You might also like
- Leather Working - With Numerous Engravings and DiagramsFrom EverandLeather Working - With Numerous Engravings and DiagramsRating: 5 out of 5 stars5/5 (1)
- Taxidermy Vol. 8 Reptiles - The Preparation, Mounting and Display of ReptilesFrom EverandTaxidermy Vol. 8 Reptiles - The Preparation, Mounting and Display of ReptilesNo ratings yet
- Making Hats out of Felt - Selected Articles on MillineryFrom EverandMaking Hats out of Felt - Selected Articles on MillineryRating: 4.5 out of 5 stars4.5/5 (2)
- How We Get Wood Fibres From Sheep?: 3.1 WOOLDocument7 pagesHow We Get Wood Fibres From Sheep?: 3.1 WOOLAnonymous ufMAGXcskMNo ratings yet
- The History of Brain Tan PDFDocument8 pagesThe History of Brain Tan PDFTanya Michaela Kneidinger100% (2)
- #36 Complex Weavers' Medieval Textiles Jun 2003 PDFDocument10 pages#36 Complex Weavers' Medieval Textiles Jun 2003 PDFBruno GaliceNo ratings yet
- The Leather Manufacture in the United States - A Dissertation on the Methods and Economics of TanningFrom EverandThe Leather Manufacture in the United States - A Dissertation on the Methods and Economics of TanningNo ratings yet
- Short History of Traditional Crafts: Short History Series, #9From EverandShort History of Traditional Crafts: Short History Series, #9No ratings yet
- Leather in The Decorative ArtsDocument28 pagesLeather in The Decorative Artslotusfrog100% (1)
- History: Carludovica PalmataDocument4 pagesHistory: Carludovica PalmataBIMNo ratings yet
- Fibre to Fabric Class 7 NotesDocument18 pagesFibre to Fabric Class 7 Notesshrutikashyap0003No ratings yet
- Wool Fiber BookDocument28 pagesWool Fiber BookMorgan Mccarty100% (1)
- 7 The History of ClothesDocument6 pages7 The History of ClothesKaren BaloloyNo ratings yet
- F FfiDocument10 pagesF FfiWardatul JannahNo ratings yet
- LeatherDocument31 pagesLeatherreshmadNo ratings yet
- Basket Work of all Kinds - With Numerous Engravings and DiagramsFrom EverandBasket Work of all Kinds - With Numerous Engravings and DiagramsRating: 5 out of 5 stars5/5 (1)
- Leather Manufacturing ProcessDocument10 pagesLeather Manufacturing ProcessGanesan Sridhar SNo ratings yet
- A Shawl Is A Simple Item of ClothingDocument11 pagesA Shawl Is A Simple Item of ClothingZafar RashidNo ratings yet
- Navajo weavers Third Annual Report of the Bureau of Ethnology to the Secretary of the Smithsonian Institution, 1881-'82, Government Printing Office, Washington, 1884, pages 371-392.From EverandNavajo weavers Third Annual Report of the Bureau of Ethnology to the Secretary of the Smithsonian Institution, 1881-'82, Government Printing Office, Washington, 1884, pages 371-392.No ratings yet
- Glove Making - How to Make Leather, Knitted, Crochet and String Gloves for Men, Women and ChildrenFrom EverandGlove Making - How to Make Leather, Knitted, Crochet and String Gloves for Men, Women and ChildrenNo ratings yet
- Papermaking Travels Papermaking Practices Traveled To The West On A Journey Very Similar To The Silk RoadDocument2 pagesPapermaking Travels Papermaking Practices Traveled To The West On A Journey Very Similar To The Silk RoadKian GrimaldoNo ratings yet
- The Lookerers Cloak "A Textile Tale of Contemporary Shepherding"Document6 pagesThe Lookerers Cloak "A Textile Tale of Contemporary Shepherding"evarusso72No ratings yet
