You might also like
- ASTM A653-Standard Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Process PDFDocument14 pagesASTM A653-Standard Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Process PDFMOHAMAD NIZAMUDINNo ratings yet
- BS en 14475 - 2006 - Reinforced FillDocument60 pagesBS en 14475 - 2006 - Reinforced Fillselcukx75% (4)
- Astm A653 15 PDFDocument13 pagesAstm A653 15 PDFDaniel Vasquez100% (2)
- ASTM A90-13 Standard Test Method For Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsDocument5 pagesASTM A90-13 Standard Test Method For Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsGeorge YinNo ratings yet
- ASTM A90-13 Standard Test Method For Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsDocument5 pagesASTM A90-13 Standard Test Method For Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsGeorge YinNo ratings yet
- Understanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetDocument11 pagesUnderstanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetOlgalycosNo ratings yet
- 01.1 GalvInfoNote-1-1-Rev-4-0Document11 pages01.1 GalvInfoNote-1-1-Rev-4-0Silverio AcuñaNo ratings yet
- 1) GalvInfoNote - 1 - 1Document2 pages1) GalvInfoNote - 1 - 1bernardNo ratings yet
- Understanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetDocument10 pagesUnderstanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetmsajanjNo ratings yet
- Understanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetDocument8 pagesUnderstanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetPradip Tapan BanerjeeNo ratings yet
- Galvanized Sheets SelectionDocument4 pagesGalvanized Sheets SelectionToniMattaNo ratings yet
- Current Issues in Coating Mass Control For Zinc-Coated SteelDocument14 pagesCurrent Issues in Coating Mass Control For Zinc-Coated SteelHerdisNo ratings yet
- Selecting Coating Thickness (Weight or Mass) For Galvanized Steel Sheet ProductsDocument4 pagesSelecting Coating Thickness (Weight or Mass) For Galvanized Steel Sheet ProductsNuno Telmo LopesNo ratings yet
- A 879 - 00 - QTG3OQ - ISO 8015 Tolerancing StandardsDocument2 pagesA 879 - 00 - QTG3OQ - ISO 8015 Tolerancing Standardsjameswood20No ratings yet
- Case Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsDocument14 pagesCase Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized Coatingstekno foniNo ratings yet
- Zinc Coatings - American Galvanizers AssociationDocument4 pagesZinc Coatings - American Galvanizers AssociationFábio LessaNo ratings yet
- Data 2 PDFDocument2 pagesData 2 PDFSalem GarrabNo ratings yet
- 3) GalvInfoNote - 1 - 1Document2 pages3) GalvInfoNote - 1 - 1bernardNo ratings yet
- GalvInfoNote 1 2Document4 pagesGalvInfoNote 1 2JdjoNo ratings yet
- 5) GalvInfoNote - 1 - 1Document3 pages5) GalvInfoNote - 1 - 1bernardNo ratings yet
- ASTM A1063 / A1063M - 11aDocument4 pagesASTM A1063 / A1063M - 11avargas35No ratings yet
- GalvInfoNote - 1 - 6 - Service LifeDocument1 pageGalvInfoNote - 1 - 6 - Service LifescrNo ratings yet
- ASTM A123 and G90 Specifications - American Galvanizers AssociationDocument3 pagesASTM A123 and G90 Specifications - American Galvanizers AssociationwinarnobNo ratings yet
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- A653A653MDocument13 pagesA653A653MfelipeNo ratings yet
