100% found this document useful (1 vote)
1K views12 pagesInjection Molding Gate Types and Their
This document discusses different types of gates used in plastic injection molding, including their pros and cons. It describes direct gates, side gates, tab gates, fan gates, submarine gates, banana gates, and point gates. For each gate type, it provides details on advantages, disadvantages, common parameters, and applications. The document aims to help plastic part designers understand which gate type is best suited for different part geometries and material properties.
Uploaded by
rijoy p pCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
100% found this document useful (1 vote)
1K views12 pagesInjection Molding Gate Types and Their
This document discusses different types of gates used in plastic injection molding, including their pros and cons. It describes direct gates, side gates, tab gates, fan gates, submarine gates, banana gates, and point gates. For each gate type, it provides details on advantages, disadvantages, common parameters, and applications. The document aims to help plastic part designers understand which gate type is best suited for different part geometries and material properties.
Uploaded by
rijoy p pCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
- Blog Introduction: Introduces the topic of plastic injection molding with emphasis on gate types and their significance.
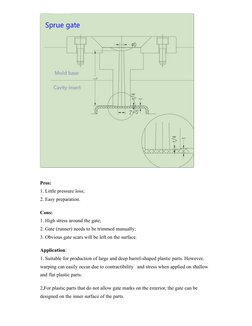
- Sprue Gate: Explains the pros and cons of using Sprue gates along with their applications and parameters for part design.
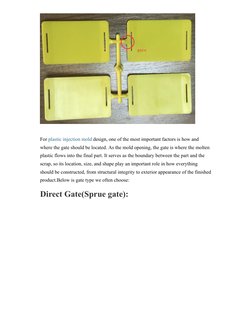
- Direct Gate: Discusses the design and significance of direct gates in injection molds, highlighting placement and benefits.
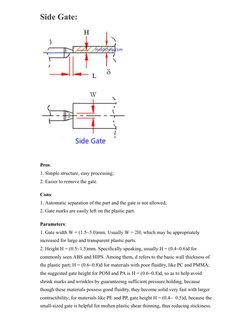
- Side Gate: Describes the side gate type, outlining its advantages, drawbacks, and specific design parameters.
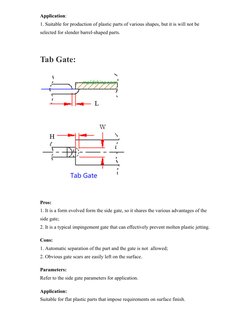
- Tab Gate: Focuses on tab gates with discussion around their unique benefits and requirements in different molding scenarios.
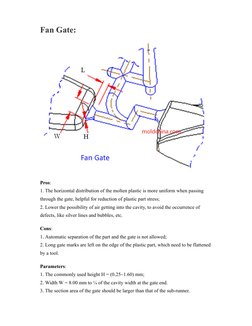
- Fan Gate: Covers fan gate design principles including airflow benefits and prevention of defects in plastic parts.
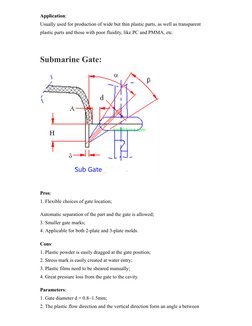
- Submarine Gate: Explains submarine gates, their installation and operational advantages for specific mold designs.
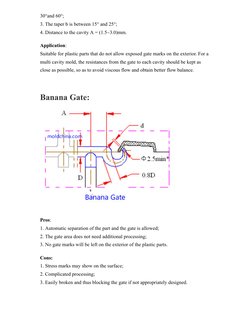
- Banana Gate: Provides insight into the design and application of banana gates, emphasizing automatic separation features.
- Point Gate: Discusses point gates and their functional flexibility in varied molding circumstances, highlighting key parameters.
- Contact and Tags: Lists contact information and tags related to plastic injection molding, likely for SEO or reference purposes.