You might also like
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- Review Paper 3 PPDocument42 pagesReview Paper 3 PPKRISHNA VAMSINo ratings yet
- of ProjectDocument24 pagesof ProjectamarparimiNo ratings yet
- Reinforcing rubbery epoxy with carbon nanofibresDocument5 pagesReinforcing rubbery epoxy with carbon nanofibresSara TeixeiraNo ratings yet
- cfrp1 PDFDocument12 pagescfrp1 PDFShri Narayan Agnihotri EPGDMAI Batch 1No ratings yet
- Nano Silica Modified Carbon-Phenolic CompositesDocument4 pagesNano Silica Modified Carbon-Phenolic CompositesAbrizal HaryadiNo ratings yet
- Effect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsDocument4 pagesEffect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsOliver RisteskiNo ratings yet
- Vibration Damping Mechanism of CuAlMnPolymerCarbon NanomaterialsDocument13 pagesVibration Damping Mechanism of CuAlMnPolymerCarbon Nanomaterialsrafael.ramalhoNo ratings yet
- A Study On 3D Carbon Braided CompositeDocument56 pagesA Study On 3D Carbon Braided CompositeDaryl LeeNo ratings yet
- Physical and Mechanical Properties of Micro-Size Ceramic Particulate Filled Epoxy CompositesDocument4 pagesPhysical and Mechanical Properties of Micro-Size Ceramic Particulate Filled Epoxy Compositesjavad rahimiNo ratings yet
- Material Today ProcDocument10 pagesMaterial Today ProcVikasKhatkarNo ratings yet
- Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy CompositesDocument7 pagesPhysical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Compositesdennisitty01No ratings yet
- Noor2 PDFDocument10 pagesNoor2 PDFhendriqz679No ratings yet
- Carbon Fibre As A Recent Material Use in ConstructionDocument7 pagesCarbon Fibre As A Recent Material Use in ConstructionVimlesh KumarNo ratings yet
- The Influence of Mechanical Recycling On Properties in Injection Molding of Fiber-Reinforced PolypropyleneDocument10 pagesThe Influence of Mechanical Recycling On Properties in Injection Molding of Fiber-Reinforced PolypropyleneDeniz KınıkNo ratings yet
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Document8 pagesIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationNo ratings yet
- Mechanical and Electrical Properties of A MWNT/epoxy CompositeDocument7 pagesMechanical and Electrical Properties of A MWNT/epoxy CompositeVansala GanesanNo ratings yet
- Metall - Experimental Investigation - Nithish Prabhu TDocument8 pagesMetall - Experimental Investigation - Nithish Prabhu TTJPRC PublicationsNo ratings yet
- Properties Advantages:: High Strength To Weight RatioDocument7 pagesProperties Advantages:: High Strength To Weight RatioShahZaib AnwarNo ratings yet
- Effect of Combined Environmental Cycles On The Bond of FRP Sheets To Concrete (2001) - Paper PDFDocument6 pagesEffect of Combined Environmental Cycles On The Bond of FRP Sheets To Concrete (2001) - Paper PDFJulio Humberto Díaz RondánNo ratings yet
- Tribological Performance of Carbon Nanotubes-Alumina Hybrid Epoxy CompositesDocument6 pagesTribological Performance of Carbon Nanotubes-Alumina Hybrid Epoxy Compositesabdullah 3mar abou reashaNo ratings yet
- Tribological Performance of Carbon Nanotubes-Alumina Hybrid/epoxy CompositesDocument6 pagesTribological Performance of Carbon Nanotubes-Alumina Hybrid/epoxy Compositesabdullah 3mar abou reashaNo ratings yet
- Mechanical Properties of Flax Fiber Reinforced Composites Manufactured Using Hand Layup and Compression Molding-A ComparisonDocument9 pagesMechanical Properties of Flax Fiber Reinforced Composites Manufactured Using Hand Layup and Compression Molding-A ComparisonsriyajambukarNo ratings yet
