You might also like
- NDT Acceptance Criteria PDFDocument2 pagesNDT Acceptance Criteria PDFamit84indNo ratings yet
- API 578 TipsDocument3 pagesAPI 578 TipssheikmoinNo ratings yet
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDocument45 pagesAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionNo ratings yet
- 25 Macro Micro ExaminationDocument14 pages25 Macro Micro ExaminationAdhanom G.100% (1)
- Sfa-5 28Document32 pagesSfa-5 28Bruno FDNo ratings yet
- Asme Sec Ix WPS PQRDocument41 pagesAsme Sec Ix WPS PQRwentroprem100% (1)
- ASME IX Temper Bead WeldingDocument4 pagesASME IX Temper Bead WeldingAhmadiBinAhmadNo ratings yet
- Asme Ix: Qualification Standard For Welding & Brazing Procedures, Welders, Brazers, and Welding and Brazing OperatorsDocument1 pageAsme Ix: Qualification Standard For Welding & Brazing Procedures, Welders, Brazers, and Welding and Brazing OperatorsWaqas WaqasNo ratings yet
- Saudi Aramco Standards: WeldingDocument12 pagesSaudi Aramco Standards: WeldingGEORGE IVANNo ratings yet
- 17.4 Boiler and Feed-Water TreatmentDocument28 pages17.4 Boiler and Feed-Water Treatmentnomeacuerdo1No ratings yet
- MCQ Collection Nucleic Acid Dr. Mohamed Khomsi 2022Document14 pagesMCQ Collection Nucleic Acid Dr. Mohamed Khomsi 2022Abdulhadi AlhabroushNo ratings yet
- Pressure Vessels Questions (JGM Comments Incorp)Document3 pagesPressure Vessels Questions (JGM Comments Incorp)mohamed elmasryNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- API 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationDocument8 pagesAPI 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationmelvinNo ratings yet
- Theoretical Molecular Biophysics PDFDocument386 pagesTheoretical Molecular Biophysics PDFDoktor transmisionesNo ratings yet
- 2-Questions API 650 Question N°02 2022Document3 pages2-Questions API 650 Question N°02 2022korichiNo ratings yet
- The Complete Guide to Telephone Interview Questions and AnswersFrom EverandThe Complete Guide to Telephone Interview Questions and AnswersNo ratings yet
- RT & AutDocument11 pagesRT & Autvibinkumars@gmail.comNo ratings yet
- Asme Boiler & Pressure Section ViiiDocument22 pagesAsme Boiler & Pressure Section ViiiHesham ismail SeddikNo ratings yet
- Assessment To API 579 Part 4: General Metal Loss. Point Thickness ReadingsDocument2 pagesAssessment To API 579 Part 4: General Metal Loss. Point Thickness ReadingsSyafiqah IsmailNo ratings yet
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
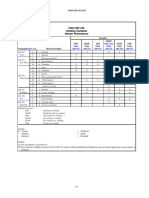
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Assessment 1 API 570Document5 pagesAssessment 1 API 570Mohamed ZainNo ratings yet
- Welders Qualification, According To Asme Sec IxDocument47 pagesWelders Qualification, According To Asme Sec Ixravi00098No ratings yet
- ASTM C28C28M (2015) Standard Specification For Gypsum PlastersDocument5 pagesASTM C28C28M (2015) Standard Specification For Gypsum PlastersKatherine CarabaliNo ratings yet
- 1104 Acceptance Criteria For NDTDocument6 pages1104 Acceptance Criteria For NDTMd faizan AlamNo ratings yet
- API 510 Case Study - 7Document2 pagesAPI 510 Case Study - 7Khaled FatnassiNo ratings yet
- 1 API 653 Memories Sept 2012Document20 pages1 API 653 Memories Sept 2012majid100% (1)
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- Beverage ContainersDocument14 pagesBeverage Containersadilneu0% (1)
- Principle of Photo Electron SpectrosDocument9 pagesPrinciple of Photo Electron SpectrosAbdul BaasitNo ratings yet
- PQR Run SheetDocument2 pagesPQR Run SheetHARDIK PATELNo ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- SIS Book 577Document71 pagesSIS Book 577Hamza Alam100% (1)
- (PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduDocument4 pages(PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduKumar R100% (2)
