You might also like
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Methods of Fabric CuttingDocument11 pagesMethods of Fabric CuttingMOHAMADSNo ratings yet
- CNC-Cutting-Solutions CNC Controller For Cutting Machines WebDocument16 pagesCNC-Cutting-Solutions CNC Controller For Cutting Machines Webismet hyseniNo ratings yet
- Welding SkillsDocument12 pagesWelding SkillsEduardoNo ratings yet
- 2.4Ghz Programmable Universal Counter: Users ManualDocument37 pages2.4Ghz Programmable Universal Counter: Users ManualIon TravoltuNo ratings yet
- Ducting Fabrication ProcedureDocument12 pagesDucting Fabrication Procedureismail karmanaNo ratings yet
- Owner'S Manual: Inverter Plasma CutterDocument8 pagesOwner'S Manual: Inverter Plasma CutterReggie100% (2)
- Plasma - Router CNCDocument19 pagesPlasma - Router CNCjaon11No ratings yet
- Manual HipotDocument34 pagesManual HipotOmar Marquez BonillaNo ratings yet
- Shipyard AssignmentDocument18 pagesShipyard AssignmentHaziqMajidNo ratings yet
- Metal Forming TechnologyDocument42 pagesMetal Forming TechnologydedybarokahNo ratings yet
- Suprarex Sxe - EngDocument9 pagesSuprarex Sxe - EngEliane SouzaNo ratings yet
- DTA4848ro delta-User-Manual PDFDocument12 pagesDTA4848ro delta-User-Manual PDFnoriegascribdNo ratings yet
- Mitech Welder ManualDocument13 pagesMitech Welder ManualkapasuduNo ratings yet
- 1/16 Din Microbased Controller: Operators ManualDocument69 pages1/16 Din Microbased Controller: Operators ManualJosue Camacho100% (2)
- THC enDocument8 pagesTHC enchompink6900No ratings yet
- Neuron Simplicity User ManualDocument45 pagesNeuron Simplicity User ManualShane MurrayNo ratings yet
- DTB - Manual Controler TemperatureDocument16 pagesDTB - Manual Controler TemperatureVictor RamirezNo ratings yet
- PT-76 Series Temperature Controller Operation Manual - B0Document2 pagesPT-76 Series Temperature Controller Operation Manual - B0jowegNo ratings yet
- Series Temperature Controller Operation Manual: PrecautionDocument31 pagesSeries Temperature Controller Operation Manual: PrecautionHiếu Khải Bạch MaiNo ratings yet
- Series Temperature Controller Instruction Sheet: PrecautionDocument14 pagesSeries Temperature Controller Instruction Sheet: PrecautionBen farah AymenNo ratings yet
- Delomatic 3, SCM-1, Synchronising-Measuring Module 4921240056 UKDocument3 pagesDelomatic 3, SCM-1, Synchronising-Measuring Module 4921240056 UKВупсень ПупсеньNo ratings yet
- Delta DTA Series Instruction SheetDocument12 pagesDelta DTA Series Instruction SheetDidasNo ratings yet
- PID Temperature Controller: Installation and Basic OperationDocument6 pagesPID Temperature Controller: Installation and Basic OperationTito RamosNo ratings yet
- Torch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDDocument13 pagesTorch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDBrian Stiven Restrepo PerezNo ratings yet
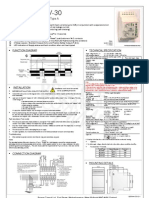
- Earth Leakage Relays ELRM44V30-2-ADocument1 pageEarth Leakage Relays ELRM44V30-2-ABrian BurchNo ratings yet
- Economiser Series: User ManualDocument20 pagesEconomiser Series: User ManualWashington de lima cardosoNo ratings yet
- AXIOMATIC DSDA-SMB-SC-MT-1A Solenoid DriverDocument10 pagesAXIOMATIC DSDA-SMB-SC-MT-1A Solenoid Driverdylan_dearing@hotmail.comNo ratings yet
- Eurotherm 3216 PDFDocument6 pagesEurotherm 3216 PDFRoyalty GouldNo ratings yet
