You might also like
- Wps Guides 2006Document25 pagesWps Guides 2006BE GNo ratings yet
- Principles and Practices of Stud Welding: State-Of-The-Art PaperDocument13 pagesPrinciples and Practices of Stud Welding: State-Of-The-Art Paperalbert limantonoNo ratings yet
- Set 1Document5 pagesSet 1mangalraj900No ratings yet
- REPORT SUMMARYDocument5 pagesREPORT SUMMARYRiaan PretoriusNo ratings yet
- Sigma NDT Services RT Report SummaryDocument2 pagesSigma NDT Services RT Report SummaryAsish desaiNo ratings yet
- Nelson Stud Properties - Esr-2856Document3 pagesNelson Stud Properties - Esr-2856ellisblNo ratings yet
- CH 06 Welding NDT SymbolsDocument32 pagesCH 06 Welding NDT SymbolsgabisaNo ratings yet
- CWB CredentialsDocument14 pagesCWB Credentialsranjith_022No ratings yet
- Standard Practice For The Design and Construction of Reinforced Concrete Storm Sewer Pipe (RCP) Part 1: GeneralDocument23 pagesStandard Practice For The Design and Construction of Reinforced Concrete Storm Sewer Pipe (RCP) Part 1: GeneralAnony MousNo ratings yet
- Automatic Weld Size GaugeDocument1 pageAutomatic Weld Size GaugeLucioNo ratings yet
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDocument1 pageField Welding Inspection Checklist: Wisconsin Department of TransportationEKNo ratings yet
- Piping InspectionDocument6 pagesPiping InspectionRaul2307No ratings yet
- Radiation Guideline: Test Protocols For Parts 2-5Document43 pagesRadiation Guideline: Test Protocols For Parts 2-5Jimmy JohnNo ratings yet
- 2011 03 Mccowan Kivela PDFDocument11 pages2011 03 Mccowan Kivela PDFFranklyn GenoveNo ratings yet
- Fabrication of Large GRP Storage TanksDocument60 pagesFabrication of Large GRP Storage TanksjoekaledaNo ratings yet
- Avoidance of Discontinuities in The Joint HardoxDocument10 pagesAvoidance of Discontinuities in The Joint HardoxfsfunbNo ratings yet
- Visual Inspection D1-1Document1 pageVisual Inspection D1-1Malcolm DiamondNo ratings yet
- Technical Data: Carbofol HDPE 406 1,0 S/s Smooth / Smooth OITDocument1 pageTechnical Data: Carbofol HDPE 406 1,0 S/s Smooth / Smooth OITAlex Lie100% (1)
- Astm17 0303Document5 pagesAstm17 0303Edgardo Emilio CantillanoNo ratings yet
- PW3Document49 pagesPW3Mujaffar ShaikhNo ratings yet
- AWS D1.1 Ultrasonic Testing Acceptance CriteriaDocument5 pagesAWS D1.1 Ultrasonic Testing Acceptance Criteriahamdi mallouliNo ratings yet
- Radiographic Examination ReportDocument1 pageRadiographic Examination ReportKareem AbdelazizNo ratings yet
- SPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsDocument8 pagesSPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsSujanto WidjajaNo ratings yet
- Guidelines FOR Special Inspection IN Construction: C C T I ADocument43 pagesGuidelines FOR Special Inspection IN Construction: C C T I AMikhael Ayoub MikhaelNo ratings yet
- Seminar Quiz Module 4-1Document5 pagesSeminar Quiz Module 4-1Akindiya IsaacNo ratings yet
- CIP05-Plastic Shrinkage CrackingDocument2 pagesCIP05-Plastic Shrinkage Cracking7774R105No ratings yet
- AWS D1.1 PQR form guideDocument4 pagesAWS D1.1 PQR form guideDarioNo ratings yet
- Certification Document - Da200 Contour ProbeDocument1 pageCertification Document - Da200 Contour ProbeTonyRiverosBecerraNo ratings yet
- Custos de SoldagemDocument9 pagesCustos de SoldagemJoel CezarNo ratings yet
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezNo ratings yet
