You might also like
- Grapho CyberneticsDocument3 pagesGrapho CyberneticsmysticblissNo ratings yet
- 32 Diet Recipes - Tamil MagazinesDocument11 pages32 Diet Recipes - Tamil MagazinesPandimadevi Selvakumar0% (1)
- Gas/Liquids Separators - Part 2: Quantifying Separation PerformanceDocument13 pagesGas/Liquids Separators - Part 2: Quantifying Separation PerformanceLizbeth Ramirez AlanyaNo ratings yet
- Ibat-ibang dulog sa paghawak ng klaseDocument2 pagesIbat-ibang dulog sa paghawak ng klaseJovito Limot100% (3)
- EPRI Sootblower WDocument13 pagesEPRI Sootblower WSiva KumarNo ratings yet
- 2.2.5 Respiration WorksheetDocument7 pages2.2.5 Respiration WorksheeterikabeltranNo ratings yet
- Failure Analysis of Fire Tube Liner (Sleeve)Document6 pagesFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahNo ratings yet
- Eastridge Golf Club, Inc V Eastridge Labor Union-SUPERDocument3 pagesEastridge Golf Club, Inc V Eastridge Labor Union-SUPERJames Evan I. ObnamiaNo ratings yet
- The Effects On Winding Clamping PressureDocument18 pagesThe Effects On Winding Clamping PressureEnriqueGDNo ratings yet
- Sliding Wear Performance of A413 Alloy Reinforced with IntermetallicsDocument8 pagesSliding Wear Performance of A413 Alloy Reinforced with IntermetallicsirajfarjiNo ratings yet
- Leave Policy For EmployeesDocument9 pagesLeave Policy For EmployeesMEGHA PALANDENo ratings yet
- Elastomeric Rocket Motor Insulation Developed for Flexibility and Ablation ResistanceDocument32 pagesElastomeric Rocket Motor Insulation Developed for Flexibility and Ablation ResistanceKhoa VũNo ratings yet
- Fiat Ducato x250 Natural Power (CNG) Instructions Manual Appendix - ENDocument24 pagesFiat Ducato x250 Natural Power (CNG) Instructions Manual Appendix - ENVhateNo ratings yet
- HSI Calculator 3Document3 pagesHSI Calculator 3Diah Ayu Wulandari Sulistyaningrum0% (1)
- MgO - SiO2 - H2ODocument12 pagesMgO - SiO2 - H2Oaemp2009100% (1)
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsDocument5 pagesMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusNo ratings yet
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Document5 pages2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNo ratings yet
- Heat Transfer Enhancement Using Nanoparticles (Al2o3)Document6 pagesHeat Transfer Enhancement Using Nanoparticles (Al2o3)IJRASETPublicationsNo ratings yet
- Surface & Coatings Technology: S. Matthews, B. James, M. HylandDocument10 pagesSurface & Coatings Technology: S. Matthews, B. James, M. HylandVictor Daniel WaasNo ratings yet
- High Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsDocument5 pagesHigh Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsevanNo ratings yet
- 1 s2.0 S0142112307002897 MainDocument7 pages1 s2.0 S0142112307002897 MainFernando GuaillasNo ratings yet
- Evaluation and Comparison of The Effect of Repeated Microwave Irradiations On Some Mechanical and Physical Properties of Heat Cure Acrylic Resin and Valplast (Nylon) Denture Base MaterialsDocument5 pagesEvaluation and Comparison of The Effect of Repeated Microwave Irradiations On Some Mechanical and Physical Properties of Heat Cure Acrylic Resin and Valplast (Nylon) Denture Base MaterialsMahda Meutiah DiniNo ratings yet
- Anode Coating To Prevent Airburn in Aluminium SmeltersDocument5 pagesAnode Coating To Prevent Airburn in Aluminium SmeltersCris CristyNo ratings yet
- Requirements of Fabrication of A Creep: Testing Machine For High Temperature Applications Using KaolinDocument8 pagesRequirements of Fabrication of A Creep: Testing Machine For High Temperature Applications Using KaolinkhudhayerNo ratings yet
- 2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SprayDocument7 pages2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SpraySIVAJI TADISETTYNo ratings yet
- Optimizing Study of Some Factors That Influence The PerformanceDocument11 pagesOptimizing Study of Some Factors That Influence The PerformanceJoel OkohNo ratings yet
