You might also like
- Cop 1838Document13 pagesCop 1838francks123100% (1)
- Well Control PresentationDocument57 pagesWell Control PresentationmissaouiNo ratings yet
- M Cavitation1Document8 pagesM Cavitation1Ade RizkiNo ratings yet
- PRV - CatalogueDocument6 pagesPRV - CatalogueSarbendu PaulNo ratings yet
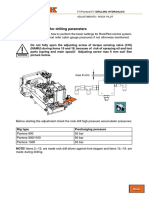
- Training: 1.1. Basic Settings For Drilling ParametersDocument8 pagesTraining: 1.1. Basic Settings For Drilling ParametersVICTOR BEMENGUENo ratings yet
- RasGasl Mud Cap Drilling ProceduresDocument33 pagesRasGasl Mud Cap Drilling ProceduresE Schon100% (1)
- EXTENDED Well Control ChecklistDocument14 pagesEXTENDED Well Control ChecklistAdam InesNo ratings yet
- Strata-Sense Setting For ECM660IIIDocument7 pagesStrata-Sense Setting For ECM660IIIaugustoNo ratings yet
- PF4200-10 Spec Sheet PDFDocument6 pagesPF4200-10 Spec Sheet PDFMiguel VlntìnNo ratings yet
- 07 Damper CircuitDocument27 pages07 Damper Circuitsalvador341100% (2)
- IB-14 - SCON - TBG Punch - Scope of Work Rev 00Document11 pagesIB-14 - SCON - TBG Punch - Scope of Work Rev 00Samson ObinnaNo ratings yet
- MT181118 S7C Simba Production Drill SettingsDocument9 pagesMT181118 S7C Simba Production Drill SettingsGustavoNo ratings yet
- LPR N TesterValveH09381Document2 pagesLPR N TesterValveH09381JerrydawangNo ratings yet
- Buckling Pin Pressure Relief TechnologyDocument8 pagesBuckling Pin Pressure Relief Technologynature75No ratings yet
- CR 0701 CH 11Document6 pagesCR 0701 CH 11Rıfat BingülNo ratings yet
- Rig Crew For Petronas Level 2Document73 pagesRig Crew For Petronas Level 2gchau89No ratings yet
- Port Ps PDFDocument2 pagesPort Ps PDFluisNo ratings yet
- HSFG Bolt PDFDocument6 pagesHSFG Bolt PDFSatish PawarNo ratings yet
- SPE 144416 Drilling Performance Improvements in Gas Shale Plays Using A Novel Drilling Agitator DeviceDocument9 pagesSPE 144416 Drilling Performance Improvements in Gas Shale Plays Using A Novel Drilling Agitator DeviceJulio Alejandro Rojas BarbaNo ratings yet
- Parker (T6, T6CC) Hydraulic Vane PumpsDocument12 pagesParker (T6, T6CC) Hydraulic Vane PumpsEduardo Valladares DuranNo ratings yet
- Gas Lift - Unloading (Leslie Thompson)Document59 pagesGas Lift - Unloading (Leslie Thompson)Reza RamadhanNo ratings yet
- Pertemuan12 ESP 04042016 13042016Document192 pagesPertemuan12 ESP 04042016 13042016Priozky Pratama Purba100% (1)
- Turbine & Its Governing and Turbo Generator AlokDocument143 pagesTurbine & Its Governing and Turbo Generator AlokSHAMSIK2002100% (3)
- 07 - Hydraulic ComponentsDocument306 pages07 - Hydraulic Componentsphdum23No ratings yet
- Protective Functions: RPC-F System - L7Document4 pagesProtective Functions: RPC-F System - L7MoodNo ratings yet
- Calibration Column Milton RoyDocument4 pagesCalibration Column Milton Royrubens072No ratings yet
- Pipe Rupture ValvesDocument5 pagesPipe Rupture ValvesMS Mechanic HSM 2No ratings yet
- SPE7775 Application of Repeatformation Tester Pressure Measurements InthemldoleeastDocument13 pagesSPE7775 Application of Repeatformation Tester Pressure Measurements InthemldoleeastcmkohNo ratings yet
- 6-552-1 (PS10-34)Document2 pages6-552-1 (PS10-34)Ânderson Silva BrasilNo ratings yet
- True Operating Flow Range of A Centrifugal PumpsDocument2 pagesTrue Operating Flow Range of A Centrifugal PumpsmishraenggNo ratings yet
- Bullheading: Workover Well Control Guide (Vol 15,1994 Ed.) - Section HDocument11 pagesBullheading: Workover Well Control Guide (Vol 15,1994 Ed.) - Section HBoedi SyafiqNo ratings yet