- 0301e - Guidebook For Inspectors - 2018-3Document6 pages0301e - Guidebook For Inspectors - 2018-3FranciscoNo ratings yet
- Electrode Consumption For Fire Water LineDocument1 pageElectrode Consumption For Fire Water LineRehan sheikhNo ratings yet
- Acceptable Std. For NDTDocument4 pagesAcceptable Std. For NDTHarshaVeeragandhamNo ratings yet
- ASME P-NumbersDocument9 pagesASME P-NumbersAamer MohammedNo ratings yet
- HJ-001 Hydrojetting and Steam Boiler Operation Procedure - June 11, 2023Document16 pagesHJ-001 Hydrojetting and Steam Boiler Operation Procedure - June 11, 2023allawee2011No ratings yet
- Case Study - 7: Numerical in API 510 CodeDocument4 pagesCase Study - 7: Numerical in API 510 CodeVishal BailurNo ratings yet
- CRMS ItpDocument2 pagesCRMS Itparockiyathass100% (1)
- ASTM A860, 2018 Standard Specification For Wrought High-Strength Ferritic Steel Butt-Welding FittingsDocument5 pagesASTM A860, 2018 Standard Specification For Wrought High-Strength Ferritic Steel Butt-Welding FittingsArcadio DuranNo ratings yet
- CRA Pipes: Corrosion TestDocument2 pagesCRA Pipes: Corrosion TestNavafNo ratings yet
- Genral Information For API 570 ExamDocument30 pagesGenral Information For API 570 ExamAbdulateaf Abdulrazig SattiNo ratings yet
- Toaz - Info Lifting Lug Calculation On Dish End PRDocument156 pagesToaz - Info Lifting Lug Calculation On Dish End PRandry4jcNo ratings yet
- Petrofac Piping Inspection Handbook PDFPDFDocument25 pagesPetrofac Piping Inspection Handbook PDFPDFpediNo ratings yet
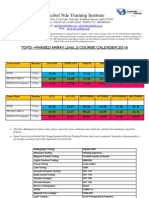
- TOFD - PA Course Schedule 2014Document1 pageTOFD - PA Course Schedule 2014Sangeeth.KpNo ratings yet
- 1 Imran Piping QC CVDocument4 pages1 Imran Piping QC CVkazim MirzaNo ratings yet
- Duplex - PQR Test RequirementsDocument2 pagesDuplex - PQR Test RequirementsANIL PLAMOOTTILNo ratings yet
- Answer Key For The Inspector's Calc's ExercisesDocument4 pagesAnswer Key For The Inspector's Calc's ExercisesHeartyscorpionNo ratings yet
- QW-451 Welding THK - June5Document17 pagesQW-451 Welding THK - June5Raj SNo ratings yet
- Body of Knowledge: Certified Welding EngineerDocument4 pagesBody of Knowledge: Certified Welding EngineerMalcolm Diamond100% (1)
- FFS On Nozzles Weld Defect INDOCOR MigasDocument22 pagesFFS On Nozzles Weld Defect INDOCOR MigasRDS FDSNo ratings yet
- Flange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureDocument16 pagesFlange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening Procedureal arabiNo ratings yet
- TDS PDF Intertherm - 751CSADocument4 pagesTDS PDF Intertherm - 751CSAwilliam sukyonoNo ratings yet
- B31.3, Process Piping 1Document1 pageB31.3, Process Piping 1Jason FlowersNo ratings yet
- ASME Pressure Vessel Joint EfficienciesDocument2 pagesASME Pressure Vessel Joint EfficienciesChickenChick07No ratings yet
- How Do I Calculate How Much Welding I Need - AnswersToAllDocument5 pagesHow Do I Calculate How Much Welding I Need - AnswersToAlljlpinemNo ratings yet
- Cswip Div 9 03 General Inspector 4th Edition Jan 2008Document12 pagesCswip Div 9 03 General Inspector 4th Edition Jan 2008obinnaNo ratings yet
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- Gmaw and FcawDocument3 pagesGmaw and FcawMadidj_2014No ratings yet
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Document1 pageTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Anonymous VohpMtUSNNo ratings yet
- Defect Sizing Using Non-Destructive Ultrasonic Testing: Wolf KleinertDocument13 pagesDefect Sizing Using Non-Destructive Ultrasonic Testing: Wolf KleinertMoch_adiganjarNo ratings yet
- Master List WelderDocument2 pagesMaster List WelderMoch_adiganjarNo ratings yet