- Ijaiem 2014 11 19 60Document6 pagesIjaiem 2014 11 19 60International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Measurement of Corrosion Under InsulationDocument5 pagesMeasurement of Corrosion Under InsulationCepi Sindang KamulanNo ratings yet
- AMP CAT 2 QP Key Final PDFDocument83 pagesAMP CAT 2 QP Key Final PDFthandialNo ratings yet
- Sutomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 588 012018Document6 pagesSutomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 588 012018Ainun Nbl SafitriNo ratings yet
- The Effect of Sintering Temperatures On Alumina Foam StrengthDocument5 pagesThe Effect of Sintering Temperatures On Alumina Foam StrengthEdgar PinedaNo ratings yet
- Advanced Silicide Based Materials - MoSi2Document13 pagesAdvanced Silicide Based Materials - MoSi2chandravadiyaketanNo ratings yet
- Eng-Improved Erosion - Lubna AlaaDocument12 pagesEng-Improved Erosion - Lubna AlaaImpact JournalsNo ratings yet
- Sutarno Difusionthpeb042-DifusiDocument3 pagesSutarno Difusionthpeb042-Difusishofira zuhrahNo ratings yet
- Статья по созданию и тесту печиDocument7 pagesСтатья по созданию и тесту печиДенис БакланNo ratings yet
- Effect of Heat Treatment On Electrical Properties of Plasma Sprayed YSZ CoatingsDocument10 pagesEffect of Heat Treatment On Electrical Properties of Plasma Sprayed YSZ Coatingsamirlove206No ratings yet
- F4.5 ShenoiDocument12 pagesF4.5 Shenoivishnupriya r nairNo ratings yet
- Modification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings BackupDocument5 pagesModification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings Backupirajfarji2481No ratings yet
- 15-05-2021-1621054854-6-.-2. Engg - Effect of High Temperatures On Tensile Deformation Behaviour of Cast Al 7178 AlloyDocument8 pages15-05-2021-1621054854-6-.-2. Engg - Effect of High Temperatures On Tensile Deformation Behaviour of Cast Al 7178 AlloyImpact JournalsNo ratings yet
- Studies and Research On The Crack Testing For BrazDocument7 pagesStudies and Research On The Crack Testing For BrazAura RNo ratings yet
- Vacuum Assisted HPDCDocument9 pagesVacuum Assisted HPDCRishabh MenonNo ratings yet
- Manpreet Et Al 2019-9Document20 pagesManpreet Et Al 2019-9manpreetNo ratings yet
- Remnant Life Assessment of Platformer Heater T9 Tubes Using Api 579 Omega MethodDocument9 pagesRemnant Life Assessment of Platformer Heater T9 Tubes Using Api 579 Omega Methodsanu patilNo ratings yet
- Investigating Corrosion Effects and Heat Transfer Enhancement in Smaller Size Radiators Using CNT-nanofluidsDocument8 pagesInvestigating Corrosion Effects and Heat Transfer Enhancement in Smaller Size Radiators Using CNT-nanofluidsvuongcoi102No ratings yet
- Nansulate Corrosion Under Insulation (CUI) Nanotechnology SolutionDocument7 pagesNansulate Corrosion Under Insulation (CUI) Nanotechnology SolutionkflimNo ratings yet
- Tensile Testing of Epoxy-Based Thermoset System Prepared by Different MethodsDocument8 pagesTensile Testing of Epoxy-Based Thermoset System Prepared by Different MethodsashishNo ratings yet
- GBidron JMatProcTechDocument16 pagesGBidron JMatProcTechKue DroidNo ratings yet
- Improving Performance of An Open Cell Aluminium FoDocument12 pagesImproving Performance of An Open Cell Aluminium FoSong YiNo ratings yet
- Effects of Temperature On Tribological Properties of Al O - Tio CoatingDocument6 pagesEffects of Temperature On Tribological Properties of Al O - Tio CoatingDjm AlgNo ratings yet
- Analysis of The Compression Behavior of An E-Glass Composite Pipe ... - D'Almeida & Ottolini (2020)Document7 pagesAnalysis of The Compression Behavior of An E-Glass Composite Pipe ... - D'Almeida & Ottolini (2020)Daiane MachadoNo ratings yet
- Development of A Tool For Mcraly Coatings Oxidation Resistance Assessment and Thermal Barrier Coating Life PredictionDocument9 pagesDevelopment of A Tool For Mcraly Coatings Oxidation Resistance Assessment and Thermal Barrier Coating Life PredictionMaryam TorfehNo ratings yet