- Model Anti-Shock, Pilot-Operated, Balanced Poppet Relief ValveDocument2 pagesModel Anti-Shock, Pilot-Operated, Balanced Poppet Relief ValveJustinNo ratings yet
- Instruction Manual For Operating and Maintenance: - Counter Clockwise RotationDocument9 pagesInstruction Manual For Operating and Maintenance: - Counter Clockwise RotationANo ratings yet
- Positive Displacement Pump VibrationDocument5 pagesPositive Displacement Pump Vibrationdeddy asNo ratings yet
- Cavitation: Mechanical Engineering, ME8462, T. W. SimonDocument8 pagesCavitation: Mechanical Engineering, ME8462, T. W. SimonSrećko BlaževićNo ratings yet
- Turbine Blades: Impulse Blading System DesignDocument10 pagesTurbine Blades: Impulse Blading System DesignPappuRamaSubramaniamNo ratings yet
- 02, Outflow and System 20202019Document28 pages02, Outflow and System 20202019El Moustapha Ould CheikhNo ratings yet
- Grundfosliterature-6859247 Diaphragm Tank CalculationDocument10 pagesGrundfosliterature-6859247 Diaphragm Tank CalculationstanleybhoopathyNo ratings yet
- RFT - Essentials of Pressure Test InterpretationDocument66 pagesRFT - Essentials of Pressure Test InterpretationRoni Hepson Tambun100% (2)
- Case Study On Centrifugal Pumps-8csDocument16 pagesCase Study On Centrifugal Pumps-8csRavindra PawarNo ratings yet
- NewGenerationRadialPistonPumps TechpaperDocument12 pagesNewGenerationRadialPistonPumps TechpaperEbrahim AhmariNo ratings yet
- Simulator Proficiency GuidelinesDocument4 pagesSimulator Proficiency GuidelinesBoedi SyafiqNo ratings yet
- Screwpump Series: Product DescriptionDocument12 pagesScrewpump Series: Product DescriptionMick VNo ratings yet
- Modelo Pilot-Operated, Reductor de Presión Válvula: Series 1 / Capacidad: 40 L/Min. / Cavidad: T-11ADocument2 pagesModelo Pilot-Operated, Reductor de Presión Válvula: Series 1 / Capacidad: 40 L/Min. / Cavidad: T-11AVictor CMNo ratings yet
- SEVER Cirk - PumpeDocument4 pagesSEVER Cirk - Pumpeokstorebor0% (1)
- System Curves-Pump CurvesDocument87 pagesSystem Curves-Pump CurvesChandaKundaNo ratings yet
- 205 Drag Valves For Boiler Feedpump RecirculationDocument6 pages205 Drag Valves For Boiler Feedpump Recirculationesakkiraj1590No ratings yet
- Hole Cleaning: Downhole Motors in Deviated WellsDocument13 pagesHole Cleaning: Downhole Motors in Deviated WellsJairo CortesNo ratings yet
- Superior Packer Setting ProceduereDocument10 pagesSuperior Packer Setting ProcedueretarangtusharNo ratings yet
- DESCRIPTION: Map Hydro-Mech Bridge Plug Is Hydraulically ActuatedDocument7 pagesDESCRIPTION: Map Hydro-Mech Bridge Plug Is Hydraulically ActuatedKeshav PujeriNo ratings yet
- Cobbett 1982Document8 pagesCobbett 1982GERARDO TORRES RUIZNo ratings yet
- Pump Selection and Quality ConsiderationsDocument2 pagesPump Selection and Quality ConsiderationsaurinkokelloNo ratings yet
- Instruction Manual For Fishing ToolsDocument15 pagesInstruction Manual For Fishing ToolsOperationNo ratings yet
- Sizing and Specifying Pumps R2Document27 pagesSizing and Specifying Pumps R2royNo ratings yet
- 2017 PTT Tds 11 Pressure On Carbon Brushes MersenDocument4 pages2017 PTT Tds 11 Pressure On Carbon Brushes MersenDanang AjiNo ratings yet
- 2017 PTT Tds 11 Pressure On Carbon Brushes Mersen PDFDocument4 pages2017 PTT Tds 11 Pressure On Carbon Brushes Mersen PDFSlobodan SavicNo ratings yet
- Powerroc T50 Start Up and Drilling Setting ProcedureDocument7 pagesPowerroc T50 Start Up and Drilling Setting ProcedurerolandNo ratings yet
- Section 2 MaterialsDocument7 pagesSection 2 MaterialsButnariu CristianNo ratings yet
