You might also like
- Comprehensive Land Use Plan-Tagaytay CityDocument87 pagesComprehensive Land Use Plan-Tagaytay CityCet R. Cabahug50% (4)
- Open World First B2 Students BookDocument257 pagesOpen World First B2 Students BookTuan Anh Bui88% (8)
- BS 2779-1986 Ó ÖÆ ÇÃÜ Â ÜÂÝÎÆ (BSP)Document20 pagesBS 2779-1986 Ó ÖÆ ÇÃÜ Â ÜÂÝÎÆ (BSP)Vaibhav ShuklaNo ratings yet
- Api 579-2 - 4.2Document7 pagesApi 579-2 - 4.2MPhamNo ratings yet
- Test Method of Flammability of Interior Materials For AutomobilesDocument17 pagesTest Method of Flammability of Interior Materials For AutomobilesKarthic BhrabuNo ratings yet
- ISO 228-1-2000 Pipe Threads Where Pressure-Tight Joints Are Not Made On The Threads-Part 1 Dimensions, Tolerances and DesignationDocument12 pagesISO 228-1-2000 Pipe Threads Where Pressure-Tight Joints Are Not Made On The Threads-Part 1 Dimensions, Tolerances and DesignationM Alim Ur Rahman100% (3)
- BS ISO 3547-6-2007 Plain Bearings. Wrapped Bushes. Measurement of Wall Thickness of Thin-Walled BushesDocument14 pagesBS ISO 3547-6-2007 Plain Bearings. Wrapped Bushes. Measurement of Wall Thickness of Thin-Walled Bushesxuanphuong2710No ratings yet
- Sae-j533Flare Tube SpecificationsDocument6 pagesSae-j533Flare Tube SpecificationsSandeep Goud Chatla100% (5)
- Romanian Association of Drilling Contractors ACFRDocument83 pagesRomanian Association of Drilling Contractors ACFRFuBasho33% (3)
- Jis Z 2256-2010Document15 pagesJis Z 2256-2010HongHaiDuong100% (1)
- 1599 PDFDocument12 pages1599 PDFIndira BanerjeeNo ratings yet
- JIS B2311 Steel Butt Welding Pipe Fittings For Ordinary UseDocument24 pagesJIS B2311 Steel Butt Welding Pipe Fittings For Ordinary Usense mcxNo ratings yet
- IsoDocument8 pagesIsochandramohanNo ratings yet
- R210LC-7 7-3Document6 pagesR210LC-7 7-3Krystian PalaciosNo ratings yet
- ISO 4183 1995 Classical and Narrow Belt 1Document9 pagesISO 4183 1995 Classical and Narrow Belt 1islamfarag2No ratings yet
- Design and Testing of Drop Off Plate For Low Pressure Safety DevicesDocument6 pagesDesign and Testing of Drop Off Plate For Low Pressure Safety DevicesVincent RobinsonNo ratings yet
- DKD-R - 4.2 Roughness MeasurmentDocument11 pagesDKD-R - 4.2 Roughness MeasurmentsandeepNo ratings yet
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument2 pagesInvestment Castings, Surface Acceptance Standards, Visual ExaminationDarwin DarmawanNo ratings yet
- Metrology and Quality Control PracticalDocument53 pagesMetrology and Quality Control PracticalDIPAK VINAYAK SHIRBHATE75% (4)
- International Standard: Plain Bearings - Wrapped BushesDocument6 pagesInternational Standard: Plain Bearings - Wrapped BushesJosé SilvaNo ratings yet
- Procedure For Welder QualificationDocument28 pagesProcedure For Welder Qualificationjagannath100% (1)
- Parametros de Desgate de Roletes InferioresDocument2 pagesParametros de Desgate de Roletes InferioresSoares DamascenoNo ratings yet
- Api 579 7 PDF FreeDocument16 pagesApi 579 7 PDF FreeJacson FonsecaNo ratings yet
- Dentium - NR Line NRPMC1507Rev.2Document102 pagesDentium - NR Line NRPMC1507Rev.2alexandru lutaNo ratings yet
- Dentium NR Line P 1506 Rev2Document54 pagesDentium NR Line P 1506 Rev2alexandru lutaNo ratings yet
- Test Data Sheet: Ref: IS 1608-2005 / ISO: 6892-1998 Format No. F01 (5.4) Issue Date: 01.01.2018Document3 pagesTest Data Sheet: Ref: IS 1608-2005 / ISO: 6892-1998 Format No. F01 (5.4) Issue Date: 01.01.2018chandan mondalNo ratings yet