- (IJET-V1I6P9) Authors: Parag Amrutkar, R.R.Borse, J.G.PatilDocument4 pages(IJET-V1I6P9) Authors: Parag Amrutkar, R.R.Borse, J.G.PatilInternational Journal of Engineering and TechniquesNo ratings yet
- B 36 Chemical Machining Research Paper 1Document5 pagesB 36 Chemical Machining Research Paper 1Emmanuvel Joseph AjuNo ratings yet
- Nwanonenyi, S.C, Madufor, I. C, Chukwujike, I.C, Arinze, V.CDocument14 pagesNwanonenyi, S.C, Madufor, I. C, Chukwujike, I.C, Arinze, V.CIheoma Chukwujike NwuzorNo ratings yet
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocument12 pagesObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarNo ratings yet
- SS 1672Document13 pagesSS 1672dbaNo ratings yet
- Studies On Influence of WC On Scratch and Hot CorrDocument11 pagesStudies On Influence of WC On Scratch and Hot CorrMUHAMMED FAISALNo ratings yet
- Outgassing Effects of A Kapton Acrylic Adhesive TaDocument16 pagesOutgassing Effects of A Kapton Acrylic Adhesive TaJonathan DeomampoNo ratings yet
- Failure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic PressureDocument9 pagesFailure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic Pressureeid elsayedNo ratings yet
- PM2010 World Congress – Powder Injection Moulding – Superalloys & CompositesDocument8 pagesPM2010 World Congress – Powder Injection Moulding – Superalloys & Compositesalvaedison00No ratings yet
- Annales de Chimie: Science Des Materiaux: Received: 13 January 2019 Accepted: 2 April 2019Document4 pagesAnnales de Chimie: Science Des Materiaux: Received: 13 January 2019 Accepted: 2 April 2019purnashisNo ratings yet
- Influence of Aging Temperature During Artificial Aging Process On Aluminium Alloy To The Mechanical PropertiesDocument4 pagesInfluence of Aging Temperature During Artificial Aging Process On Aluminium Alloy To The Mechanical PropertiesAnggie RetnoNo ratings yet
- High Temperature Tensile Testing: of Ceramic CompositesDocument45 pagesHigh Temperature Tensile Testing: of Ceramic Composites陳信辰No ratings yet
- Elastomric Insulation-C534-03 PDFDocument5 pagesElastomric Insulation-C534-03 PDFAmr KamelNo ratings yet
- Thermal Hysteresis in Thin-Film Platinum Resistance ThermometersDocument12 pagesThermal Hysteresis in Thin-Film Platinum Resistance ThermometersNdra PompomorinNo ratings yet
- Carbon Fiber Polymer CompositesDocument5 pagesCarbon Fiber Polymer CompositesMalak ShatiNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Using the Sine RuleDocument7 pagesUsing the Sine RuleJoel OkohNo ratings yet
- Inequalities-Homework Ver 2Document2 pagesInequalities-Homework Ver 2KalNo ratings yet
- 30 Days of Maths Activities Print Ready Booklet (A5)Document16 pages30 Days of Maths Activities Print Ready Booklet (A5)Joel OkohNo ratings yet
- Area of a CircleDocument4 pagesArea of a CircleWendy HatiikaNo ratings yet
- Trigonometry - Using the Cosine RuleDocument6 pagesTrigonometry - Using the Cosine RuleJoel OkohNo ratings yet
- T-PA-148-Year-6-Maths-Assessment-Algebra_ver_3Document8 pagesT-PA-148-Year-6-Maths-Assessment-Algebra_ver_3Joel OkohNo ratings yet
- Year 10 Baseline Test Maths Higher CalculatorDocument8 pagesYear 10 Baseline Test Maths Higher CalculatorJoel OkohNo ratings yet
- Answer Sheet - Answers - Describe Position - Hours, Minutes and SecondsDocument1 pageAnswer Sheet - Answers - Describe Position - Hours, Minutes and SecondsJoel OkohNo ratings yet
- Maths Year 10Document1 pageMaths Year 10Joel OkohNo ratings yet
- Science Physics Year 11 CurriculumDocument1 pageScience Physics Year 11 CurriculumJoel OkohNo ratings yet
- Improving Refinery Distillation OperationsDocument5 pagesImproving Refinery Distillation OperationsJoel OkohNo ratings yet
- Y11 Physics CurriculumDocument2 pagesY11 Physics CurriculumJoel OkohNo ratings yet
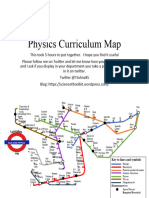
- Physics Curriculum Map TESDocument2 pagesPhysics Curriculum Map TESJoel OkohNo ratings yet
- 30 Days of Maths Calender (A4)Document1 page30 Days of Maths Calender (A4)Joel OkohNo ratings yet