- Metrode Duplex Welding EWDDocument7 pagesMetrode Duplex Welding EWDClaudia MmsNo ratings yet
- A 879Document2 pagesA 879Gustavo SuarezNo ratings yet
- Tin Mill Products, Black Plate Electrolytic Chromium-Coated, Single and Double ReducedDocument8 pagesTin Mill Products, Black Plate Electrolytic Chromium-Coated, Single and Double ReducedsamehNo ratings yet
- Publication - Painting, Coating & Corrosion Protection - Perry Metal Protection - Specifying Hot Dip GalvanizingDocument8 pagesPublication - Painting, Coating & Corrosion Protection - Perry Metal Protection - Specifying Hot Dip Galvanizingzinha_alNo ratings yet
- Zinc-5 % Aluminum (Hot-Dip) Coatings On Iron and Steel ProductsDocument6 pagesZinc-5 % Aluminum (Hot-Dip) Coatings On Iron and Steel ProductsDanZel Dan100% (1)
- A 624 PDFDocument5 pagesA 624 PDFTri-Sure More Than ClosuresNo ratings yet
- Extreme Thin Wall Casting - NADCADocument38 pagesExtreme Thin Wall Casting - NADCAAntonio MagañaNo ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- Astm A 879-06Document3 pagesAstm A 879-06Bill100% (1)
- A653a653m-18 1.06 PDFDocument13 pagesA653a653m-18 1.06 PDFist93993No ratings yet
- 138CurvedThicknessBlocks797 PDFDocument3 pages138CurvedThicknessBlocks797 PDFCastoriadisNo ratings yet
- Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsDocument11 pagesNondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsIvan AlanizNo ratings yet
- Tin Mill Products, Electrolytic Tin Plate, Single Reduced: Standard Specification ForDocument5 pagesTin Mill Products, Electrolytic Tin Plate, Single Reduced: Standard Specification Forist93993No ratings yet
- A653A653M 2017 (SteelSheet ZinCoat Galvanized Galvannealed Hot DipProcess)Document13 pagesA653A653M 2017 (SteelSheet ZinCoat Galvanized Galvannealed Hot DipProcess)dpfloresNo ratings yet
- High Quality CRA Solutions by Electroslag Process For Austenitic StainleDocument14 pagesHigh Quality CRA Solutions by Electroslag Process For Austenitic StainleMubeenNo ratings yet
- Astm Standards For Coated Sheet Products: GalvinfonoteDocument3 pagesAstm Standards For Coated Sheet Products: GalvinfonoteKYAW SOENo ratings yet
- Metal Lath: Standard Specification ForDocument3 pagesMetal Lath: Standard Specification ForJuan Carlos MejiaNo ratings yet
- GalvInfoNote - 2 - 1 The Continuous Hot-Dip Coating Process For Steel Sheet ProductsDocument4 pagesGalvInfoNote - 2 - 1 The Continuous Hot-Dip Coating Process For Steel Sheet ProductsKYAW SOENo ratings yet
- A625a625m-13 (2018) 1.06 PDFDocument2 pagesA625a625m-13 (2018) 1.06 PDFist93993No ratings yet
- A 308 - A 308M - 03 Qtmwoc9bmza4tqDocument5 pagesA 308 - A 308M - 03 Qtmwoc9bmza4tqfekihassanNo ratings yet
- Astm A792 PDFDocument6 pagesAstm A792 PDFOswaldo Enrique Adame67% (3)
- Astm A367 22Document3 pagesAstm A367 22jorge sanchezNo ratings yet
- Ingal - As NZS 4680 2006 - Ingalsm3Document6 pagesIngal - As NZS 4680 2006 - Ingalsm3Ramiro RivasNo ratings yet
- AISI CSP Durability GuideDocument4 pagesAISI CSP Durability Guiderhonald2000No ratings yet
- Paper Astm StandardsDocument10 pagesPaper Astm StandardsjklelvisNo ratings yet
- Nonoriented Electrical Steel, Semiprocessed Types: Standard Specification ForDocument6 pagesNonoriented Electrical Steel, Semiprocessed Types: Standard Specification Formasoud132No ratings yet
