You might also like
- Worksheet - Work and Power ProblemsDocument2 pagesWorksheet - Work and Power ProblemsDaisy Soriano PrestozaNo ratings yet
- Friction and Wear of Polymer CompositesFrom EverandFriction and Wear of Polymer CompositesRating: 5 out of 5 stars5/5 (2)
- AtmakarakaDocument3 pagesAtmakarakaswamyvk100% (1)
- A Review of The Nasa Textile Composites Research PDFDocument13 pagesA Review of The Nasa Textile Composites Research PDFMuhammad Nor Hafidzi MahatNo ratings yet
- Chap1 Organizational Behavior 2020Document52 pagesChap1 Organizational Behavior 2020DarshanNo ratings yet
- The Effect of Weave Construction On Tear Strength of Woven FabricsDocument8 pagesThe Effect of Weave Construction On Tear Strength of Woven FabricsSuza Ahmed AuporboNo ratings yet
- Japan Pipe Belt Conveyor Sy...Document7 pagesJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810No ratings yet
- Laboratory Apparatus For Evaluating Slurry Pipeline Wear (Cooke, Johnson & Goosen)Document17 pagesLaboratory Apparatus For Evaluating Slurry Pipeline Wear (Cooke, Johnson & Goosen)Engr Sakher100% (1)
- Dry Laid NonwovensDocument10 pagesDry Laid NonwovensbledmikifrNo ratings yet
- Winone Elevator Connection DiagramDocument40 pagesWinone Elevator Connection DiagramMuhammad Rashid75% (4)
- NAME: - DATE: - SCORE: - Summative Test OCTOBER 17, 2019Document4 pagesNAME: - DATE: - SCORE: - Summative Test OCTOBER 17, 2019cassidy conchaNo ratings yet
- Effect of Vulcanization Process Parameters On The Tensile Strength of Carcass of Textile-Rubber Reinforced Conveyor BeltsDocument16 pagesEffect of Vulcanization Process Parameters On The Tensile Strength of Carcass of Textile-Rubber Reinforced Conveyor Beltsmichaelmachaya02No ratings yet
- Investigation of Circular Woven Composit PDFDocument9 pagesInvestigation of Circular Woven Composit PDFGhassan ZeinNo ratings yet
- Loop Length of Plain Single Weft Knitted Structure With ElastaneDocument11 pagesLoop Length of Plain Single Weft Knitted Structure With ElastaneNobodyNo ratings yet
- Modelling of Wear Out of Timing Belts PulleyDocument8 pagesModelling of Wear Out of Timing Belts Pulleyhumkisisekamnahi 82No ratings yet
- Tensile Properties of Knotted Line Flax Spun Yarns: Donatas Petrulis, Salvinija PetrulyteDocument6 pagesTensile Properties of Knotted Line Flax Spun Yarns: Donatas Petrulis, Salvinija PetrulyteNirbhay SharmaNo ratings yet
- Tensile Mechanics of Braided Sutures: Textile Research Journal October 2012Document9 pagesTensile Mechanics of Braided Sutures: Textile Research Journal October 2012HafsaNo ratings yet
- Effects of Fabric Construction and Shear Thickening Fluid On Yarn Pull-Out From High-Performance FabricsDocument11 pagesEffects of Fabric Construction and Shear Thickening Fluid On Yarn Pull-Out From High-Performance FabricshawNo ratings yet
- 2008analysis of The Ageing Impact On The Strength of TheDocument9 pages2008analysis of The Ageing Impact On The Strength of TheSanjiv Kumar SinghNo ratings yet
- A Review On Wicking of Yarns and Fabrics: June 2015Document5 pagesA Review On Wicking of Yarns and Fabrics: June 2015Krupali Umeshkumar KapadiyaNo ratings yet
- Conveyor Belt Construction: Top Cover RubberDocument10 pagesConveyor Belt Construction: Top Cover RubbersanthoshkumarplNo ratings yet
- Bulk Material ScienceDocument6 pagesBulk Material ScienceAndresNo ratings yet
- The Ballistic Impact Characteristics of Aramid Fabrics - Interface FrictionDocument19 pagesThe Ballistic Impact Characteristics of Aramid Fabrics - Interface FrictiongooogaNo ratings yet