- Interim Guidelines for Evaluation, Repair, Modification and Design of Steel Moment FramesDocument415 pagesInterim Guidelines for Evaluation, Repair, Modification and Design of Steel Moment FramesTharach JanesuapasaereeNo ratings yet
- As 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksDocument4 pagesAs 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksSAI Global - APACNo ratings yet
- FLSmidth - Debusting Pipes. Design ManualDocument22 pagesFLSmidth - Debusting Pipes. Design ManualDiegoEstebanMonteroNo ratings yet
- Blasting &painting Pocedures MTD SOP 15 01Document1 pageBlasting &painting Pocedures MTD SOP 15 01vinothNo ratings yet
- ASTM Norm E 164 - 97 - RTE2NC05NWDocument23 pagesASTM Norm E 164 - 97 - RTE2NC05NWAngelNo ratings yet
- ASTZM E1476-97 Metals Sorting Guide PDFDocument12 pagesASTZM E1476-97 Metals Sorting Guide PDFKewell LimNo ratings yet
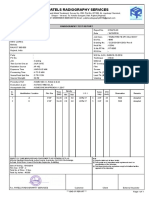
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- SSPC QP 3Document6 pagesSSPC QP 3anoopkumarNo ratings yet
- Selenium 75Document0 pagesSelenium 75vrapciudorianNo ratings yet
- Ultrasonic Inspection NDT Sample Test Report FormatDocument6 pagesUltrasonic Inspection NDT Sample Test Report FormatAvneet MaanNo ratings yet
- Welding SolutionsDocument4 pagesWelding SolutionsDo XuanNo ratings yet
- Procedure - Store and Conservation ElectrodesDocument6 pagesProcedure - Store and Conservation ElectrodesDemetrio RodriguezNo ratings yet
- E545-99 Neutron Image QualityDocument4 pagesE545-99 Neutron Image QualityaboutdestinyNo ratings yet
- Metallography in Life AssessmentDocument14 pagesMetallography in Life AssessmentluisNo ratings yet
- Detection and Evaluation of Discontinuities by Contact Pulse-Echo Straight-Beam Ultrasonic MethodsDocument7 pagesDetection and Evaluation of Discontinuities by Contact Pulse-Echo Straight-Beam Ultrasonic MethodsEric GozzerNo ratings yet
- ASME Sec VIII d1 Ma App 8Document2 pagesASME Sec VIII d1 Ma App 8fuihiufhNo ratings yet
- Chartek 1709 Application Manual 2006 (Rev 5)Document100 pagesChartek 1709 Application Manual 2006 (Rev 5)Tudor Moraru100% (1)
- Aws C 5.4 Stud Welding PracticesDocument7 pagesAws C 5.4 Stud Welding PracticesJose Aciano Hernandez0% (1)
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- G 14 - 04 (2010) E1Document6 pagesG 14 - 04 (2010) E1jose floresNo ratings yet
- CSM-QR-02-2, Medical Gas BPS TablesDocument8 pagesCSM-QR-02-2, Medical Gas BPS TablesaadmaadmNo ratings yet
- Visual Inspection of Steel Pipes PlatesDocument72 pagesVisual Inspection of Steel Pipes PlatesLiam Choon SengNo ratings yet
- Epoch 4 Operations ManualDocument164 pagesEpoch 4 Operations ManualpjhollowNo ratings yet
- E1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocument7 pagesE1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessManuel Andres Mantilla DuranNo ratings yet
- Welding InspectionDocument9 pagesWelding InspectionJackNo ratings yet
- 05 - 12 - 00 - 00 (05120) - Steel FramingDocument12 pages05 - 12 - 00 - 00 (05120) - Steel FramingMatthew Ho Choon LimNo ratings yet
- B2.1 B2.1M 2021 Web - PVDocument14 pagesB2.1 B2.1M 2021 Web - PVIsabel BurnetteNo ratings yet