- Bitumin Modification With Carbon NanotubesDocument6 pagesBitumin Modification With Carbon NanotubesSachith SeneviratnaNo ratings yet
- Epoxy CompositesDocument150 pagesEpoxy CompositesTahar BachiriNo ratings yet
- Khan 2017Document9 pagesKhan 2017sergioNo ratings yet
- Literature ReviewDocument10 pagesLiterature ReviewsithananthansithuNo ratings yet
- Composite Material AssignmentDocument12 pagesComposite Material AssignmentMohd Shahrizan100% (1)
- Composites Science and Technology: Susan M. Rankin, Mikayla K. Moody, Amit K. Naskar, Christopher C. BowlandDocument8 pagesComposites Science and Technology: Susan M. Rankin, Mikayla K. Moody, Amit K. Naskar, Christopher C. Bowlandaagun1No ratings yet
- Experimental Study of Mechanical and Electrical Properties of CarbonDocument8 pagesExperimental Study of Mechanical and Electrical Properties of CarbonSufian HijazNo ratings yet
- Journal of Composite CommunicationsDocument6 pagesJournal of Composite CommunicationsNagaraj K CNo ratings yet
- Mechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialDocument8 pagesMechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialIJRASETPublicationsNo ratings yet
- NDT M E C F C: Ethods For Valuating Arbon Iber OmpositesDocument17 pagesNDT M E C F C: Ethods For Valuating Arbon Iber OmpositesAnonymous 5qPKvmuTWCNo ratings yet
- Flexible Antennas Based On Natural RubberDocument17 pagesFlexible Antennas Based On Natural RubberTapuNo ratings yet
- Accepted Manuscript: Composite StructuresDocument33 pagesAccepted Manuscript: Composite StructuresDwitiya D TihataNo ratings yet
- Preparation of resin/nano fillers mixtureDocument27 pagesPreparation of resin/nano fillers mixtureNiranjan HugarNo ratings yet
- Mechanical and Biocompatible Properties of Polymer-Infiltrated-Ceramic-Network Materials For Dental RestorationDocument6 pagesMechanical and Biocompatible Properties of Polymer-Infiltrated-Ceramic-Network Materials For Dental RestorationAna-Marya RadionNo ratings yet
- Fatigue Analysis of Hybrid Composites of Kenaf/Kevlar Fibre Reinforced Epoxy CompositesDocument6 pagesFatigue Analysis of Hybrid Composites of Kenaf/Kevlar Fibre Reinforced Epoxy CompositesRajasekar RamachandranNo ratings yet
- Attahu_2022_IOP_Conf._Ser.__Mater._Sci._Eng._1225_012005Document13 pagesAttahu_2022_IOP_Conf._Ser.__Mater._Sci._Eng._1225_012005İsmail KoçNo ratings yet
- 41 - 1 - New Orleans - 03-96 - 0354Document5 pages41 - 1 - New Orleans - 03-96 - 0354Aditya KshireNo ratings yet
- Related Study - Composite For AbacaDocument17 pagesRelated Study - Composite For AbacaResty Franz PacienteNo ratings yet
- Studying How Carbon Fillers Affect PVC Composite ConductivityDocument10 pagesStudying How Carbon Fillers Affect PVC Composite ConductivityyasameenNo ratings yet
- DescargaDocument10 pagesDescargaJesùs Cure MendozaNo ratings yet
- VORTEX Powder Coating For Conductor Insulation of Transformer WindingsDocument4 pagesVORTEX Powder Coating For Conductor Insulation of Transformer WindingsYogesh ChadawatNo ratings yet
- A Review Paper On Properties of Carbon Fiber Reinforced PolymersDocument7 pagesA Review Paper On Properties of Carbon Fiber Reinforced PolymersSayan MahapatraNo ratings yet
- Effect of Alumina Contents On The Physicomechanical Properties of Alumina (Al2O3) Reinforced Polyester CompositesDocument10 pagesEffect of Alumina Contents On The Physicomechanical Properties of Alumina (Al2O3) Reinforced Polyester CompositesOussama El BouadiNo ratings yet
- Hybrid - Composite - Sandwich - Panels - Under - Blast - and - Impact LoadingDocument6 pagesHybrid - Composite - Sandwich - Panels - Under - Blast - and - Impact LoadingMuhammad HussainNo ratings yet
