You might also like
- 1.JSA-Mechanical Work Hydrant InstallationDocument9 pages1.JSA-Mechanical Work Hydrant InstallationMuhammad Umar GondalNo ratings yet
- Issues in Economics TodayDocument559 pagesIssues in Economics TodayNikhil Singhal71% (7)
- The Polyolefin IndustryDocument24 pagesThe Polyolefin IndustryJomari Magadan67% (3)
- Ethics Case Digest CompleteDocument56 pagesEthics Case Digest Completeevealyn.gloria.wat20100% (3)
- Chapter 2 - v6Document20 pagesChapter 2 - v6Fortia Louise AdelieneNo ratings yet
- Polyols and Polyurethanes From Renewable Sources: Past, Present and Future-Part 1: Vegetable Oils and Lignocellulosic BiomassDocument22 pagesPolyols and Polyurethanes From Renewable Sources: Past, Present and Future-Part 1: Vegetable Oils and Lignocellulosic BiomassDevarshi ModiNo ratings yet
- Polyrethane Insulation and Waste ManagementDocument20 pagesPolyrethane Insulation and Waste ManagementLauraVillalobosCastroNo ratings yet
- Biori 5 1 E2021004Document12 pagesBiori 5 1 E2021004Kalyan PingaliNo ratings yet
- Biodegradation of Polyethylene A Brief ReviewDocument15 pagesBiodegradation of Polyethylene A Brief ReviewKewin HernandezNo ratings yet
- Progress in Organic Coatings: Halima Khatoon, Sajid Iqbal, Mohd Irfan, Abu Darda, Neha Kanwar RawatDocument16 pagesProgress in Organic Coatings: Halima Khatoon, Sajid Iqbal, Mohd Irfan, Abu Darda, Neha Kanwar Rawatlinda.mhd20No ratings yet
- Articulo de QuimicaDocument9 pagesArticulo de QuimicaIvan DiazNo ratings yet
- Kun Dan Pukánszky 2017, Struktur LignosulfonatDocument71 pagesKun Dan Pukánszky 2017, Struktur Lignosulfonatlilis nurhasanahNo ratings yet
- Supreme Petrochem LTD.: I) Overview of Global PlasticsDocument13 pagesSupreme Petrochem LTD.: I) Overview of Global PlasticsRevathi MNo ratings yet
- This Content Downloaded From 211.145.54.58 On Mon, 13 Mar 2023 03:43:49 UTCDocument20 pagesThis Content Downloaded From 211.145.54.58 On Mon, 13 Mar 2023 03:43:49 UTCMimi LiNo ratings yet
- Sustainability 13 06170 v3Document22 pagesSustainability 13 06170 v3Dr. Muhammad ImranNo ratings yet
- Sustainability 13 06170 v3Document22 pagesSustainability 13 06170 v3Dr. Muhammad ImranNo ratings yet
- Materials 14 05475 v2Document12 pagesMaterials 14 05475 v2syamsutajriNo ratings yet
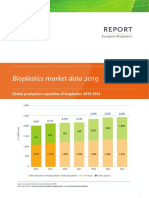
- Report Bioplastics Market Data 2019Document4 pagesReport Bioplastics Market Data 2019Donato GalloNo ratings yet
- Sustainable Energy Use Prospects of BiofuelDocument5 pagesSustainable Energy Use Prospects of BiofuelSuhufa AlfarisaNo ratings yet
- Biodegradable Carrier Bags - Solutions Through Innovation: Lot 1: Decreasing Environmental Impact WE0109 SBRIDocument12 pagesBiodegradable Carrier Bags - Solutions Through Innovation: Lot 1: Decreasing Environmental Impact WE0109 SBRISaravananNo ratings yet
- ABC ChemDocument9 pagesABC ChemVatsal DaveNo ratings yet
- PTR2020 3 22Document9 pagesPTR2020 3 22mirela.ianaromanNo ratings yet
- Fermentation 07 00204Document14 pagesFermentation 07 00204LalitaNo ratings yet
- الطريق نحو صفر كربون في البتروكيماوياتDocument28 pagesالطريق نحو صفر كربون في البتروكيماوياتRania YaseenNo ratings yet
- 2018 Biomedical Applications of Polyurethane MaterialsDocument10 pages2018 Biomedical Applications of Polyurethane Materialsankita awasthiNo ratings yet
- Gama2015 PDFDocument9 pagesGama2015 PDFTeresa MataNo ratings yet
- Science & Technology Development Journal, 23 (4) 721-731Document11 pagesScience & Technology Development Journal, 23 (4) 721-731KhangKGBNo ratings yet
- AF Plastics The Facts 2021 250122Document34 pagesAF Plastics The Facts 2021 250122José Luis BeltránNo ratings yet
- Eco Profile PU PDFDocument19 pagesEco Profile PU PDFayman emmadNo ratings yet
- Bioplastics BenefitsDocument21 pagesBioplastics BenefitsAngelo ErminoNo ratings yet
