You might also like
- Fundamentals of Heating and Cooling Loads I-PDocument314 pagesFundamentals of Heating and Cooling Loads I-PMahmoud Gwaily96% (27)
- Heavy Metal Toxicity EbookDocument33 pagesHeavy Metal Toxicity Ebooklouminn89% (9)
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewFrom EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNo ratings yet
- Boilers - Basic Principles and TypesDocument16 pagesBoilers - Basic Principles and Typeswilber100% (1)
- Role of Boilers in Plant Operation (Steam Generation) : Boiler Plant Flow DiagramDocument23 pagesRole of Boilers in Plant Operation (Steam Generation) : Boiler Plant Flow DiagramVincenzo CalabriaNo ratings yet
- Prepared By: Zerihun Kassa: UM at EABSC, Dec 2018Document32 pagesPrepared By: Zerihun Kassa: UM at EABSC, Dec 2018zerihun kassaNo ratings yet
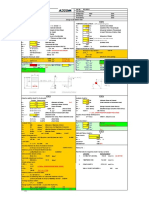
- BS5400-R-C-Design-With-Crack-Width SampleDocument1 pageBS5400-R-C-Design-With-Crack-Width SampleAlden CayagaNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Basic Plant Processes (Laboratory)Document70 pagesBasic Plant Processes (Laboratory)anon_228573261No ratings yet
- Principles of Boiler OperationsDocument35 pagesPrinciples of Boiler Operationseblees100No ratings yet
- Boiler ReportDocument15 pagesBoiler Reportshridhar sutarNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Boiler Raeding Material - Dec 05Document66 pagesBoiler Raeding Material - Dec 05Dipali AcharyaNo ratings yet
- Analysis of Boiler Efficiency - CaseDocument89 pagesAnalysis of Boiler Efficiency - CaseSaritha Yadav100% (5)
- Chapter 4 - Part 1-BoilersDocument56 pagesChapter 4 - Part 1-BoilersRaj GandhiNo ratings yet
- Improve Clarifier Performance with Tube SettlersDocument39 pagesImprove Clarifier Performance with Tube SettlersHernan Guerrero100% (2)
- Equipment Design - BOILERSDocument24 pagesEquipment Design - BOILERSEmyu ClaridadNo ratings yet
- Boiler & Cooling Tower Water Treatment Training ProgrammeDocument109 pagesBoiler & Cooling Tower Water Treatment Training ProgrammeAMIR HAMZAH WAN CHEKNo ratings yet
- Applied Thermal Engineering: Unit - 1: Steam GeneratorsDocument30 pagesApplied Thermal Engineering: Unit - 1: Steam Generatorsnitya santoshNo ratings yet
- Role of Boilers in Plant Operation (Steam Generation) : Presented by N.E.M Business SolutionsDocument23 pagesRole of Boilers in Plant Operation (Steam Generation) : Presented by N.E.M Business SolutionsMakarand DeshpandeNo ratings yet
- ColumnsDocument15 pagesColumnsAnonymous UOrBDcCJua0% (1)
- BoilersDocument103 pagesBoilersMarchdha JayusNo ratings yet
- Boilers and Combustion BasicsDocument39 pagesBoilers and Combustion Basicsjuan maganNo ratings yet
- Physical Study of A Steam Generating UnitDocument13 pagesPhysical Study of A Steam Generating Unitashier dave calulot80% (5)
- Engineering Learning ModulesDocument158 pagesEngineering Learning Moduleskarthikraja21100% (2)
- Boiler Construction Part-1Document130 pagesBoiler Construction Part-1tareas1978100% (2)
- Boiler Structure and Principle (English)Document28 pagesBoiler Structure and Principle (English)Engr ImranNo ratings yet
- TPL Boiler Fundamentals 10th JuneDocument51 pagesTPL Boiler Fundamentals 10th Junepratosh1313No ratings yet
- SKF Economos SteelDocument22 pagesSKF Economos SteelJurun_BidanshiNo ratings yet
- Boiler Classification and ApplicationDocument29 pagesBoiler Classification and ApplicationAbdul HafeezNo ratings yet
- 1 Boilers MmsDocument35 pages1 Boilers MmsTahir MahmoodNo ratings yet