- Test Data Sheet: Date of Sampling Date of TestingDocument5 pagesTest Data Sheet: Date of Sampling Date of TestingChandan MondalNo ratings yet
- Api 579-2 - 4.2Document8 pagesApi 579-2 - 4.2AliDadKhanNo ratings yet
- ISO General Purpose Metric Screw ThreadsDocument19 pagesISO General Purpose Metric Screw ThreadsMiguel VillalobosNo ratings yet
- Non Return Valves PDFDocument2 pagesNon Return Valves PDFhpNo ratings yet
- Katalog Kontrolnika JBODocument24 pagesKatalog Kontrolnika JBOzvezdan bilanovicNo ratings yet
- International StandardDocument9 pagesInternational StandardutkuNo ratings yet
- 7047e Metrik YMB DIN966Document6 pages7047e Metrik YMB DIN966Tuncay KAMAŞNo ratings yet
- LS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Document5 pagesLS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Kreshna Wisnu BrataNo ratings yet
- MDESIGN Bolt, VDI 2230 (Coupling - Bolt - CalDocument6 pagesMDESIGN Bolt, VDI 2230 (Coupling - Bolt - CalSridhar Tholasingam100% (1)
- WP-8.5.1-04 Procedure For Cutting and HolingDocument2 pagesWP-8.5.1-04 Procedure For Cutting and HolingNitin SharmaNo ratings yet
- ISO-228-1-1994 Metric Pipe Thread DimensionDocument8 pagesISO-228-1-1994 Metric Pipe Thread DimensionMijatovic BoskoNo ratings yet
- Installation Instructions: AI-GC01-E Rev.4Document21 pagesInstallation Instructions: AI-GC01-E Rev.4kiranNo ratings yet
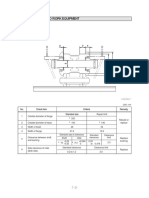
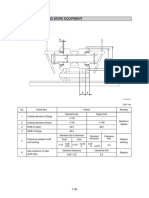
- Group 3 Track and Work EquipmentDocument6 pagesGroup 3 Track and Work Equipmentdeniden2013No ratings yet
- Astm A997 08Document2 pagesAstm A997 08Omar GruberNo ratings yet
- Cylinder Condition ReportDocument5 pagesCylinder Condition ReportŞansal DikmenerNo ratings yet
- Tinkem PDFDocument20 pagesTinkem PDFarnoldmecNo ratings yet
- PNS211Document5 pagesPNS211jbcast86No ratings yet
- LT21665Document2 pagesLT21665Manuel RoblesNo ratings yet
- Part Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageDocument4 pagesPart Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageMiguel Angel TandaypanNo ratings yet
- Kalibrasi Mistar BajaDocument7 pagesKalibrasi Mistar BajaGilar GumelarNo ratings yet
- 22315EJW33C3 SphericalRollerBearings SteelCageDocument4 pages22315EJW33C3 SphericalRollerBearings SteelCagerubenNo ratings yet
- Surface Texture Measurement With JenoptikDocument12 pagesSurface Texture Measurement With Jenoptikgraziano girottoNo ratings yet
- Checklist For Pull Off Test On Samples Cored In-Situ: Sno Remarks 1 Core Diameter (D) Activity - Check ForDocument3 pagesChecklist For Pull Off Test On Samples Cored In-Situ: Sno Remarks 1 Core Diameter (D) Activity - Check ForIgnatius PathulaNo ratings yet
- D 3492 - 02 - Rdm0otitukveDocument16 pagesD 3492 - 02 - Rdm0otitukvePrakash MakadiaNo ratings yet
- International Standard: Test Sieves - Technical Requirements and Testing - Test Sieves of Metal Wire ClothDocument8 pagesInternational Standard: Test Sieves - Technical Requirements and Testing - Test Sieves of Metal Wire Clothbba.amira71728No ratings yet
- Expansion Bellow SpecificationDocument1 pageExpansion Bellow SpecificationASHWINI BHOSALENo ratings yet
- 2TS-DM: T R R To Clear 2.0 Max. Fillet Radius. R To Clear 0.3 Max. Fillet Radius. DDocument32 pages2TS-DM: T R R To Clear 2.0 Max. Fillet Radius. R To Clear 0.3 Max. Fillet Radius. DĐỗ Xuân TùngNo ratings yet
- Iso 965 1 1998 en FR PDFDocument8 pagesIso 965 1 1998 en FR PDFavbincoletoNo ratings yet
