You might also like
- 21-Light Remote Annunciator: Owner's ManualDocument12 pages21-Light Remote Annunciator: Owner's ManualpicoucrNo ratings yet
- Electric Fire Pump Controller Instruction Manual: Mca / MCP / MCR / Mco Mcy / Mcs / MCTDocument59 pagesElectric Fire Pump Controller Instruction Manual: Mca / MCP / MCR / Mco Mcy / Mcs / MCTds_engenharia8817No ratings yet
- M82 PXCX NOT XxxA XXX CAT2 X eDocument13 pagesM82 PXCX NOT XxxA XXX CAT2 X egerman gualavisi50% (2)
- V12 HHTDocument32 pagesV12 HHTLidetu AbebeNo ratings yet
- GU3303 GU3304Genset Controller Operation ManualDocument44 pagesGU3303 GU3304Genset Controller Operation ManualArc Hie100% (4)
- X2 - X2SS: User ManualDocument13 pagesX2 - X2SS: User Manualmtrserv gmail.comNo ratings yet
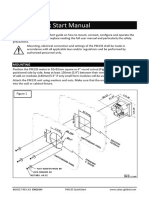
- PM135 Quick Start Manual: Win A Tablet!Document4 pagesPM135 Quick Start Manual: Win A Tablet!Vũ MinhNo ratings yet
- En DM00026181Document15 pagesEn DM00026181Michael GuiuanNo ratings yet
- PM135 QuickstartDocument4 pagesPM135 QuickstartNguyen Danh HuyNo ratings yet
- COUNTERDocument3 pagesCOUNTERkaran007_mNo ratings yet
- Delta Ia-Cta Cta Um en 20070509 PDFDocument25 pagesDelta Ia-Cta Cta Um en 20070509 PDFWan ShahmisufiNo ratings yet
- Tecnologic TDR 26 Microprocessor-Based Digital Electronic Freezer ControllerDocument7 pagesTecnologic TDR 26 Microprocessor-Based Digital Electronic Freezer ControllerMaksims TarasovsNo ratings yet
- Ams4a051 Winch Operators Display Panel RevlDocument48 pagesAms4a051 Winch Operators Display Panel Revlbaggo81No ratings yet
- Pistola Estroboscópica SAMDocument16 pagesPistola Estroboscópica SAMaudioimagenNo ratings yet
- Quick Start Guide SSW07Document11 pagesQuick Start Guide SSW07Natália AndradeNo ratings yet
- LG (Cl-11) Lg881y Fpd1800 LCDDocument34 pagesLG (Cl-11) Lg881y Fpd1800 LCDGregory Adolfo AlvarezNo ratings yet
- ITM 12864K0 TecnicoDocument24 pagesITM 12864K0 TecnicoThiago A. OliveiraNo ratings yet
- An3956 5 W 5 W Dual BTL Classd Audio Amplifier Demonstration Board Based On The Tda7491lp StmicroelectronicsDocument14 pagesAn3956 5 W 5 W Dual BTL Classd Audio Amplifier Demonstration Board Based On The Tda7491lp StmicroelectronicsIonNo ratings yet
- User Manual: XTRA-N SeriesDocument52 pagesUser Manual: XTRA-N SeriesDaddy MBOMBO MUKUNANo ratings yet
- Xtra N Manual en V4.5etlDocument60 pagesXtra N Manual en V4.5etlDaniel CauchonNo ratings yet
- GM8020/GM8021 Genset Controller: ManualDocument68 pagesGM8020/GM8021 Genset Controller: ManualAnonNo ratings yet
- Lm128128cby TopwayDocument14 pagesLm128128cby Topwaynb7g8lmel9No ratings yet
- Cp1w-Cif01 - Cif11 - Cif12 Pages From w471Document3 pagesCp1w-Cif01 - Cif11 - Cif12 Pages From w471Ari SutejoNo ratings yet
- TTM-P4W Instruction ManualDocument25 pagesTTM-P4W Instruction ManualpieterNo ratings yet
- Manual n1050 v10x F EnglishDocument10 pagesManual n1050 v10x F EnglishmilosNo ratings yet
- RSPD3303C: Quick StartDocument31 pagesRSPD3303C: Quick StartGuillaume FoubertNo ratings yet
- User'S Manual: Portable High Current Test Set Model Number Hc1Document17 pagesUser'S Manual: Portable High Current Test Set Model Number Hc1Victor Jose Romero FernandezNo ratings yet
- Tc58teg 6dcjta00Document14 pagesTc58teg 6dcjta00Gerda StimmelNo ratings yet
- HI 3593 ARINC V Dual Receiver, Single Transmitter With SPI Evaluation Board Quick Start Guide June 14, 2012Document9 pagesHI 3593 ARINC V Dual Receiver, Single Transmitter With SPI Evaluation Board Quick Start Guide June 14, 2012Abbas HassanpourNo ratings yet
- KRP928 ManualDocument4 pagesKRP928 ManualWahyu pramonoNo ratings yet