- Bulk Material ScienceDocument6 pagesBulk Material ScienceDavidNo ratings yet
- Laboratory Testing ofDocument10 pagesLaboratory Testing ofnicolasNo ratings yet
- Md. Kamruzzaman, Md. Eman Talukder, Md. Nahid Pervez, Asif Kamal, Ying-Jie CAIDocument5 pagesMd. Kamruzzaman, Md. Eman Talukder, Md. Nahid Pervez, Asif Kamal, Ying-Jie CAIAsif KamalNo ratings yet
- 42 A-Review-On-Wicking-Of-Yarns-And-FabricsDocument4 pages42 A-Review-On-Wicking-Of-Yarns-And-FabricspriyaNo ratings yet
- Armasoiu Petre, VAF - Anale 2013Document6 pagesArmasoiu Petre, VAF - Anale 2013Vlad Alexandru FloreaNo ratings yet
- Comparison of Double Jersey Knitted Fabrics Made oDocument11 pagesComparison of Double Jersey Knitted Fabrics Made othiago felixNo ratings yet
- Laboratory Tests of Operational Durability and Energy - Efficiency of Conveyor BeltsDocument12 pagesLaboratory Tests of Operational Durability and Energy - Efficiency of Conveyor BeltsJordan YembangNo ratings yet
- IJSR Article3Document6 pagesIJSR Article3Nawfal KettaniNo ratings yet
- Effects of Fabric Folding and Thickness On The ImpDocument16 pagesEffects of Fabric Folding and Thickness On The ImpJovana StojkovićNo ratings yet
- Effect of Loop Length in Different Stitches On Dimensional and Mechanical Property of Single Jersey Knitted FabricsDocument3 pagesEffect of Loop Length in Different Stitches On Dimensional and Mechanical Property of Single Jersey Knitted FabricsSudipto BeheraNo ratings yet
- AR-Glass and Carbon Fibers in Textile Reinforced Concrete Simulation and DesignDocument20 pagesAR-Glass and Carbon Fibers in Textile Reinforced Concrete Simulation and DesignShankar NarenNo ratings yet
- Improvement of Mode I Interlaminar Fracture Toughness of Stitched Glass/Epoxy CompositesDocument25 pagesImprovement of Mode I Interlaminar Fracture Toughness of Stitched Glass/Epoxy Compositesdharm94No ratings yet
- An Experimental Study On Vibration Isolation Performance of Weft-Knitted Spacer FabricsDocument11 pagesAn Experimental Study On Vibration Isolation Performance of Weft-Knitted Spacer FabricshawNo ratings yet
- Ultra-Wideband Textile Antenna With Circular Polarization For GPS Applications and Wireless Body Area NetworksDocument14 pagesUltra-Wideband Textile Antenna With Circular Polarization For GPS Applications and Wireless Body Area NetworksrehanNo ratings yet
- CableCon2017 Wehr Et Al PreprintDocument13 pagesCableCon2017 Wehr Et Al PreprintThejaswiniNo ratings yet
- Bambach 2019Document35 pagesBambach 2019Sofiene helailiNo ratings yet
- The Future of The Textile Processing Geotextile Structures andDocument7 pagesThe Future of The Textile Processing Geotextile Structures andProf.dr Vojislav GligorijevicNo ratings yet
- CFD Simulations of Fiber-Fiber Interactions in A Hollow Fiber Membrane Bundle: Fiber Distance and Position MattersDocument31 pagesCFD Simulations of Fiber-Fiber Interactions in A Hollow Fiber Membrane Bundle: Fiber Distance and Position MattersNaeem owaisNo ratings yet
- Vulcanization of Rubber Conveyor Belts With Metallic Insertion Using UltrasoundsDocument7 pagesVulcanization of Rubber Conveyor Belts With Metallic Insertion Using UltrasoundsImran DahalanNo ratings yet
- Study On Model of Flexure Response of Carbon Fiber Textile Reinforced Concrete (CTRC) Sheets With Short AR-glass FibersDocument20 pagesStudy On Model of Flexure Response of Carbon Fiber Textile Reinforced Concrete (CTRC) Sheets With Short AR-glass FibersKarthikeyanNo ratings yet