- Σ-Φ debaler προγραμμαDocument20 pagesΣ-Φ debaler προγραμμαStelios TaousanisNo ratings yet
- 30V - 2A Power Supply ST4073 OperatingDocument11 pages30V - 2A Power Supply ST4073 Operatingilesh22No ratings yet
- Ta 8050 PDocument9 pagesTa 8050 PJuan Alamada Reynoso100% (1)
- DTA Manual UsuarioDocument12 pagesDTA Manual Usuario99lea99No ratings yet
- STK672-432A-E: 2-Phase Stepping Motor DriverDocument21 pagesSTK672-432A-E: 2-Phase Stepping Motor DriverDriss BouyaNo ratings yet
- Torch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDDocument11 pagesTorch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDjulioNo ratings yet
- Ar2 P enDocument4 pagesAr2 P enthe_cyclerNo ratings yet
- TC120 PWM/PFM Step-Down Combination Regulator/Controller: Features General DescriptionDocument12 pagesTC120 PWM/PFM Step-Down Combination Regulator/Controller: Features General DescriptionRijal SaifurNo ratings yet
- P42HTS40 Service Manual PDFDocument63 pagesP42HTS40 Service Manual PDFboroda2410No ratings yet
- Airpax PDFDocument46 pagesAirpax PDFvjNo ratings yet
- RTP Rata Flujo ManualDocument18 pagesRTP Rata Flujo ManualFabian PerezNo ratings yet
- DCL 33aDocument35 pagesDCL 33amjayaprakash225230No ratings yet
- Xpthc-4: Arc Voltage Plasma Height ControllerDocument25 pagesXpthc-4: Arc Voltage Plasma Height ControllerRacer RacerNo ratings yet
- 132KV 2 Line Metering PanelDocument11 pages132KV 2 Line Metering PanelUsman RasheedNo ratings yet
- 105 Data PDFDocument2 pages105 Data PDFAnas BasarahNo ratings yet
- SKF CMCP 530A-100A-R-ISO - ManualDocument11 pagesSKF CMCP 530A-100A-R-ISO - ManualJeferson MolinaNo ratings yet
- ST251 30MHzDocument18 pagesST251 30MHzTushar PatilNo ratings yet
- Xpthc-4: Arc Voltage Plasma Height ControllerDocument26 pagesXpthc-4: Arc Voltage Plasma Height ControllerMahmoofNo ratings yet
- 1/4 Din Microbased Controller Operators Manual: FORM 3665 Edition 1 © OCT. 1995 PRICE $10.00Document71 pages1/4 Din Microbased Controller Operators Manual: FORM 3665 Edition 1 © OCT. 1995 PRICE $10.00kmpoulos100% (1)
- Instruction Manual: Model 4040ADocument49 pagesInstruction Manual: Model 4040AMartin TorizNo ratings yet
- DPT R8 ManualDocument4 pagesDPT R8 Manualjose luisNo ratings yet
- PX Series: Process ControllerDocument30 pagesPX Series: Process ControllerSerhiiNo ratings yet
- Earth Leakage Relays ELRM44V30-2-ADocument1 pageEarth Leakage Relays ELRM44V30-2-Akalesh005No ratings yet
- MKC - PKCDocument12 pagesMKC - PKCTymbark MaspexNo ratings yet
- Power Meter E51C2Document29 pagesPower Meter E51C2atereñoneNo ratings yet
- FI 919X Notice AnglaisDocument24 pagesFI 919X Notice AnglaisRichard MERATNo ratings yet
- User'S Manual: JULY, 2015Document12 pagesUser'S Manual: JULY, 2015Mudassar RafiqNo ratings yet
- ACS Instruction ManualDocument24 pagesACS Instruction ManualsimbamikeNo ratings yet
- MPLR 610 PDFDocument46 pagesMPLR 610 PDFHimesh NairNo ratings yet
- Primary Current InjectorDocument2 pagesPrimary Current Injector021804No ratings yet
- Electronic Pressure Switch & Transmitter: General SpecificationDocument4 pagesElectronic Pressure Switch & Transmitter: General Specificationhuu thanh nguyenNo ratings yet
- DSR Operators ManualDocument32 pagesDSR Operators ManualJercy SanchezNo ratings yet
- ST251Document18 pagesST251kingarpit24No ratings yet