- HW User Manual (CZNEWTON)Document14 pagesHW User Manual (CZNEWTON)PETER YINGNo ratings yet
- Sid-8bt High Speed Transfer Operation ManualDocument29 pagesSid-8bt High Speed Transfer Operation ManualLEK MAN ꦲꦂꦩꦤ꧀ꦱꦸꦱꦤ꧀ꦠꦺꦴNo ratings yet
- User Manual THC3T 02 - V103Document20 pagesUser Manual THC3T 02 - V103tarom nasteknikaNo ratings yet
- User Manual: HAT520N Ats ControllerDocument15 pagesUser Manual: HAT520N Ats ControllerVinhNo ratings yet
- Operator ManualDocument38 pagesOperator Manualariel perezNo ratings yet
- MPPT Solar Charge Controller: User ManualDocument60 pagesMPPT Solar Charge Controller: User ManualAndres PuigNo ratings yet
- 7XV5662-7AD10 Quick Guide TR800 Ziehl 12280-0755-00 enDocument8 pages7XV5662-7AD10 Quick Guide TR800 Ziehl 12280-0755-00 enmansa122No ratings yet
- Mikro Idmt Earth Fault Relay ManualDocument4 pagesMikro Idmt Earth Fault Relay Manualp_devanganNo ratings yet
- Chapter 3 Electronics: Edition: 2-1Document17 pagesChapter 3 Electronics: Edition: 2-1Karla DiazNo ratings yet
- 2-Channel, 2-Model Memory DSM Racing SystemDocument32 pages2-Channel, 2-Model Memory DSM Racing Systemwilmer lance estupinanNo ratings yet
- Service Manual PHYSIOMED-Expert 2 PHYSIOMED-IF-Expert 2Document18 pagesService Manual PHYSIOMED-Expert 2 PHYSIOMED-IF-Expert 2Phong DoNo ratings yet
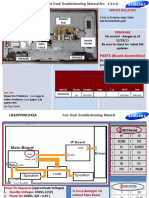
- Samsung LN32D550K1FXZA - Fast - Track - Troubleshooting ManualDocument4 pagesSamsung LN32D550K1FXZA - Fast - Track - Troubleshooting ManualArieskaNo ratings yet
- w20 ServicemanualDocument44 pagesw20 ServicemanualSueli Cesar OrtolaniNo ratings yet
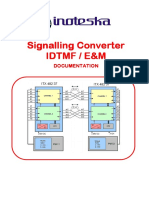
- Signalling Converter Signalling Converter Signalling Converter Signalling Converter Idtmf / E&M Idtmf / E&M Idtmf / E&M Idtmf / E&MDocument15 pagesSignalling Converter Signalling Converter Signalling Converter Signalling Converter Idtmf / E&M Idtmf / E&M Idtmf / E&M Idtmf / E&MArmanul HaqueNo ratings yet
- FrSky DJT Manual v0.1Document13 pagesFrSky DJT Manual v0.1Juan Carlos Barrera Quiñonez100% (1)
- HI 3593 ARINC 429 3.3V Dual Receiver, Single Transmitter With SPI Evaluation Board Users GuideDocument25 pagesHI 3593 ARINC 429 3.3V Dual Receiver, Single Transmitter With SPI Evaluation Board Users GuideAbbas HassanpourNo ratings yet
- TTD Series Configurable Fault AnnunciatorDocument4 pagesTTD Series Configurable Fault AnnunciatorAlejandroMuñozNo ratings yet
- MK2200L ManualDocument46 pagesMK2200L ManualDicky Firmansyah100% (1)
- RCMA420 Datasheet NAE1042051Document6 pagesRCMA420 Datasheet NAE1042051jmmendesNo ratings yet
- PT724 AseriesDocument8 pagesPT724 AseriesVladimir FigueroaNo ratings yet
- Plytka Komunikacyjna Modbus-EnDocument33 pagesPlytka Komunikacyjna Modbus-EnMohammad KazimNo ratings yet
- DS203 Yijian App User ManualDocument13 pagesDS203 Yijian App User ManualLeandro CastroNo ratings yet
- Experiment No.: 1: Title: SwitchesDocument19 pagesExperiment No.: 1: Title: SwitchesAnil NavaleNo ratings yet
- MK 233 ADocument4 pagesMK 233 AAli AhmadNo ratings yet
- Automatic Transfer Switch - Ats 22 ManualDocument38 pagesAutomatic Transfer Switch - Ats 22 ManualOmar GutierrezNo ratings yet
- 7SR23 DAD Catalogue SheetDocument16 pages7SR23 DAD Catalogue SheetVito FauzanNo ratings yet
- Intek Kt-950ee SMDocument22 pagesIntek Kt-950ee SMIstvánNo ratings yet
- PLC Generador KiporDocument32 pagesPLC Generador Kiporjavier aguila rebolledoNo ratings yet
- Solidremote 202U Instructions New v5Document5 pagesSolidremote 202U Instructions New v5imagex5No ratings yet