- Pipe Body of Seamless and Welded Pipes Weld Seam of EW, LW, Saw and Cow Pipes Yield Strength Tensile Strength Elongation Tensile StrengthDocument2 pagesPipe Body of Seamless and Welded Pipes Weld Seam of EW, LW, Saw and Cow Pipes Yield Strength Tensile Strength Elongation Tensile StrengthMoch_adiganjarNo ratings yet
- Status Procedures Atau Dokumen - Rev. 3Document1 pageStatus Procedures Atau Dokumen - Rev. 3Moch_adiganjarNo ratings yet
- Polsab Katalog Automatyzacja Esab 2020Document84 pagesPolsab Katalog Automatyzacja Esab 2020Moch_adiganjarNo ratings yet
- Pinnacle Alloys E11018 MDocument2 pagesPinnacle Alloys E11018 MMoch_adiganjarNo ratings yet
- XA00048720 Stainless HandbookDocument92 pagesXA00048720 Stainless HandbookThanis SurapapwongNo ratings yet
- Book 1Document1 pageBook 1Moch_adiganjarNo ratings yet
- Methods of Separation Lesson PlanDocument3 pagesMethods of Separation Lesson PlanJenniferWongNo ratings yet
- Nayanas Article (Versão Final)Document20 pagesNayanas Article (Versão Final)Nayana PereiraNo ratings yet
- Explanation To SuperconductivityDocument5 pagesExplanation To SuperconductivityKoushik KarmakarNo ratings yet
- Notes-MDB4213-Jan 2018 - Advance Machining Process PDFDocument70 pagesNotes-MDB4213-Jan 2018 - Advance Machining Process PDFVeenoShiniNo ratings yet
- Dissolution GelatinDocument14 pagesDissolution Gelatinايناس ماجدNo ratings yet
- How To Select EDM Electrode MaterialsDocument4 pagesHow To Select EDM Electrode MaterialssrgvnewNo ratings yet
- MSDS Spectrus BD1550EDocument8 pagesMSDS Spectrus BD1550EcarrspaintsNo ratings yet
- Osborne Reynold'S Demonstration: Experiment No. - 07Document6 pagesOsborne Reynold'S Demonstration: Experiment No. - 07John Michael Menoza ZapantaNo ratings yet
- Connection: The Evidence of Evolution: Negor - Q3 - Science10 - Slkweek6 - V2 1 Negor - Q3 - Science10 - Slkweek6 - V2Document15 pagesConnection: The Evidence of Evolution: Negor - Q3 - Science10 - Slkweek6 - V2 1 Negor - Q3 - Science10 - Slkweek6 - V2Paul Anka UyNo ratings yet
- Spiral Wound Gasket CatalogDocument30 pagesSpiral Wound Gasket Catalogmayur_lanjewarNo ratings yet
- Rheomix 141 TDS New PDFDocument4 pagesRheomix 141 TDS New PDFVinodh PalanichamyNo ratings yet
- Kims CopiesDocument17 pagesKims Copieszafarchem_iqbalNo ratings yet
- Continuum At3242Document10 pagesContinuum At3242Nikolay OngoyNo ratings yet
- Liquefied Petroleum Gas (Lpgas) : Safety Data SheetDocument8 pagesLiquefied Petroleum Gas (Lpgas) : Safety Data Sheetnuke apriyaniNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument17 pagesRenewable and Sustainable Energy ReviewsirpansejatiNo ratings yet
- Stainless Steel Wire - Ss316/316L: Product Data SheetDocument1 pageStainless Steel Wire - Ss316/316L: Product Data SheetAneesh JoseNo ratings yet
- Chapter 2 - ResearchDocument11 pagesChapter 2 - ResearchAlexandra MirandaNo ratings yet
- Chemical Bonding Sheet Solution3546Document75 pagesChemical Bonding Sheet Solution3546mamtarupa6No ratings yet
- Developing Fuels Practice QuestionsDocument39 pagesDeveloping Fuels Practice Questionssohailnoreen5062No ratings yet
- Performance Task #5: University of San AgustinDocument7 pagesPerformance Task #5: University of San AgustinMicole BrodethNo ratings yet
- 3 Mark QuestionsDocument5 pages3 Mark QuestionstcesatishNo ratings yet
- Food Chemistry: M. Herna Ndez Sua Rez, E.M. Rodrı Guez Rodrı Guez, C. Dı Az RomeroDocument11 pagesFood Chemistry: M. Herna Ndez Sua Rez, E.M. Rodrı Guez Rodrı Guez, C. Dı Az Romerojbc01163No ratings yet
- Common EtchantsDocument3 pagesCommon EtchantsValeria Reyes VilchezNo ratings yet
- Jee Main 2023 April 8 Morning Shift Question Paper With SolutionsDocument25 pagesJee Main 2023 April 8 Morning Shift Question Paper With SolutionsPavithraBhishmaNo ratings yet