- XC450D GB R1.0 10.07.2009Document3 pagesXC450D GB R1.0 10.07.2009Jennifer Eszter SárközyNo ratings yet
- PM835 Panel Meter User ManualDocument24 pagesPM835 Panel Meter User ManualRENUS UPT MEDANNo ratings yet
- DeltaDocument13 pagesDeltaNguyễn Minh CườngNo ratings yet
- Media Specsheets Jaquet T400Document4 pagesMedia Specsheets Jaquet T400Pavel MelnikovNo ratings yet
- IS Extension Module IO EAV76404 01Document6 pagesIS Extension Module IO EAV76404 01fabio amayaNo ratings yet
- Guide Rollers Sizes: (LBS.) Size LR LA Max RPM WeightDocument1 pageGuide Rollers Sizes: (LBS.) Size LR LA Max RPM Weightjaon11No ratings yet
- PC Carbon Manual17595 2011Document117 pagesPC Carbon Manual17595 2011jaon11No ratings yet
- PC Carbon Manual17595 2011Document117 pagesPC Carbon Manual17595 2011jaon11No ratings yet
- Ref. Vertical PDFDocument1 pageRef. Vertical PDFjaon11No ratings yet
- The Difference Between NPTDocument2 pagesThe Difference Between NPTjaon11No ratings yet
- Oil & Gas Industries: Engineering Solutions ForDocument33 pagesOil & Gas Industries: Engineering Solutions ForfemiNo ratings yet
- Powermax 1000 Spec SheetDocument4 pagesPowermax 1000 Spec SheetPedro Alexandre CerqueiraNo ratings yet
- Ermaksan Epl-PlasmaDocument19 pagesErmaksan Epl-PlasmaMurat KayaNo ratings yet
- Merlin Pak 15XC European Instruction ManualDocument128 pagesMerlin Pak 15XC European Instruction ManualEliodoro SardinhaNo ratings yet
- GAPS Guidelines: Cutting, Welding and Other Hot WorkDocument2 pagesGAPS Guidelines: Cutting, Welding and Other Hot WorkAsad KhanNo ratings yet
- ITR ReportDocument39 pagesITR ReportOm KalkeriNo ratings yet
- PowerMTS 252stiDocument72 pagesPowerMTS 252stiKale Arbrough100% (1)
- Germany Industry 4.0 August CourseDocument32 pagesGermany Industry 4.0 August CourseViraj ShiroleNo ratings yet
- CHD Best Quotation of Welding Machine NO., CHD2021-1109A-1Document1 pageCHD Best Quotation of Welding Machine NO., CHD2021-1109A-1Mahmoud Abd-Elhamid Abu EyadNo ratings yet
- Company IntroductionDocument58 pagesCompany Introductionzakaria masud sonyNo ratings yet
- THC Sh-hc30 ManualDocument54 pagesTHC Sh-hc30 Manualgeorgegvr100% (1)
- Resume For R & D - Npd-Process EngineerDocument5 pagesResume For R & D - Npd-Process EngineerpramodNo ratings yet
- Plasma Arc Cutting: Prepared By: Raghav SinglaDocument16 pagesPlasma Arc Cutting: Prepared By: Raghav SinglarrameshsmitNo ratings yet
- CNC Machines, Types, Tools, Applications and ImportanceDocument23 pagesCNC Machines, Types, Tools, Applications and Importancenovkovic1984No ratings yet
- Company Profile Horn Presentation 2015Document28 pagesCompany Profile Horn Presentation 2015Oyebola Akin-DeluNo ratings yet
- STD PPM 330-3000 Opl v3 ENDocument33 pagesSTD PPM 330-3000 Opl v3 ENRenata SantosNo ratings yet
- SF Hc25c3 English Handbook v1.0Document31 pagesSF Hc25c3 English Handbook v1.0NM MÁQUINA máquinaNo ratings yet
- ThermalDynamics7 5216Document6 pagesThermalDynamics7 5216Thibault ChapelNo ratings yet
- Cad PPT ParoopDocument10 pagesCad PPT ParoopShubhanshu SinghNo ratings yet
- AIL - Company Profile & Credentials - 06.04.2020 PDFDocument10 pagesAIL - Company Profile & Credentials - 06.04.2020 PDFAswathi IndustriesNo ratings yet
- CIGWELD General CatalogueDocument78 pagesCIGWELD General CataloguedobolanNo ratings yet