- 1.1 Background of The Project 1.2 Problem Statement 1.3 Objectives of The Project 1.4 Project ScopeDocument21 pages1.1 Background of The Project 1.2 Problem Statement 1.3 Objectives of The Project 1.4 Project ScopeAbdi samad MohamedNo ratings yet
- Food Process Engineering Lab 3. BOILER OPERATIONDocument22 pagesFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiNo ratings yet
- Optimize for ResearchGate publication on boilers and steam generationDocument86 pagesOptimize for ResearchGate publication on boilers and steam generationArzo KhanNo ratings yet
- Learn About Steam BoilersDocument38 pagesLearn About Steam BoilerscacaNo ratings yet
- Department of Collegiate and Technical Education: Unit 2: Steam BoilersDocument38 pagesDepartment of Collegiate and Technical Education: Unit 2: Steam BoilersItha veeranjaneyuluNo ratings yet
- Unit-2 Steam BoilersDocument131 pagesUnit-2 Steam Boilersvaidehi6326No ratings yet
- Fire Tube Boiler Maintenance and PartsDocument8 pagesFire Tube Boiler Maintenance and PartsMuhamad Syarizal YusniNo ratings yet
- Anselmo Report No.8Document6 pagesAnselmo Report No.8Vince PatricioNo ratings yet
- Second class boiler exam study guideDocument31 pagesSecond class boiler exam study guideRavi ShankarNo ratings yet
- Boiler Types and ClassificationsDocument26 pagesBoiler Types and ClassificationshardikNo ratings yet
- Fire Water Tube BoilerDocument12 pagesFire Water Tube BoilerFatma HelalNo ratings yet
- Steam Generators Lecture No.-1Document18 pagesSteam Generators Lecture No.-1rathoraryan2003No ratings yet
- Boiler Classification and ApplicationDocument28 pagesBoiler Classification and ApplicationSiran JeeviNo ratings yet
- Iii. Recovery BoilerDocument9 pagesIii. Recovery BoilerSai SwaroopNo ratings yet
- Auxiliary Boilers: Operation and Maintenance GuideDocument248 pagesAuxiliary Boilers: Operation and Maintenance Guideamit singhNo ratings yet
- Boilersand Steam GenerationDocument86 pagesBoilersand Steam GenerationUyen LeNo ratings yet
- Boiler and Boiler PerformanceDocument64 pagesBoiler and Boiler PerformanceDipti PatilNo ratings yet
- BoilerDocument10 pagesBoilerDiego JustinoNo ratings yet
- Lecture 6 - ME 101 - April 2018 - BoilerDocument21 pagesLecture 6 - ME 101 - April 2018 - BoilerAbeer Hossain AneekNo ratings yet
- ATD Unit-4 NotesDocument44 pagesATD Unit-4 NotesSanjay KatreddyNo ratings yet
- In Simple A Boiler May Be Defined As A Closed Vessel in Which Steam Is Produced From Water by Combustion of FuelDocument9 pagesIn Simple A Boiler May Be Defined As A Closed Vessel in Which Steam Is Produced From Water by Combustion of FuelJomari Tobes SatorreNo ratings yet
- Boilers: Fireroom - The Fireroom Is A CompartmentDocument16 pagesBoilers: Fireroom - The Fireroom Is A CompartmentRENGANATHAN PNo ratings yet
- Boilers and ThermicFluidHeatersDocument42 pagesBoilers and ThermicFluidHeatersHolayilNo ratings yet
- Types and efficiencies of fuel-fired boilersDocument4 pagesTypes and efficiencies of fuel-fired boilersminiongskyNo ratings yet
- #To Study On Boiler Selection For "Process Industry" (Minor Project 3rd Year)Document34 pages#To Study On Boiler Selection For "Process Industry" (Minor Project 3rd Year)BHUSHAN MESHRAMNo ratings yet
- EPT REPORT 1 (Group Izza)Document15 pagesEPT REPORT 1 (Group Izza)yj55jzhdn9No ratings yet
- Thermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanDocument8 pagesThermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanSuper SiangohanNo ratings yet
- Ashrae Handbook 2000 CHDocument8 pagesAshrae Handbook 2000 CHKazuto NakazatoNo ratings yet