- Fabric Science-Ii: Assignment-3Document5 pagesFabric Science-Ii: Assignment-3nikitaNo ratings yet
- Materials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized MwcntsDocument18 pagesMaterials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized Mwcntsarash125No ratings yet
- A Comparative Study of Hooks in The Yarns Produced by Different Spinning TechnologiesDocument7 pagesA Comparative Study of Hooks in The Yarns Produced by Different Spinning Technologiescan ergenekonNo ratings yet
- Anexosemttulo 00085Document9 pagesAnexosemttulo 00085ThejaswiniNo ratings yet
- 856 863 PDFDocument8 pages856 863 PDFAbhishekNo ratings yet
- Measuring and Comparative Analysis of The Interaction Between The Dynamic Impact Loading of The Conveyor Belt and Supporting SystemDocument8 pagesMeasuring and Comparative Analysis of The Interaction Between The Dynamic Impact Loading of The Conveyor Belt and Supporting SystemRAMESH KRISHNAN LNo ratings yet
- Laboratory Testing of Conveyor Textile Belt Joints Used in Underground MinesDocument10 pagesLaboratory Testing of Conveyor Textile Belt Joints Used in Underground MinesAnanya MahatoNo ratings yet
- Comparativestudyonringrotorandair JetspunyarnDocument15 pagesComparativestudyonringrotorandair Jetspunyarnashar khanNo ratings yet
- Materials: A Comprehensive Study On The Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy CompositesDocument13 pagesMaterials: A Comprehensive Study On The Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy CompositesBharani MurugesanNo ratings yet
- 693 3926 1 PBDocument0 pages693 3926 1 PBM A HasanNo ratings yet
- A Description Is Given of The Assessment of The CreasingDocument8 pagesA Description Is Given of The Assessment of The CreasingRusted BoyNo ratings yet
- Main - Revised 5Document16 pagesMain - Revised 5Mohamed KchaouNo ratings yet
- Accepted Manuscript: Composite StructuresDocument36 pagesAccepted Manuscript: Composite StructurespeymanNo ratings yet
- Study On The Dynamics of Chitosan/ Cotton Fiber in An Airflow Around Two Rotating CylindersDocument9 pagesStudy On The Dynamics of Chitosan/ Cotton Fiber in An Airflow Around Two Rotating CylindershawNo ratings yet
- A Study On 3D Carbon Braided CompositeDocument56 pagesA Study On 3D Carbon Braided CompositeDaryl LeeNo ratings yet
- Compression Behaviour of Spacer FabricDocument8 pagesCompression Behaviour of Spacer FabricRakesh BabuNo ratings yet
- 3D Mechanical Review2018Document64 pages3D Mechanical Review2018Hanzla ZubairNo ratings yet
- Weight Loss Investigation On The Surface Area of Ultra-High Molecular Weight Polyethylene (UHMWPE)Document8 pagesWeight Loss Investigation On The Surface Area of Ultra-High Molecular Weight Polyethylene (UHMWPE)Research Publish JournalsNo ratings yet
- Study On The Pull-Out Behavior of Glass Fiber BundDocument9 pagesStudy On The Pull-Out Behavior of Glass Fiber Bundjuan carlos altamiranda suarezNo ratings yet
- Textiles For Technical Applications - 3D Spacer Fabric For InsulatingDocument6 pagesTextiles For Technical Applications - 3D Spacer Fabric For InsulatingSEP-PublisherNo ratings yet
- Effect of Knitted Structure On The Properties of Knitted FabricDocument5 pagesEffect of Knitted Structure On The Properties of Knitted FabricariefNo ratings yet
- Malak Oot I 2017Document20 pagesMalak Oot I 2017Williams Marcel Caceres FerreiraNo ratings yet
- Comparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Document9 pagesComparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Rommel Angeles PeronaNo ratings yet
- Sazerac BookDocument46 pagesSazerac BookSergio Fredes MenaNo ratings yet
- Thermal Contact Conductance - Wikipedia PDFDocument20 pagesThermal Contact Conductance - Wikipedia PDFErwin MaryNo ratings yet
- System: Priscila Leal, Graham V. CrookesDocument11 pagesSystem: Priscila Leal, Graham V. CrookesShaimoz Ithe WatuirituNo ratings yet
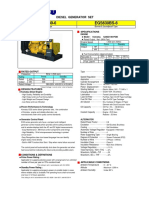
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- FC9170 02Document14 pagesFC9170 02ВладимирNo ratings yet
- Application Letter: Jl. Kayu Aya No. 10 A, Kerobokan, Kuta Utara, Badung, BaliDocument3 pagesApplication Letter: Jl. Kayu Aya No. 10 A, Kerobokan, Kuta Utara, Badung, BaliIRMA DAMAYANTINo ratings yet
- Rating and OTB RatingDocument7 pagesRating and OTB RatingpontathesmithjapanNo ratings yet
- HYDRAULICSDocument15 pagesHYDRAULICSHoney ApariceNo ratings yet
- The Good Governance Concept Revisited PDFDocument16 pagesThe Good Governance Concept Revisited PDFPritam AnantaNo ratings yet
- Learning Curves in Manufacturing IndustriesDocument3 pagesLearning Curves in Manufacturing Industriessubhash221103No ratings yet
- Journal Innovation Knowledge: Indicators Used To Measure Service Innovation and Manufacturing InnovationDocument16 pagesJournal Innovation Knowledge: Indicators Used To Measure Service Innovation and Manufacturing InnovationHj SuhaimiNo ratings yet
- Egcuwa - Butterworth Profile PDFDocument84 pagesEgcuwa - Butterworth Profile PDFsbuja7No ratings yet
- Computing Test StatisticDocument8 pagesComputing Test StatisticFranklin BenitezNo ratings yet
- List of ROs Under VODocument74 pagesList of ROs Under VOvivek mishraNo ratings yet
- Republic of The Philippines Social Security System MemberDocument1 pageRepublic of The Philippines Social Security System MemberreyNo ratings yet
- Lab Manual Fall 2017Document68 pagesLab Manual Fall 2017Nil SabbirNo ratings yet
- Introduction To PFADocument7 pagesIntroduction To PFACHRISTINE KYLE CIPRIANONo ratings yet
- TITLE: ONBOARDING-Make Better The Experience of New Hire Executive Summary Onboarding, Also Known As Organizational Socialization, Refers To TheDocument3 pagesTITLE: ONBOARDING-Make Better The Experience of New Hire Executive Summary Onboarding, Also Known As Organizational Socialization, Refers To ThePavel BawaNo ratings yet
- TÀI LIỆU - Tính toán thông gió phòng máy động cơ (Engine room ventilation calculation)Document2 pagesTÀI LIỆU - Tính toán thông gió phòng máy động cơ (Engine room ventilation calculation)Thành TháiNo ratings yet
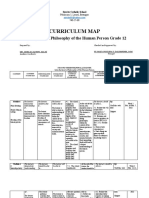
- Curriculum Map in Introduction To The World ReligionDocument7 pagesCurriculum Map in Introduction To The World ReligionRaizza Vanizza SiguenzaNo ratings yet
- Exceptions and Limitation of Patent Rights and Its Enforcement in IndiaDocument8 pagesExceptions and Limitation of Patent Rights and Its Enforcement in IndiaVyas NikhilNo ratings yet
- Sustainable Livelihood Security Index in A Developing Country: A Tool For Development PlanningDocument11 pagesSustainable Livelihood Security Index in A Developing Country: A Tool For Development PlanningTundeNo ratings yet
- Program - 1:: Lab - Data Structure Using CDocument50 pagesProgram - 1:: Lab - Data Structure Using Ceshmnash9298No ratings yet
- BiometricsDocument10 pagesBiometricsKrishna Murthy PNo ratings yet