- 4 - Column DesignDocument10 pages4 - Column Designlarry0lao0iiiNo ratings yet
- Cylinder Condition ReportDocument6 pagesCylinder Condition ReportValeriy DomashenkoNo ratings yet
- Standard VCS 5511,: Volvo Car CorporationDocument35 pagesStandard VCS 5511,: Volvo Car CorporationRapegaNo ratings yet
- Limit Gauge PDFDocument11 pagesLimit Gauge PDFParamasivam VeerappanNo ratings yet
- GRINNELL Figure 730 Mechanical Tees and Crosses Threaded / Grooved General Description Technical DataDocument8 pagesGRINNELL Figure 730 Mechanical Tees and Crosses Threaded / Grooved General Description Technical DataEdwin Collado FigueroaNo ratings yet
- BOP - Choke Manifold RecertificationDocument19 pagesBOP - Choke Manifold RecertificationMehdi Soltani0% (1)
- Calculation - Floating Cover #1Document9 pagesCalculation - Floating Cover #1calinvasco190670No ratings yet
- DX-790-960-65-17.5i-M: Electrical PropertiesDocument2 pagesDX-790-960-65-17.5i-M: Electrical PropertiesАлександрNo ratings yet
- 3.3 Motherboard SchematicsDocument49 pages3.3 Motherboard SchematicsJoanna WęgielNo ratings yet
- Siop RTSG2016Document336 pagesSiop RTSG2016Mohammed HaiderNo ratings yet
- Package Suppdists': R Topics DocumentedDocument26 pagesPackage Suppdists': R Topics DocumentedHector Alejandro Cabezas CasanuevaNo ratings yet
- Maintenance of Building ComponentsDocument4 pagesMaintenance of Building ComponentsIZIMBANo ratings yet
- Making Friends British English StudentDocument8 pagesMaking Friends British English StudentMily ArrayaNo ratings yet
- Abu Quir Iii Start Up PDFDocument18 pagesAbu Quir Iii Start Up PDFAnonymous 1XHScfCI100% (1)
- Gibbs VerBeek CorrespondenceDocument3 pagesGibbs VerBeek CorrespondenceWXMINo ratings yet
- BT JOE Quiz 4 MasonryDocument1 pageBT JOE Quiz 4 Masonrycorazon phil100% (1)
- Gears DifferentialDocument13 pagesGears Differentialpulkitymcaust_112907100% (1)
- Automatic Link EstablishmentDocument7 pagesAutomatic Link EstablishmenthaikalNo ratings yet
- Question Bank For MDocument22 pagesQuestion Bank For MchinnnababuNo ratings yet
- 304 TextsetlessonDocument18 pages304 Textsetlessonapi-506887728No ratings yet
- Chison EBit 60 DatasheetDocument16 pagesChison EBit 60 DatasheetManuales TecnicosNo ratings yet
- Ready. Set. IELTS. Idioms.Document45 pagesReady. Set. IELTS. Idioms.Renatochka BakirovaNo ratings yet
- C Ce 200Document59 pagesC Ce 200hanieh rezapourNo ratings yet
- Cross Cultural Management: Hana MaumetDocument32 pagesCross Cultural Management: Hana MaumetGiovanni Francesco PalmaNo ratings yet
- GSKDocument22 pagesGSKChaudhary Hassan ArainNo ratings yet
- SHAREHOLDERS EQUITY - ProblemsDocument3 pagesSHAREHOLDERS EQUITY - ProblemsGlen Javellana0% (2)
- Online Banking TCsDocument52 pagesOnline Banking TCsmaverick_1901No ratings yet
- WINTER 2023 Course Outline: ENME 479 Mechanics of Deformable Bodies IIDocument8 pagesWINTER 2023 Course Outline: ENME 479 Mechanics of Deformable Bodies IIKai McDermottNo ratings yet
- ATP Parts Guide-B3Z Mechanical Seal PumpDocument1 pageATP Parts Guide-B3Z Mechanical Seal PumpRony FloresNo ratings yet
- Ac-Ppt On Crystal OscillatorDocument10 pagesAc-Ppt On Crystal OscillatorRitika SahuNo ratings yet
- Case Study-Cereal PartnersDocument5 pagesCase Study-Cereal PartnersTariq MehmoodNo ratings yet
- Dialer AdminDocument5 pagesDialer AdminNaveenNo ratings yet
- Jasa Marga TBK - Billingual - 31 - Des - 2018 - JSMR PDFDocument227 pagesJasa Marga TBK - Billingual - 31 - Des - 2018 - JSMR PDFSjamsulHarunNo ratings yet