- Section 1 General, DefinitionsDocument8 pagesSection 1 General, DefinitionsButnariu CristianNo ratings yet
- Design Methodology of Steering System For All-Terrain VehiclesDocument7 pagesDesign Methodology of Steering System For All-Terrain VehiclesAnonymous kw8Yrp0R5rNo ratings yet
- Design Bump and Roll SteerDocument5 pagesDesign Bump and Roll SteerJEAN ALARCONNo ratings yet
- Design Bump and Roll SteerDocument5 pagesDesign Bump and Roll SteerJEAN ALARCONNo ratings yet
- DGSL Info160 0307 SCR EN PDFDocument46 pagesDGSL Info160 0307 SCR EN PDFrimce77No ratings yet
- 2015 Rockshox SPC Rev ADocument123 pages2015 Rockshox SPC Rev AvitoNo ratings yet
- Student Manual of Damped & Un DampedDocument3 pagesStudent Manual of Damped & Un DampedaqibNo ratings yet
- Pulsar 150 Ug3Document5 pagesPulsar 150 Ug3robi alamsyah0% (2)
- Backdraft Damper SpecsDocument2 pagesBackdraft Damper SpecsperezismaelNo ratings yet
- Accumulator Technology. Accumulator Ator at Te Te T Chnolog: Product CatalogueDocument148 pagesAccumulator Technology. Accumulator Ator at Te Te T Chnolog: Product CatalogueJamin SmtpngNo ratings yet
- SM 18 PDFDocument379 pagesSM 18 PDFDaniel Cristian DideleaNo ratings yet
- 05 - Rotor PrincipalDocument12 pages05 - Rotor Principalclebersjc100% (1)
- Gas Springs Selecting and CalculatingDocument16 pagesGas Springs Selecting and CalculatingSumod kumar100% (1)
- A800X Instruction ManualDocument28 pagesA800X Instruction ManualTres BolasNo ratings yet
- Jarret StructuresDocument46 pagesJarret StructuresBartoSimpsonNo ratings yet
- Analysis of Suspension With Variable Stiffness and Variable Damping Force For Automotive ApplicationsDocument19 pagesAnalysis of Suspension With Variable Stiffness and Variable Damping Force For Automotive ApplicationsAlexander Rueda OrduzNo ratings yet
- Chapter No.1: 1.1. GeneralDocument44 pagesChapter No.1: 1.1. GeneralAyon SenguptaNo ratings yet
- RD-1005-3 Damper: Lord Technical Data Lord Technical DataDocument2 pagesRD-1005-3 Damper: Lord Technical Data Lord Technical DataLuis Augusto0% (1)
- E2 Technical BulletinDocument84 pagesE2 Technical Bulletinmilero100% (1)
- Cummins Serie K Calibracion de ValvulasDocument63 pagesCummins Serie K Calibracion de Valvulasfrank_16100% (1)
- Piaggio Typhoon 50 4t 4v (EN)Document188 pagesPiaggio Typhoon 50 4t 4v (EN)Manualles83% (6)
- Another Innovative Solution From Tronair: Shimmy Damper Fluid Service UnitDocument1 pageAnother Innovative Solution From Tronair: Shimmy Damper Fluid Service UnitProvincial AirwaysNo ratings yet
- SSP 404 Tiguan 2008Document48 pagesSSP 404 Tiguan 2008MEKATRONIKA ARGENTINANo ratings yet
- Kyosho Superten Fw04Document36 pagesKyosho Superten Fw04aascmdthlbaimpgtbiNo ratings yet
- Tech Spec - IbmsDocument128 pagesTech Spec - IbmsAnonymous NcB95G6XwNo ratings yet
- 105 Sorbothane FAQsDocument2 pages105 Sorbothane FAQsMarcNo ratings yet
- Service Bulletin: CopierDocument5 pagesService Bulletin: Copieroleg-spbNo ratings yet
- Yamaha Neo's 50-Service ManualDocument161 pagesYamaha Neo's 50-Service ManualbcnscribdNo ratings yet
- ServicingDocument19 pagesServicingjontis jasoliyaNo ratings yet
- Meyle CatalogDocument58 pagesMeyle CatalogossoskiNo ratings yet
- Suspension SystemDocument16 pagesSuspension SystemDebayan Dhar ChoudhuryNo ratings yet
- (Sorbothane) SPGDocument32 pages(Sorbothane) SPGCristo PeregrínNo ratings yet
- Air Suspension SystemDocument5 pagesAir Suspension SystemSudeep Mishra100% (2)
- Ec 290 BLCDocument361 pagesEc 290 BLCchanlin96% (52)