11/2012, Version 1Radu JuneNo ratings yet
- PS-08 Painting System MSDSDocument20 pagesPS-08 Painting System MSDSGiorgi KOGOSHVILINo ratings yet
- Official Draft - 2022-23 Bellevistat-CompressedDocument72 pagesOfficial Draft - 2022-23 Bellevistat-Compressedtemp accNo ratings yet
- Microbiology With Diseases by Body System 5th Edition Bauman Test BankDocument25 pagesMicrobiology With Diseases by Body System 5th Edition Bauman Test BankRhondaHogancank100% (50)
- Chemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated ScienceDocument20 pagesChemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated SciencekarlabrooksNo ratings yet
- Notes Lecture No 3 Cell Injury and MechanismDocument5 pagesNotes Lecture No 3 Cell Injury and MechanismDr-Rukhshanda RamzanNo ratings yet
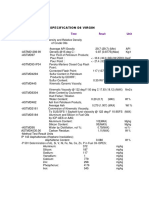
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- EP 1108 Photoelectric EffectDocument12 pagesEP 1108 Photoelectric EffectAryam SharmaNo ratings yet
- Duncan Sobre EsmaltesDocument9 pagesDuncan Sobre EsmaltesLeland StanfordNo ratings yet
- Question & Answer - Module 1 NACEDocument6 pagesQuestion & Answer - Module 1 NACEraghuvarma0% (1)
- Chinook-Services-Wellsite GeologyDocument6 pagesChinook-Services-Wellsite Geologyincharge geologistNo ratings yet
- Complete DissertationDocument240 pagesComplete DissertationAriSuandiNo ratings yet
- Suncroma: Organic and Inorganic PigmentsDocument12 pagesSuncroma: Organic and Inorganic PigmentsKetav Patel100% (1)
- 0708 0369Document27 pages0708 0369iledinamo1No ratings yet
- Dimond Structural Systems Manual Aug2016Document272 pagesDimond Structural Systems Manual Aug2016Erwin Mars UyNo ratings yet
- Thermodynamic Process Tutorial 4 1Document2 pagesThermodynamic Process Tutorial 4 1Boon Khai ChienNo ratings yet
- Metglas - Powerlite PDFDocument5 pagesMetglas - Powerlite PDFSubramaniam AravinthNo ratings yet
- Conductivity of Ionic SolutionsDocument3 pagesConductivity of Ionic SolutionsCristina AreolaNo ratings yet
- Acid BaseDocument5 pagesAcid Bases5mcfdr7ztNo ratings yet
- 8 Vol. 3 9 Sept. 2012IJPSR 636paper 8Document8 pages8 Vol. 3 9 Sept. 2012IJPSR 636paper 8Ingrid ContrerasNo ratings yet
- Bahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsDocument37 pagesBahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsAarón NavarreteNo ratings yet
- Ecosystem CyclesDocument11 pagesEcosystem CyclesMohammad ShormanNo ratings yet