- (American Society of Civil Engineers. - ASCE Standard) American Society of Civil Engineers - Specification For Structural Steel Beams With Web Openings-American Society of Civil Engineers (1999)Document31 pages(American Society of Civil Engineers. - ASCE Standard) American Society of Civil Engineers - Specification For Structural Steel Beams With Web Openings-American Society of Civil Engineers (1999)AndreasEdyantoNo ratings yet
- MSC October 2011 PDFDocument8 pagesMSC October 2011 PDFYan Naung KoNo ratings yet
- Aci 117 R90Document11 pagesAci 117 R90Rafael Elgueta Aravena100% (1)
- Decision Document On Tariff Methodology, 1-1Document30 pagesDecision Document On Tariff Methodology, 1-1Thusitha HerathNo ratings yet
- Intertuf 262Document4 pagesIntertuf 262Trịnh Minh KhoaNo ratings yet
- Hempel Data SheetDocument473 pagesHempel Data Sheetmuthuswamy77No ratings yet
- Foreign Exchange Act 2017 12eDocument31 pagesForeign Exchange Act 2017 12eAudithya KahawattaNo ratings yet
- Inspection of Steel Penstocks & Pressure Conduits Vol2-8Document43 pagesInspection of Steel Penstocks & Pressure Conduits Vol2-8Manmohit Singh67% (3)
- Welding Procedure TestDocument1 pageWelding Procedure TestdcsamaraweeraNo ratings yet
- Interbond 808: Epoxy AnticorrosiveDocument4 pagesInterbond 808: Epoxy AnticorrosivedcsamaraweeraNo ratings yet
- The Lincoln Procedure Handbook of Arc WeldingDocument742 pagesThe Lincoln Procedure Handbook of Arc Weldingmario fisgaNo ratings yet
- Industrial Radiography Image Forming Techniques English 4 PDFDocument114 pagesIndustrial Radiography Image Forming Techniques English 4 PDFPana SilviuNo ratings yet
- Industrial Radiography Image Forming Techniques English 4 PDFDocument114 pagesIndustrial Radiography Image Forming Techniques English 4 PDFPana SilviuNo ratings yet
- Inspiron 15 3567 Laptop Service Manual en UsDocument115 pagesInspiron 15 3567 Laptop Service Manual en UsZozoaa ZozoNo ratings yet
- E1815-01 Film System Classification PDFDocument6 pagesE1815-01 Film System Classification PDFalisyalalaNo ratings yet
- Design and Construction of A Portable Gantry HoistDocument42 pagesDesign and Construction of A Portable Gantry HoistMark JackamanNo ratings yet
- Merkur High Pressure Sprayer: Instructions-PartsDocument30 pagesMerkur High Pressure Sprayer: Instructions-PartsdcsamaraweeraNo ratings yet
- Motor Traffic PDFDocument111 pagesMotor Traffic PDFOlu Mal PeneNo ratings yet
- Inspiron 15 3567 Laptop - Reference Guide - en UsDocument25 pagesInspiron 15 3567 Laptop - Reference Guide - en UsSai Krishna PatelNo ratings yet
- E1815-01 Film System Classification PDFDocument6 pagesE1815-01 Film System Classification PDFalisyalalaNo ratings yet
- Foreign Exchange Act 2017 12eDocument31 pagesForeign Exchange Act 2017 12eAudithya KahawattaNo ratings yet
- Nmax Gpd150-A 2DP1Document59 pagesNmax Gpd150-A 2DP1noor bill88% (33)
- 2017Y0V0C12ADocument33 pages2017Y0V0C12AsudathNo ratings yet
- Welding Code Exam Version D1.1Document13 pagesWelding Code Exam Version D1.1Liyakathalikhan Shahjahan100% (4)
- Consumer Affairs Authority Act No. 9Document53 pagesConsumer Affairs Authority Act No. 9Padmavati KarthicNo ratings yet
- Consumer Affairs Authority Act No. 9Document53 pagesConsumer Affairs Authority Act No. 9Padmavati KarthicNo ratings yet
- HampersDocument20 pagesHampersdcsamaraweeraNo ratings yet
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- E1815-01 Film System Classification PDFDocument6 pagesE1815-01 Film System Classification PDFalisyalalaNo ratings yet