- Xu2014 Article HighTemperatureMechanicalPerfoDocument8 pagesXu2014 Article HighTemperatureMechanicalPerfoFelipe MaestriNo ratings yet
- 856 Open ManuscriptDocument35 pages856 Open ManuscriptshahrozaligondalNo ratings yet
- 136a6 (1) Review of Carbon FiberDocument11 pages136a6 (1) Review of Carbon FiberRofan FrenansyahNo ratings yet
- 3.-Aramid Fibers Reinforced Silica Aerogel Composites With Low Thermal (ESTADO DEL ARTE) (REFUERZO CON FIBRAS de ARAMIDA) (LEIDO)Document10 pages3.-Aramid Fibers Reinforced Silica Aerogel Composites With Low Thermal (ESTADO DEL ARTE) (REFUERZO CON FIBRAS de ARAMIDA) (LEIDO)AlbertoPimentelNo ratings yet
- Carbon Fiber Reinforced Plastics in Aircraft Construction: C. SoutisDocument6 pagesCarbon Fiber Reinforced Plastics in Aircraft Construction: C. SoutisMizanNo ratings yet
- Experimental and Numerical Investigation of The Damping of Flax-Epoxy Composite Plates.Document23 pagesExperimental and Numerical Investigation of The Damping of Flax-Epoxy Composite Plates.rahul reddyNo ratings yet
- Experimental Testing On Carbon Basalt Interwoven Fabric To Determine Its Mechanical PropertiesDocument9 pagesExperimental Testing On Carbon Basalt Interwoven Fabric To Determine Its Mechanical PropertiesIJRASETPublicationsNo ratings yet
- High performance co-polyimide nanofiber reinforced compositesDocument6 pagesHigh performance co-polyimide nanofiber reinforced compositesRonak VaghaniNo ratings yet
- Tensile Properties of Nanosilica/epoxy NanocompositesDocument7 pagesTensile Properties of Nanosilica/epoxy Nanocompositesgaurav503050No ratings yet
- 45 Ijmperdfeb201845Document8 pages45 Ijmperdfeb201845TJPRC PublicationsNo ratings yet
- Investigation of Bending Properties On Carbon Fiber Reinforced Polymer Matrix Composites Used For Micro Wind Turbine BladesDocument7 pagesInvestigation of Bending Properties On Carbon Fiber Reinforced Polymer Matrix Composites Used For Micro Wind Turbine BladesAhmed ismailNo ratings yet
- ZSDRDocument9 pagesZSDRc_vivi92No ratings yet
- Kong and Evans Reinforced and Prestressed Concrete-صور-102-172Document71 pagesKong and Evans Reinforced and Prestressed Concrete-صور-102-172Malak ShatiNo ratings yet
- Benefits And Implications Of Carbon Fibre Reinforcement PolymerDocument2 pagesBenefits And Implications Of Carbon Fibre Reinforcement PolymerMalak ShatiNo ratings yet
- A Study On Slump and Compressive Strength of Recycled Aggregates Embedded ConcreteDocument5 pagesA Study On Slump and Compressive Strength of Recycled Aggregates Embedded ConcreteMalak ShatiNo ratings yet
- Flexural Behaviour of Reinforced Concrete Beams Strengthened by CFRP SheetsDocument17 pagesFlexural Behaviour of Reinforced Concrete Beams Strengthened by CFRP SheetsMalak ShatiNo ratings yet
- Strengthening Structures With Externally Bonded ReinforcementDocument4 pagesStrengthening Structures With Externally Bonded ReinforcementMalak ShatiNo ratings yet
- Mainadmin Ite Element Analysis of Reinforced Concrete Beams Strengthened With CFRP in FleDocument16 pagesMainadmin Ite Element Analysis of Reinforced Concrete Beams Strengthened With CFRP in FleMalak ShatiNo ratings yet
- Premature Failures in Plate Bonded Strengthened RC Beams With An Emphasis On Premature Shear: A ReviewDocument14 pagesPremature Failures in Plate Bonded Strengthened RC Beams With An Emphasis On Premature Shear: A ReviewMalak ShatiNo ratings yet
- Pradhan 2018Document17 pagesPradhan 2018Malak ShatiNo ratings yet
- 8-Curve Fitting: Least-Squares Criterion (Linear Regression)Document5 pages8-Curve Fitting: Least-Squares Criterion (Linear Regression)Malak ShatiNo ratings yet