- Lesson 2 and 3Document14 pagesLesson 2 and 3Joel OkohNo ratings yet
- Lesson 2 and 3 Challenge 2Document1 pageLesson 2 and 3 Challenge 2Joel OkohNo ratings yet
- Block Diagrams Mastery Activity SheetDocument7 pagesBlock Diagrams Mastery Activity SheetJoel OkohNo ratings yet
- Lesson 2 and 3Document2 pagesLesson 2 and 3Joel OkohNo ratings yet
- Electricity Lesson 6 Resistance Teaching IdeasDocument2 pagesElectricity Lesson 6 Resistance Teaching IdeasJoel OkohNo ratings yet
- Lesson 2 and 3 ChallengeDocument1 pageLesson 2 and 3 ChallengeJoel OkohNo ratings yet
- Lesson 2 and 3 Challenge 3Document1 pageLesson 2 and 3 Challenge 3Joel OkohNo ratings yet
- Static Electricity Investigation Activity Sheet GoldDocument2 pagesStatic Electricity Investigation Activity Sheet GoldJoel OkohNo ratings yet
- Elecricity Multiple Choice Questions Set 1Document2 pagesElecricity Multiple Choice Questions Set 1Joel OkohNo ratings yet
- Electricity 4 Series and ParallelDocument36 pagesElectricity 4 Series and ParallelJoel OkohNo ratings yet
- Electricity 3 IV CharacteristicsDocument19 pagesElectricity 3 IV CharacteristicsJoel OkohNo ratings yet
- Electricity 2 PD and ResistanceDocument18 pagesElectricity 2 PD and ResistanceJoel OkohNo ratings yet
- Static Electricity Investigation Activity Sheet GoldDocument2 pagesStatic Electricity Investigation Activity Sheet GoldJoel OkohNo ratings yet
- Title: Voltage, Current, Resistance Date: 12/05/21Document10 pagesTitle: Voltage, Current, Resistance Date: 12/05/21Joel OkohNo ratings yet
- Practical SheetsDocument3 pagesPractical SheetsJoel OkohNo ratings yet
- Static ElectricityDocument8 pagesStatic ElectricityJoel OkohNo ratings yet
- ALKANES Quiz SheetDocument5 pagesALKANES Quiz Sheetnajifaahmed223No ratings yet
- From Paragraph to Essay: Structure and ComparisonDocument21 pagesFrom Paragraph to Essay: Structure and ComparisonDiego EscobarNo ratings yet
- Sterilisator Hansin KoreaDocument2 pagesSterilisator Hansin KoreaanggaNo ratings yet
- Long-Term Memory - ProcessDocument30 pagesLong-Term Memory - ProcessALEXANDRA SAN PEDRONo ratings yet
- EBBA Delegation 2019Document3 pagesEBBA Delegation 2019jina morganNo ratings yet
- The New Rules To Getting AheadDocument8 pagesThe New Rules To Getting AheadWes LangloisNo ratings yet
- Analysis of A Healthcare Risk Management PlanDocument6 pagesAnalysis of A Healthcare Risk Management PlanGeralds B GeraldNo ratings yet
- Pharmacy CUM L IIIDocument78 pagesPharmacy CUM L IIIashagrie100% (1)
- 15419Document29 pages15419Sadashiva SahooNo ratings yet
- 2021 Prosthetics Lower Limb Catalogue - enDocument524 pages2021 Prosthetics Lower Limb Catalogue - enBianca Denisse Arreola MascarenoNo ratings yet
- Senior Citizens and Human RightsDocument16 pagesSenior Citizens and Human RightsRiya SinghNo ratings yet
- Specification For Firewater Pump Package S 721v2020 08Document90 pagesSpecification For Firewater Pump Package S 721v2020 08Serge RINAUDONo ratings yet
- A Simple and Rapid Method For Colorimetric Determination of Histamine in Fish FleshDocument8 pagesA Simple and Rapid Method For Colorimetric Determination of Histamine in Fish Fleshmuratout3447No ratings yet
- TS Ewk 2Document14 pagesTS Ewk 2bodale vergaNo ratings yet
- Psychosocial Support Activity Pack PSAP FINAL - 20211123Document108 pagesPsychosocial Support Activity Pack PSAP FINAL - 20211123Ruben HatamosaNo ratings yet
- Goodlife Zero Vat Items 14062022Document345 pagesGoodlife Zero Vat Items 14062022kidusNo ratings yet
- Customer Feedback AnalysisDocument11 pagesCustomer Feedback Analysisjyoti soodNo ratings yet
- Pre-Job Hazard AnalysisDocument4 pagesPre-Job Hazard AnalysisFiras HamanNo ratings yet
- Ladipur EVA LiquidDocument2 pagesLadipur EVA LiquidKalki VermaNo ratings yet
- Math ProjectDocument18 pagesMath ProjectChar LotteNo ratings yet
- STDs in Sangamon CountyDocument15 pagesSTDs in Sangamon CountyNewsTeam20No ratings yet