- A Perspective Approach To Sustainable Routes For Non-IsocyanateDocument30 pagesA Perspective Approach To Sustainable Routes For Non-IsocyanateThaís FernandaNo ratings yet
- Some Mechanical Properties of PolyurethaDocument7 pagesSome Mechanical Properties of PolyurethaLangkuk Moses TaraNo ratings yet
- Producing PHAs in The Bioeconomy - Towards A Susta PDFDocument14 pagesProducing PHAs in The Bioeconomy - Towards A Susta PDFchristelle malabananNo ratings yet
- 1 s2.0 S2665927121000496 MainDocument18 pages1 s2.0 S2665927121000496 MainAtlasLiuNo ratings yet
- 2 Polyurethane Foam Chemistry: 2.1 HistoryDocument11 pages2 Polyurethane Foam Chemistry: 2.1 HistoryROVIC JUSTINE DAGDAGANNo ratings yet
- Documento Traducido 1Document6 pagesDocumento Traducido 1sergioNo ratings yet
- Polymer Testing: Sylwia Członka, Anna Strąkowska, Agn - e Kairyt - eDocument14 pagesPolymer Testing: Sylwia Członka, Anna Strąkowska, Agn - e Kairyt - eAbdisalamNo ratings yet
- Polym Lignin BlendsDocument67 pagesPolym Lignin BlendsAbi NikilNo ratings yet
- Advanced Industrial and Engineering Polymer Research: Jiao Jian, Zeng Xiangbin, Huang XianboDocument8 pagesAdvanced Industrial and Engineering Polymer Research: Jiao Jian, Zeng Xiangbin, Huang XianboSiddharthBhasneyNo ratings yet
- BioplasticsDocument15 pagesBioplasticspreshanthanNo ratings yet
- Plastics Recycling Challenges and OpportunitiesDocument13 pagesPlastics Recycling Challenges and OpportunitiesChristhy Vanessa Ruiz MadroñeroNo ratings yet
- 1-S2.0-S0142941818300072-Main Informe 2Document11 pages1-S2.0-S0142941818300072-Main Informe 2AndresNo ratings yet
- Biofuel Production in Europe - Potential From Lignocellulosic WasteDocument18 pagesBiofuel Production in Europe - Potential From Lignocellulosic WastesukiwaniNo ratings yet
- PolymersDocument18 pagesPolymersANGELIQUE -No ratings yet
- BIOPLASTIC Dobrucka 1Document9 pagesBIOPLASTIC Dobrucka 1Daniela FNo ratings yet
- Biofuels and AgricultureDocument35 pagesBiofuels and AgricultureIfy DialoNo ratings yet
- Green-PVC With Full Recycled Industrial Waste and Renewably SourcedDocument15 pagesGreen-PVC With Full Recycled Industrial Waste and Renewably Sourcedpaulorp78No ratings yet
- Cellulosic Biorefineries Unleashing LignDocument11 pagesCellulosic Biorefineries Unleashing LignMainak SarkarNo ratings yet
- Study of Possibilities of Using Special Types of Building and Demolition Waste in Civil EngineeringDocument11 pagesStudy of Possibilities of Using Special Types of Building and Demolition Waste in Civil EngineeringAsad HafudhNo ratings yet
- Current Trends in Waste Plastics Liquefaction IntDocument32 pagesCurrent Trends in Waste Plastics Liquefaction IntmmmeuropeNo ratings yet
- The Unintended Side Effects of Bioplastics: Carbon, Land, and Water FootprintsDocument9 pagesThe Unintended Side Effects of Bioplastics: Carbon, Land, and Water FootprintsAviationNo ratings yet
- Syn App of 9 Particle From Agro WasteDocument55 pagesSyn App of 9 Particle From Agro WasteKAMAL HAASANNo ratings yet
- Resources, Conservation & Recycling: Full Length ArticleDocument13 pagesResources, Conservation & Recycling: Full Length Articleasad gango saeedNo ratings yet
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- Development of A Mixing and Moulding UniDocument12 pagesDevelopment of A Mixing and Moulding UniROVIC JUSTINE DAGDAGANNo ratings yet
- UTECH 2000, Additives For Pentane Lamination Rigid FoamsDocument12 pagesUTECH 2000, Additives For Pentane Lamination Rigid Foamszhangp6No ratings yet
- Polyurethane SDocument13 pagesPolyurethane SWendell SanchezNo ratings yet
- Astesj 060147Document38 pagesAstesj 060147Aba LamdbaNo ratings yet
- Fully Bio-Based and Solvent-Free Polyester Polyol For Two-Component Polyurethane CoatingsDocument12 pagesFully Bio-Based and Solvent-Free Polyester Polyol For Two-Component Polyurethane Coatingsmiha.steinbuecherNo ratings yet