- I-B-Solution of A Set of 1 Order Odes: X Y Z X Z Y X DX Dy Z Y X DX DZDocument4 pagesI-B-Solution of A Set of 1 Order Odes: X Y Z X Z Y X DX Dy Z Y X DX DZMalak ShatiNo ratings yet
- PSCSDocument6 pagesPSCSPrantik Adhar SamantaNo ratings yet
- Malak Haider Dawood: Occupational Safety and Health in The WorkplaceDocument1 pageMalak Haider Dawood: Occupational Safety and Health in The WorkplaceMalak ShatiNo ratings yet
- Prestress Concrete: University of Thi-Qar Civil Engineering DepartementDocument13 pagesPrestress Concrete: University of Thi-Qar Civil Engineering DepartementMalak ShatiNo ratings yet
- Zhao 2017Document7 pagesZhao 2017Malak ShatiNo ratings yet
- Beams & Hooks CalculationDocument11 pagesBeams & Hooks CalculationLaurentiu MacloadNo ratings yet
- Sikament - 163: High Range Water Reducing Concrete AdmixtureDocument2 pagesSikament - 163: High Range Water Reducing Concrete AdmixtureMalak ShatiNo ratings yet
- 14.beam Analysis Using The Stiffness MethodDocument23 pages14.beam Analysis Using The Stiffness MethodMalak ShatiNo ratings yet
- Frame Stiffness Matrix1Document3 pagesFrame Stiffness Matrix1Malak ShatiNo ratings yet
- Numerical Analysis TechniquesDocument4 pagesNumerical Analysis TechniquesMalak ShatiNo ratings yet
- DOME-2 Notes QPapers PDFDocument305 pagesDOME-2 Notes QPapers PDFSumit KumarNo ratings yet
- كيف تكتب مقالا علميا ؟Document12 pagesكيف تكتب مقالا علميا ؟abdo-dzNo ratings yet
- كيف تكتب مقالا علميا ؟Document12 pagesكيف تكتب مقالا علميا ؟abdo-dzNo ratings yet
- Stress Tensor Lec.2Document24 pagesStress Tensor Lec.2Malak ShatiNo ratings yet
- Stress Tensor Lec.2Document24 pagesStress Tensor Lec.2Malak ShatiNo ratings yet
- Final Exam Steel 2020 Semester 1Document3 pagesFinal Exam Steel 2020 Semester 1Malak ShatiNo ratings yet
- Stress Tensor Lec.2Document24 pagesStress Tensor Lec.2Malak ShatiNo ratings yet
- Q1) Choose The Correct Answer (2 Marks For Each Branch)Document16 pagesQ1) Choose The Correct Answer (2 Marks For Each Branch)abdulkaderNo ratings yet
- Two-way Slab Design and Analysis for Group C BuildingDocument1 pageTwo-way Slab Design and Analysis for Group C BuildingMalak ShatiNo ratings yet
- Structural Analysis - by Dr. Hayder Amer Al-Baghdadi - 2017د. حيدر عامرDocument106 pagesStructural Analysis - by Dr. Hayder Amer Al-Baghdadi - 2017د. حيدر عامرMalak ShatiNo ratings yet
- Flexural Behavior of RC Beam Strengthened With Carbon Fiber Sheets in Shear and Flexure ZoneDocument38 pagesFlexural Behavior of RC Beam Strengthened With Carbon Fiber Sheets in Shear and Flexure ZoneFrances Sol TumulakNo ratings yet
- Large Scale Production of High Performance Fiber Metal Laminates by Prepreg Press TechnologyDocument6 pagesLarge Scale Production of High Performance Fiber Metal Laminates by Prepreg Press TechnologyMuhammad Abbas MehdiNo ratings yet
- A Review On NSM-CFRP Technique Using in Shear Strengthening of RC Deep BeamsDocument18 pagesA Review On NSM-CFRP Technique Using in Shear Strengthening of RC Deep Beamsbassem kooliNo ratings yet
- Impact-Resistant Fabrics (Ballistic, Stabbing, Slashing & Spike)Document31 pagesImpact-Resistant Fabrics (Ballistic, Stabbing, Slashing & Spike)Nicholas WorkmanNo ratings yet
- GRP Pipe Manufacturing by CFW Process Flowchart: MixingDocument69 pagesGRP Pipe Manufacturing by CFW Process Flowchart: MixingHaneefa Ch100% (1)
- CFRC Tougening MechDocument17 pagesCFRC Tougening MechTayfun KoçakNo ratings yet
- Training and Teaching Experience in Structural EngineeringDocument30 pagesTraining and Teaching Experience in Structural EngineeringDaniel HaileNo ratings yet
- Omniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2Document38 pagesOmniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2hcmcrlhoNo ratings yet
- Composite Construction MethodsDocument53 pagesComposite Construction MethodsChino PadolinaNo ratings yet
- Refurbishment: Structural Strengthening With Sika SystemsDocument24 pagesRefurbishment: Structural Strengthening With Sika SystemsEphraim Asher BarezNo ratings yet
- FRP CLADDING PresentationDocument33 pagesFRP CLADDING PresentationDeepakNo ratings yet
- Foundation RestorationsDocument15 pagesFoundation Restorationspopat78100% (1)
- Deloitte TMT Predictions 2016Document84 pagesDeloitte TMT Predictions 2016Iulian BucurNo ratings yet
- Unsaturated Polyester1 ResinsDocument74 pagesUnsaturated Polyester1 ResinsAkash YadavNo ratings yet
- Carbon Fibers From Polymer Precursor SystemsDocument174 pagesCarbon Fibers From Polymer Precursor SystemsRasha Samir SryoNo ratings yet
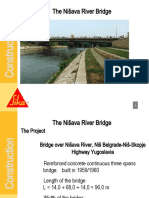
- Nisava River BridgeDocument17 pagesNisava River BridgeAlin ApoNo ratings yet
- Stress and Modal Analysis of a Wind Turbine BladeDocument36 pagesStress and Modal Analysis of a Wind Turbine BladeSilvio NunesNo ratings yet
- 440r 96 PDFDocument68 pages440r 96 PDFDian NatassaNo ratings yet
- Sensors 18 00609 v4 PDFDocument37 pagesSensors 18 00609 v4 PDFAnna StoynovaNo ratings yet
- Engineering Transmission Lines With High Capacity Low Sag ACCC ConductorDocument270 pagesEngineering Transmission Lines With High Capacity Low Sag ACCC ConductoromealNo ratings yet
- The Science and Engineering of Materials, 4 EdDocument47 pagesThe Science and Engineering of Materials, 4 EdAbhishek SinghNo ratings yet
- Flexural Behaviour of RC Beams Wrapped With Hybrid Fiber Reinforced Polymer Under Static LoadingDocument5 pagesFlexural Behaviour of RC Beams Wrapped With Hybrid Fiber Reinforced Polymer Under Static LoadingDr NNHNo ratings yet
- Bridge Load Testing For Identifying Live Load Distribution, Load Rating, Serviceability and Dynamic ResponseDocument15 pagesBridge Load Testing For Identifying Live Load Distribution, Load Rating, Serviceability and Dynamic ResponseArnold Mendo RodriguezNo ratings yet
- 10 1016@j Matpr 2019 11 247Document15 pages10 1016@j Matpr 2019 11 247Daniel Zuluaga CastrillonNo ratings yet
- 2010 SepDocument68 pages2010 Sepbrkappa100% (1)
- 2008 Ritchey CatalogoDocument52 pages2008 Ritchey Catalogojoaotx100% (1)
- History of AluminumDocument13 pagesHistory of AluminumJohn Paul Cristobal100% (1)
- Lesson 2 Fillers FibersDocument35 pagesLesson 2 Fillers FibersEr Ravindra JagdhaneNo ratings yet
- Applied Sciences: Post-Tensioning Steel Rod System For Flexural Strengthening in Damaged Reinforced Concrete (RC) BeamsDocument17 pagesApplied Sciences: Post-Tensioning Steel Rod System For Flexural Strengthening in Damaged Reinforced Concrete (RC) Beamskhx2No ratings yet
- Project Report - CNG CylindersDocument23 pagesProject Report - CNG CylindersNaresh DhakerNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Biogas Production: Pretreatment Methods in Anaerobic DigestionFrom EverandBiogas Production: Pretreatment Methods in Anaerobic DigestionNo ratings yet
- DIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionFrom EverandDIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionRating: 5 out of 5 stars5/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyFrom EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyRating: 5 out of 5 stars5/5 (3)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AFrom EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ARating: 5 out of 5 stars5/5 (1)