- ASTM Coating Weight Designations of Coated Sheet ST - 2Document7 pagesASTM Coating Weight Designations of Coated Sheet ST - 2ariesibaraniNo ratings yet
- AGA Spec Changes 2022Document11 pagesAGA Spec Changes 2022Ramesh RathinamNo ratings yet
- Sspc-Pa 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsDocument52 pagesSspc-Pa 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsElvisNo ratings yet
- Astm A90a90m - 13Document5 pagesAstm A90a90m - 13baskaran.marieNo ratings yet
- Standard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessDocument4 pagesStandard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessarchahmedassafNo ratings yet
- Erosion and Abrasion Resistance of Boride and Carbide-Based OverlaysDocument6 pagesErosion and Abrasion Resistance of Boride and Carbide-Based Overlaysaop10468No ratings yet
- Hot-Dip Galvanizing Service: BS 729:1971 Hot-Dip Galvanized Coatings On Iron & Steel ArticlesDocument2 pagesHot-Dip Galvanizing Service: BS 729:1971 Hot-Dip Galvanized Coatings On Iron & Steel ArticleshbookNo ratings yet
- A123 and G90sDocument3 pagesA123 and G90sAitanaNo ratings yet
- A90 2011 PDFDocument5 pagesA90 2011 PDFMajid Dawood KhanNo ratings yet
- QMS-F-10-48-enDocument9 pagesQMS-F-10-48-enkhurshedlakhoNo ratings yet
- Total Quality Management TQM Strategy and OrganisaDocument23 pagesTotal Quality Management TQM Strategy and OrganisakhurshedlakhoNo ratings yet
- Specular Gloss: NIST Special Publication SP250-70Document72 pagesSpecular Gloss: NIST Special Publication SP250-70khurshedlakhoNo ratings yet
- TPM A Key Strategy For Productivity ImprDocument8 pagesTPM A Key Strategy For Productivity ImprkhurshedlakhoNo ratings yet
- Colour Coated Steel Plates, Sheets and Coils: Environmental Product DeclarationDocument7 pagesColour Coated Steel Plates, Sheets and Coils: Environmental Product DeclarationkhurshedlakhoNo ratings yet
- Physical Testing Report CRM (01-May-2014)Document19 pagesPhysical Testing Report CRM (01-May-2014)khurshedlakhoNo ratings yet
- Galvanizing - 2022: Continuous Hot-Dip Galvanizing - Process and ProductsDocument36 pagesGalvanizing - 2022: Continuous Hot-Dip Galvanizing - Process and ProductsHerdisNo ratings yet
- Asphalt Roll Roofing, Cap Sheets, and Shingles: Standard Test Methods ForDocument9 pagesAsphalt Roll Roofing, Cap Sheets, and Shingles: Standard Test Methods ForkhurshedlakhoNo ratings yet
- EN13523-29 Technical Briefing - Resistance To Collection of DirtDocument2 pagesEN13523-29 Technical Briefing - Resistance To Collection of DirtkhurshedlakhoNo ratings yet
- E 381 - 98 - Rtm4ms1sruqDocument6 pagesE 381 - 98 - Rtm4ms1sruqkhurshedlakhoNo ratings yet
- Khondker Rubaiyat 2006jul MastersDocument122 pagesKhondker Rubaiyat 2006jul MasterskhurshedlakhoNo ratings yet
- en 13523 PDF FreeDocument5 pagesen 13523 PDF FreekhurshedlakhoNo ratings yet
- Gruppofratturaojs,+Journal+Manager,+254 949 1 CEDocument8 pagesGruppofratturaojs,+Journal+Manager,+254 949 1 CEkhurshedlakhoNo ratings yet
- 3129th BLS Provider ScheduleDocument2 pages3129th BLS Provider SchedulekhurshedlakhoNo ratings yet
- Training Calendar: Piqc Institute of Quality-Karachi Jan-Dec, 2021Document2 pagesTraining Calendar: Piqc Institute of Quality-Karachi Jan-Dec, 2021khurshedlakhoNo ratings yet