- 5-Recent Advancement in Plant Oil Derived Polyol-Based Polyurethane Foam For Future Perspective A ReviewDocument23 pages5-Recent Advancement in Plant Oil Derived Polyol-Based Polyurethane Foam For Future Perspective A ReviewSolmazNo ratings yet
- 2ndpaper PDFDocument7 pages2ndpaper PDFaysha ghazyNo ratings yet
- The - Development - of - PolyurethaneDocument8 pagesThe - Development - of - Polyurethanejaswanth kumarNo ratings yet
- Forest Products in the Global Bioeconomy: Enabling Substitution by Wood-Based Products and Contributing to the Sustainable Development GoalsFrom EverandForest Products in the Global Bioeconomy: Enabling Substitution by Wood-Based Products and Contributing to the Sustainable Development GoalsNo ratings yet
- Bill Presentment Architecture in Oracle ReceivablesDocument42 pagesBill Presentment Architecture in Oracle Receivablessrees_15No ratings yet
- Check of Speed SensorDocument7 pagesCheck of Speed SensorSteven ManuputtyNo ratings yet
- DL 256qam & Ul 64qamDocument8 pagesDL 256qam & Ul 64qamanushraj401No ratings yet
- LM123/LM223 LM323: Three-Terminal 3A-5V Positive Voltage RegulatorsDocument8 pagesLM123/LM223 LM323: Three-Terminal 3A-5V Positive Voltage Regulatorscarrasquel0No ratings yet
- Module 1 Chapter 3 Week 3 Fundamentals of Surveying LectureDocument12 pagesModule 1 Chapter 3 Week 3 Fundamentals of Surveying LecturePrincess Erika CanlasNo ratings yet
- Mechanisms Final ReportDocument44 pagesMechanisms Final ReportOmar SaleemNo ratings yet
- Log Vsszzz1pzcr030942Document6 pagesLog Vsszzz1pzcr030942Abdula TanerNo ratings yet
- Tictactoe AI DocumentationDocument16 pagesTictactoe AI DocumentationKou CatarajaNo ratings yet
- RMC No. 124-2020Document6 pagesRMC No. 124-2020Raine Buenaventura-Eleazar100% (2)
- Law of Crimes Assingement: Done byDocument8 pagesLaw of Crimes Assingement: Done byAadhitya NarayananNo ratings yet
- Redacted Beachwood Summary - Investigative ReportDocument20 pagesRedacted Beachwood Summary - Investigative ReportsrchexNo ratings yet
- BS BuzzDocument8 pagesBS BuzzBS Central, Inc. "The Buzz"No ratings yet
- Kuwait Anti Money Laundering (2013/106)Document21 pagesKuwait Anti Money Laundering (2013/106)Social Media Exchange Association100% (1)
- Datacard150i ManualDocument2 pagesDatacard150i Manualb00sey0% (1)
- Managing Time and CostDocument2 pagesManaging Time and CostLovelace Love-HardingNo ratings yet
- 016-8000-087EN-A - Installation Manual - SBGuidance Auto - Deutz-Fahr AgroSkyDocument33 pages016-8000-087EN-A - Installation Manual - SBGuidance Auto - Deutz-Fahr AgroSkyDimitar TenchevNo ratings yet
- Authentic Assessment: Benefits To Learning and Implementation ChallengesDocument10 pagesAuthentic Assessment: Benefits To Learning and Implementation ChallengesMissia H. SabtalNo ratings yet
- Proof of AnsweresDocument40 pagesProof of AnsweresDream SquareNo ratings yet
- TRE8X10 Road Transport Costing and Distribution Assignment - Aug 2021Document5 pagesTRE8X10 Road Transport Costing and Distribution Assignment - Aug 2021percyNo ratings yet
- OpenSSH - 7.4 Multiple Vulnerabilities - Nessus - InfosecMatterDocument1 pageOpenSSH - 7.4 Multiple Vulnerabilities - Nessus - InfosecMatterdrgyyNo ratings yet
- Facility Management 1st LectureDocument10 pagesFacility Management 1st LectureShinjiNo ratings yet
- RedBOOK On Dimensional Modelling IBMDocument668 pagesRedBOOK On Dimensional Modelling IBMapi-3701383100% (3)
- Block-1 - Marketing ManagementDocument146 pagesBlock-1 - Marketing ManagementSachin JunejaNo ratings yet
- NACE Basic CorrosionDocument1 pageNACE Basic CorrosionMahmoud HagagNo ratings yet
- SS 551-2009 - PreviewDocument12 pagesSS 551-2009 - PreviewRichard LeongNo ratings yet
- TS 4015942Document3 pagesTS 4015942phonglinh0101No ratings yet
- Dungeon of Lulu TL NoteDocument1 pageDungeon of Lulu TL NoteTri KinartoNo ratings yet