- Fibers Guide to Cellulistic, Protein & Specialty Textile MaterialsDocument4 pagesFibers Guide to Cellulistic, Protein & Specialty Textile MaterialsBenjamin BurtonNo ratings yet
- Hides and Skins and the Manufacture of Leather - A Layman's View of the IndustryFrom EverandHides and Skins and the Manufacture of Leather - A Layman's View of the IndustryNo ratings yet
- Felting of WoolDocument35 pagesFelting of WoolSanjeev Singla100% (5)
- Prehistoric Textile Fabrics Of The United States, Derived From Impressions On Pottery Third Annual Report of the Bureau of Ethnology to the Secretary of the Smithsonian Institution, 1881-82, Government Printing Office, Washington, 1884, pages 393-425From EverandPrehistoric Textile Fabrics Of The United States, Derived From Impressions On Pottery Third Annual Report of the Bureau of Ethnology to the Secretary of the Smithsonian Institution, 1881-82, Government Printing Office, Washington, 1884, pages 393-425No ratings yet
- An Ounce of Preservation: A Guide to the Care of Papers and PhotographsFrom EverandAn Ounce of Preservation: A Guide to the Care of Papers and PhotographsNo ratings yet
- Silk Fiber BookDocument28 pagesSilk Fiber BookMorgan MccartyNo ratings yet
- A Treatise on Hat-Making and Felting: Including a Full Exposition of the Singular Properties of Fur, Wool, and HairFrom EverandA Treatise on Hat-Making and Felting: Including a Full Exposition of the Singular Properties of Fur, Wool, and HairNo ratings yet
- 1840s Laundry ProcessDocument9 pages1840s Laundry Processveeramalai rathinavelNo ratings yet
- Weaving Rag Rugs: New Approaches in Traditional Rag WeavingFrom EverandWeaving Rag Rugs: New Approaches in Traditional Rag WeavingRating: 5 out of 5 stars5/5 (5)
- The Finishers' Manual - Containing the Receipts of an Expert for Finishing the Bottoms of Boots and Shoe, As Well As Other Valuable InformationFrom EverandThe Finishers' Manual - Containing the Receipts of an Expert for Finishing the Bottoms of Boots and Shoe, As Well As Other Valuable InformationNo ratings yet
- Knitting Scarves from Around the World: 23 Patterns in a Variety of Styles and TechniquesFrom EverandKnitting Scarves from Around the World: 23 Patterns in a Variety of Styles and TechniquesRating: 3 out of 5 stars3/5 (4)
- A Guide to the Decoration of Leather - A Collection of Historical Articles on Stamping, Burning, Mosaics and Other Aspects of Leather DecorationFrom EverandA Guide to the Decoration of Leather - A Collection of Historical Articles on Stamping, Burning, Mosaics and Other Aspects of Leather DecorationNo ratings yet
- Background of Carpet PrjectDocument22 pagesBackground of Carpet PrjectVikash RaiNo ratings yet
- Vanishing Fleece: Adventures in American WoolFrom EverandVanishing Fleece: Adventures in American WoolRating: 4 out of 5 stars4/5 (39)
- 2 Druid StreetDocument4 pages2 Druid StreetthamestunnelNo ratings yet
- OMR Sheet Has Been Attached at The End: EST Erial ODocument8 pagesOMR Sheet Has Been Attached at The End: EST Erial OSangeeta BansalNo ratings yet
- Final Annotated BibiliographyDocument4 pagesFinal Annotated Bibiliographyapi-491166748No ratings yet
- Sonigra Manav Report Finle-Converted EDITEDDocument50 pagesSonigra Manav Report Finle-Converted EDITEDDABHI PARTHNo ratings yet