- Surface & Coatings Technology: A. Azimi, F. Ashra Fizadeh, M.R. Toroghinejad, F. ShahriariDocument8 pagesSurface & Coatings Technology: A. Azimi, F. Ashra Fizadeh, M.R. Toroghinejad, F. ShahriarikhurshedlakhoNo ratings yet
- Technical Steel ResearchDocument167 pagesTechnical Steel ResearchkhurshedlakhoNo ratings yet
- 2007 Nakano Purdy MalakhovDocument6 pages2007 Nakano Purdy MalakhovkhurshedlakhoNo ratings yet
- 2015 Rohn Full Catalog PDFDocument328 pages2015 Rohn Full Catalog PDFImranNo ratings yet
- Gantrex RailLok Clip W15Document2 pagesGantrex RailLok Clip W15Rm1262No ratings yet
- 55% Aluminum-Zinc Alloy Coated Steel Sheet: GalvinfonoteDocument4 pages55% Aluminum-Zinc Alloy Coated Steel Sheet: GalvinfonoteVishal KumarNo ratings yet
- Weicco India Hangers PDFDocument4 pagesWeicco India Hangers PDFAMEENNo ratings yet
- KoyoDocument14 pagesKoyoRaul FelipeNo ratings yet
- Mega Anchor Installation & Selection Guide Edit PDFDocument20 pagesMega Anchor Installation & Selection Guide Edit PDF112160rbcNo ratings yet
- Gunnebo - Shackles and Rigging ScrewsDocument18 pagesGunnebo - Shackles and Rigging ScrewsJorgeLopezNo ratings yet
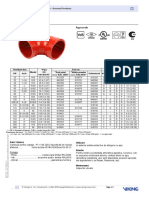
- Pipe Couplings and Fittings: Elbows 90°Document6 pagesPipe Couplings and Fittings: Elbows 90°ioan cristian cotorobaiNo ratings yet
- Air HorseDocument8 pagesAir HorseLasitha ChathurangaNo ratings yet
- Cable Trays PDFDocument20 pagesCable Trays PDFSureshbabuNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForJithu KareemNo ratings yet
- Manhole Cover Specs PDFDocument22 pagesManhole Cover Specs PDFJizelle JumaquioNo ratings yet
- Astm A1063A1063MDocument11 pagesAstm A1063A1063Mارفع راسك فوق انت يمنيNo ratings yet
- S15 - Structural SteelworkDocument33 pagesS15 - Structural SteelworkChe Abdul Roni MustafaNo ratings yet
- Bolted Tank CodeDocument16 pagesBolted Tank CodeArniNo ratings yet
- RMIT Design Hub Case StudyDocument4 pagesRMIT Design Hub Case StudyGregg AustriaNo ratings yet
- Vol II Part ADocument283 pagesVol II Part AVelu Samy100% (1)
- 1312 EN Einzelstützen PDFDocument20 pages1312 EN Einzelstützen PDFMiguel Angel Aguado GarciaNo ratings yet
- DatasheetLCC 1HC0117988Document22 pagesDatasheetLCC 1HC0117988Jairo MoralesNo ratings yet
- Galvanizing HistoryDocument6 pagesGalvanizing HistorySreedhar Patnaik.MNo ratings yet
- What Is Prepainted Galvanized Steel Coil - Designing BuildingsDocument2 pagesWhat Is Prepainted Galvanized Steel Coil - Designing BuildingsSontosh BhattacharjeeNo ratings yet
- Cavotec - CLT Spring Driven Cable Reels CatalogueDocument16 pagesCavotec - CLT Spring Driven Cable Reels CataloguecriuvosNo ratings yet
- Mechanical Anchoring BoltDocument6 pagesMechanical Anchoring BoltMani MaranNo ratings yet
- 000000000001002094Document142 pages000000000001002094Dante FilhoNo ratings yet
- Metal CoatingDocument9 pagesMetal CoatingIrfan IslamyNo ratings yet
- 2.4 M Ku-Band RXTX Class Iii Antenna System: Type 243Document2 pages2.4 M Ku-Band RXTX Class Iii Antenna System: Type 243Ko DonNo ratings yet
- Astm A153Document5 pagesAstm A153rachedNo ratings yet
- Surface Water Drainage: Easydrain Easydrain Compact Flo-Way RainwaterDocument9 pagesSurface Water Drainage: Easydrain Easydrain Compact Flo-Way RainwaterEmanuel Jose SimangoNo ratings yet