- Water Chemistry of Super Critical Thermal Power PlantDocument143 pagesWater Chemistry of Super Critical Thermal Power PlantnaseemNo ratings yet
- Unit 5 Steam GeneratorsDocument75 pagesUnit 5 Steam GeneratorsNishad BhavsarNo ratings yet
- Chapter-1 1.1 Company ProfileDocument30 pagesChapter-1 1.1 Company ProfileraisNo ratings yet
- BoilerDocument12 pagesBoilerHayashi MateoNo ratings yet
- Mechanical BoilersDocument26 pagesMechanical BoilersaymanNo ratings yet
- High Pressure Boilers: Modern Steam Power PlantDocument33 pagesHigh Pressure Boilers: Modern Steam Power PlantShiv MishraNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Chemical Soil Stabilization MethodsDocument16 pagesChemical Soil Stabilization Methodssazwan2No ratings yet
- 01 FTK Chemical BiotechDocument47 pages01 FTK Chemical BiotechJessica PhillipsNo ratings yet
- Mattres SV2 Operator's ManualDocument388 pagesMattres SV2 Operator's ManualCfim S.A.SNo ratings yet
- Installation of Ceramic Tile in Swimming PoolsDocument5 pagesInstallation of Ceramic Tile in Swimming PoolsTenaw AlamirewNo ratings yet
- 2004 Modeling Wood Gasification in A Countercurrent Fixed Bed ReactorDocument14 pages2004 Modeling Wood Gasification in A Countercurrent Fixed Bed ReactorJean Carlos Gonzalez HernandezNo ratings yet
- Flammability of A Gas MixtureDocument6 pagesFlammability of A Gas Mixturebldp03No ratings yet
- Ezeh Amara's Project1Document16 pagesEzeh Amara's Project1Amara EzehNo ratings yet
- Casein: The Chief Protein in MilkDocument4 pagesCasein: The Chief Protein in MilkalfidaNo ratings yet
- In Depth Oil and Water SeparationDocument5 pagesIn Depth Oil and Water SeparationSerkan YukselNo ratings yet
- Cilindipine Final EditedDocument46 pagesCilindipine Final EditedM PriyankaNo ratings yet
- Slurry Rheology Prediction Based On Hyperspectral Character - 2017 - Minerals enDocument9 pagesSlurry Rheology Prediction Based On Hyperspectral Character - 2017 - Minerals enjvchiqueNo ratings yet
- A Seminar Report On: BoilersDocument15 pagesA Seminar Report On: Boilersshubhama434No ratings yet
- MEO Class 2 QuestionDocument2 pagesMEO Class 2 Questionsumitsinha8950% (2)
- Materials Chemistry and Physics: Y.Y. Song, X.Y. Li, L.J. Rong, Y.Y. Li, T. NagaiDocument7 pagesMaterials Chemistry and Physics: Y.Y. Song, X.Y. Li, L.J. Rong, Y.Y. Li, T. NagaiEdward Giovanni Rodriguez AriasNo ratings yet
- I Jet R Milk Adult RationDocument6 pagesI Jet R Milk Adult Rationmr cmfNo ratings yet
- Amino + Nitro Compounds Class XII NotesDocument62 pagesAmino + Nitro Compounds Class XII NotesAditya BhattNo ratings yet
- Lecture 1Document37 pagesLecture 1Alberto GallottiniNo ratings yet
- 4 - Material Characteristics Bitumen and Mixes 5-6 - 2020Document56 pages4 - Material Characteristics Bitumen and Mixes 5-6 - 2020Venkata Harsha Vardhan KinjarapuNo ratings yet
- An Experimental Study On Strength of Concrete With Silica Fume and Partial Replacement of Cement by Brick PowderDocument5 pagesAn Experimental Study On Strength of Concrete With Silica Fume and Partial Replacement of Cement by Brick PowderInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Gas Liquid ChromotographyDocument29 pagesGas Liquid Chromotographyscicws1133No ratings yet
- 1 Au NPs Thin Films Fabricated by Electrophoretic Deposition Method For Highly Sensitive SERS Application Odi YesDocument7 pages1 Au NPs Thin Films Fabricated by Electrophoretic Deposition Method For Highly Sensitive SERS Application Odi Yesben0706No ratings yet