- Nmax Gpd150-A 2DP1Document59 pagesNmax Gpd150-A 2DP1noor bill88% (33)
- Welding Procedure TestDocument1 pageWelding Procedure TestdcsamaraweeraNo ratings yet
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- BS en Iso 15614-1-2017Document50 pagesBS en Iso 15614-1-2017Aries Marte89% (28)
- Webpage Automotive Catalouge PDF - Adobe Acrobat ProDocument30 pagesWebpage Automotive Catalouge PDF - Adobe Acrobat Proapi-252992438No ratings yet
- Hafod Arch, Brynmawr, Blaenau Gwent. Watching BriefDocument28 pagesHafod Arch, Brynmawr, Blaenau Gwent. Watching BriefAPAC LtdNo ratings yet
- Off-Center-Fed Dipole Antennas PDFDocument38 pagesOff-Center-Fed Dipole Antennas PDFnestor.escala7666No ratings yet
- 431CSL6206T60Document2 pages431CSL6206T60Igor CanabarroNo ratings yet
- e Technomig 215 Dual Synergic 230vDocument2 pagese Technomig 215 Dual Synergic 230vFelipe GonzalesNo ratings yet
- Modern AC Land Drilling Rig PosterDocument1 pageModern AC Land Drilling Rig Posterjavierlozano10No ratings yet
- Autosar Sws Spi HandlerdriverDocument76 pagesAutosar Sws Spi Handlerdriverkrnl386No ratings yet
- 6.2.2.5 Lab - Configuring Basic EIGRP For IPv4Document10 pages6.2.2.5 Lab - Configuring Basic EIGRP For IPv4Ana DianaNo ratings yet
- Dr. Boddeti Kalyan Kumar: Curriculum VitaeDocument3 pagesDr. Boddeti Kalyan Kumar: Curriculum VitaeAdeniji OlusegunNo ratings yet
- 222Document5 pages222sumanNo ratings yet
- Expansion Tank SizingDocument36 pagesExpansion Tank SizingEngFaisal AlraiNo ratings yet
- Chapter 8Document44 pagesChapter 8Syukri ZainuddinNo ratings yet
- Kvpy Thermal Expansion PDFDocument7 pagesKvpy Thermal Expansion PDFstudysteps.inNo ratings yet
- Oryx, Salt-MsdsDocument6 pagesOryx, Salt-MsdsMarg ConveyorsNo ratings yet
- Cooling Water System : Daily Log Sheet Date: .. Shift TimeDocument4 pagesCooling Water System : Daily Log Sheet Date: .. Shift TimeNata ChaNo ratings yet
- Cold Seal Plain Paper 55mm-SpecDocument1 pageCold Seal Plain Paper 55mm-Specilyas khan100% (1)
- ch05 HW Solutions s18Document7 pagesch05 HW Solutions s18Nasser SANo ratings yet
- HP Pro 300 M375 400 M475 Service Manual TocDocument18 pagesHP Pro 300 M375 400 M475 Service Manual TocmohhuxenNo ratings yet
- 2007 Nissan Titan Automatic TransmissionDocument342 pages2007 Nissan Titan Automatic TransmissionGeigerpdf100% (2)
- Datasheet For Safety Device ConveyorDocument6 pagesDatasheet For Safety Device ConveyorJoe GrosirNo ratings yet
- EBR-EPG Eng 02 2155065Document2 pagesEBR-EPG Eng 02 2155065Драгиша Небитни ТрифуновићNo ratings yet
- Falcon 1600Document45 pagesFalcon 1600manohar kumar100% (1)
- Sheet Metal Tools PDFDocument13 pagesSheet Metal Tools PDFANDERSON LIMA DA SILVANo ratings yet
- Ancillary Products: DualproofDocument24 pagesAncillary Products: DualproofNightly OwlNo ratings yet
- Fallout76 Config FileDocument4 pagesFallout76 Config FilesalianheinrichNo ratings yet
- NIH FeeDocument111 pagesNIH FeemohdkhidirNo ratings yet
- Eview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewDocument5 pagesEview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewjoephinNo ratings yet
- Thrust Into Space PDFDocument125 pagesThrust Into Space PDFruslanagNo ratings yet
- Assembler Syntax: Lui $at, 4096 Addu $at, $at, $a1 LW $a0, 8 ($at)Document35 pagesAssembler Syntax: Lui $at, 4096 Addu $at, $at, $a1 LW $a0, 8 ($at)GonzaloDominguezNo ratings yet