- Oracle® E-Business Suite: Integrated SOA Gateway Implementation Guide Release 12.2Document202 pagesOracle® E-Business Suite: Integrated SOA Gateway Implementation Guide Release 12.2yadavdevenderNo ratings yet
- KingmakerDocument5 pagesKingmakerIan P RiuttaNo ratings yet
- Internal Resistance and Matching in Voltage SourceDocument8 pagesInternal Resistance and Matching in Voltage SourceAsif Rasheed Rajput100% (1)
- Manual Handling Risk Assessment ProcedureDocument6 pagesManual Handling Risk Assessment ProcedureSarfraz RandhawaNo ratings yet
- spl400 Stereo Power Amplifier ManualDocument4 pagesspl400 Stereo Power Amplifier ManualRichter SiegfriedNo ratings yet
- 8.4 Example: Swiss Market Index (SMI) : 188 8 Models of VolatilityDocument3 pages8.4 Example: Swiss Market Index (SMI) : 188 8 Models of VolatilityNickesh ShahNo ratings yet
- Lineapelle: Leather & Non-LeatherDocument16 pagesLineapelle: Leather & Non-LeatherShikha BhartiNo ratings yet
- Organic Chem Diels-Alder Reaction LabDocument9 pagesOrganic Chem Diels-Alder Reaction LabPryanka BalleyNo ratings yet
- 5 Guys Nutrition InfoDocument1 page5 Guys Nutrition InfoJody Ike LinerNo ratings yet
- BOQ - Hearts & Arrows Office 04sep2023Document15 pagesBOQ - Hearts & Arrows Office 04sep2023ChristianNo ratings yet
- An Overview of The FUPLA 2 Tools: Project DatabaseDocument2 pagesAn Overview of The FUPLA 2 Tools: Project DatabaseJulio Cesar Rojas SaavedraNo ratings yet
- Business EnvironmentDocument12 pagesBusiness EnvironmentAbhinav GuptaNo ratings yet
- Electrical Design Report For Mixed Use 2B+G+7Hotel BuildingDocument20 pagesElectrical Design Report For Mixed Use 2B+G+7Hotel BuildingEyerusNo ratings yet
- Openness To Experience: Intellect & Openness: Lecture Notes 8Document8 pagesOpenness To Experience: Intellect & Openness: Lecture Notes 8Danilo Pesic100% (1)
- Decembermagazine 2009Document20 pagesDecembermagazine 2009maria_diyah4312No ratings yet
- Body Shaming Among School Going AdolesceDocument5 pagesBody Shaming Among School Going AdolesceClara Widya Mulya MNo ratings yet
- 16 Week Mountain Marathon Training Plan: WWW - Brutalevents.co - UkDocument2 pages16 Week Mountain Marathon Training Plan: WWW - Brutalevents.co - UkCristina CrsNo ratings yet
- Eole Press KitDocument15 pagesEole Press KitBob AndrepontNo ratings yet
- Proposed Panel Antenna: Globe Telecom ProprietaryDocument2 pagesProposed Panel Antenna: Globe Telecom ProprietaryJason QuibanNo ratings yet
- Admisibility To Object EvidenceDocument168 pagesAdmisibility To Object EvidenceAnonymous 4WA9UcnU2XNo ratings yet
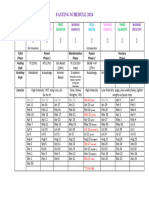
- Moon Fast Schedule 2024Document1 pageMoon Fast Schedule 2024mimiemendoza18No ratings yet
- Akhmatova, Anna - 45 Poems With Requiem PDFDocument79 pagesAkhmatova, Anna - 45 Poems With Requiem PDFAnonymous 6N5Ew3No ratings yet
- L Williams ResumeDocument2 pagesL Williams Resumeapi-555629186No ratings yet
- Solutions: Spheres, Cones and CylindersDocument13 pagesSolutions: Spheres, Cones and CylindersKeri-ann MillarNo ratings yet
- Inertial Reference Frames: Example 1Document2 pagesInertial Reference Frames: Example 1abhishek murarkaNo ratings yet
- An Introduction To Liturgy of The Catholic ChurchDocument27 pagesAn Introduction To Liturgy of The Catholic ChurchElsha DamoloNo ratings yet