You might also like
- All About Plastic Injection MoldingDocument33 pagesAll About Plastic Injection Moldingsomu.cpNo ratings yet
- Transmision A5hf HyundaiDocument152 pagesTransmision A5hf HyundaiJuan Godoy Yañez100% (9)
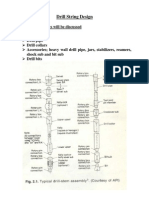
- Drill String DesignDocument12 pagesDrill String DesignAsaadgz100% (1)
- Mold and Die - PPTDocument110 pagesMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Injection Mold Design: Dr. Naresh BhatnagarDocument65 pagesInjection Mold Design: Dr. Naresh BhatnagarAnkit Bansal88% (8)
- Ineos Polypropylene Processing GuideDocument18 pagesIneos Polypropylene Processing GuideLe Toan100% (1)
- Injection MoldingDocument85 pagesInjection MoldingEzhil ArasuNo ratings yet
- Injection Molding Machine - BasicsDocument12 pagesInjection Molding Machine - Basicsn73686861No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- Fundamentals of Mould DesignDocument60 pagesFundamentals of Mould DesignShubham ChaudharyNo ratings yet
- M40 Piles Concrete Mix Design (Ambuja)Document4 pagesM40 Piles Concrete Mix Design (Ambuja)Samdhani Strikes100% (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- 5 Strip LayoutDocument28 pages5 Strip LayoutNarendrareddy Ramireddy67% (3)
- FeedDocument33 pagesFeedPrajwal PNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Basic of Mould DesignDocument79 pagesBasic of Mould DesignKamal Krishna Kashyap100% (4)
- Plastic InjectionDocument21 pagesPlastic InjectionSimon RisteskiNo ratings yet
- Extrusion Blow MouldingDocument13 pagesExtrusion Blow Mouldingkish007rdNo ratings yet
- Primary Reformer TubesDocument10 pagesPrimary Reformer TubesAhmed ELmlahyNo ratings yet
- MOULD TOOL DESIGN PRESENTATIONDocument64 pagesMOULD TOOL DESIGN PRESENTATIONskumaranspNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- Uae DataDocument612 pagesUae Dataaya gamalNo ratings yet
- PCB Surface FinishesDocument40 pagesPCB Surface FinishesAshGoodwinNo ratings yet
- Tutorial On Cryogenic Turboexpanders: by Jigger JumonvilleDocument8 pagesTutorial On Cryogenic Turboexpanders: by Jigger JumonvilleabuahnfNo ratings yet
- Extrusion Die DesignDocument67 pagesExtrusion Die DesignShubham Chaudhary100% (1)
- Altuglas Injection - Moulding ResinsDocument40 pagesAltuglas Injection - Moulding ResinsKawadasanNo ratings yet
- Feed SystemDocument77 pagesFeed SystemvinayakNo ratings yet
- Runners, Gates and Feed System Data PDFDocument27 pagesRunners, Gates and Feed System Data PDFBade BhausahebNo ratings yet
- Extrusion Guide BookDocument5 pagesExtrusion Guide BookMario Daniel Conejo67% (3)
- B-64483EN 02 Connection HardwareDocument608 pagesB-64483EN 02 Connection HardwareDmitry100% (1)
- ASTM B151 Copper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and BarDocument2 pagesASTM B151 Copper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and BarAmanda Ariesta ApriliaNo ratings yet
- Factors Affecting Weldability and How to Improve ItDocument15 pagesFactors Affecting Weldability and How to Improve ItAnant Ajithkumar100% (2)
- Blow Mould DesignDocument78 pagesBlow Mould Designabhi858100% (13)
- Mould Technology Blog - Chapter 18 Gate typesDocument10 pagesMould Technology Blog - Chapter 18 Gate typessggdgdNo ratings yet
- Runner & Gate CalculationDocument23 pagesRunner & Gate CalculationArunava Bala100% (4)
- Extruder: Poly-Al Al Corrugation Lead SheathDocument45 pagesExtruder: Poly-Al Al Corrugation Lead SheathnasikroadNo ratings yet
- Design of DieDocument41 pagesDesign of DieKarthik ACNo ratings yet
- B.E, VI Semester, Mechanical Engineering (As Per Choice Based Credit System (CBCS) Scheme)Document83 pagesB.E, VI Semester, Mechanical Engineering (As Per Choice Based Credit System (CBCS) Scheme)Ab YzNo ratings yet
- Mold DesignDocument68 pagesMold DesignBagus Bramantya bagusbramantya.2019No ratings yet
- BS5400 Part 4 Training Course - TE EpsomDocument19 pagesBS5400 Part 4 Training Course - TE EpsomjologscresenciaNo ratings yet
- Injection molding machine schematics and process guideDocument29 pagesInjection molding machine schematics and process guideTamirat NemomsaNo ratings yet
- Industrial Process and The Environment - Crude Palm Oil IndustryDocument102 pagesIndustrial Process and The Environment - Crude Palm Oil IndustryWahyu SutrisnoNo ratings yet
- Blow Mould DesignDocument75 pagesBlow Mould DesignKamal Krishna Kashyap100% (1)
- 1 Feed SystemDocument32 pages1 Feed SystemKumarMeiGandanNo ratings yet
- 14 Chandan Deep SinghDocument8 pages14 Chandan Deep SinghVinod ChandranNo ratings yet
- Types of Gate in MIM ProcessDocument4 pagesTypes of Gate in MIM ProcessPurushothama Nanje GowdaNo ratings yet
- gate DetailsDocument2 pagesgate DetailsKapiel KatariaNo ratings yet
- Fundamental of Manufacturing by Groover Cahpter 13Document125 pagesFundamental of Manufacturing by Groover Cahpter 13ali kingNo ratings yet
- Single Screw ExtrusionDocument5 pagesSingle Screw ExtrusionAli RazuNo ratings yet
- Forming & Shaping Processes For Plastics: Manufacturing Processes Manufacturing Processes ME ME - 222 222Document41 pagesForming & Shaping Processes For Plastics: Manufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- Design of Plunger Screws Ofinjection Molding MachineDocument28 pagesDesign of Plunger Screws Ofinjection Molding MachineSushmaNo ratings yet
- Optimized 40-Char Title for Runner System Design DocumentDocument4 pagesOptimized 40-Char Title for Runner System Design DocumentManoj KumarNo ratings yet
- Sisteme de Alimentare Ale Matritelor de InjectieDocument16 pagesSisteme de Alimentare Ale Matritelor de InjectieIonuţIpNo ratings yet
- Gate LightingDocument4 pagesGate Lightingpradeep sekarNo ratings yet
- Gate Type: Manually Trimmed GatesDocument7 pagesGate Type: Manually Trimmed GatesFatimah ShibuyaNo ratings yet
- Injection Moulding Process OverviewDocument9 pagesInjection Moulding Process OverviewFrancis JosephNo ratings yet
- By: Engr. Muhammad IshtiaqDocument28 pagesBy: Engr. Muhammad IshtiaqMuhammad AhsanNo ratings yet
- Bulk Forming Processes Extrusion & DrawingDocument47 pagesBulk Forming Processes Extrusion & DrawingKarthik SubramaniNo ratings yet
- C. Extrusion .Document50 pagesC. Extrusion .Irfan AliNo ratings yet
- Information - Roofing SheetDocument5 pagesInformation - Roofing SheetRajeev RanjanNo ratings yet
- Tube Drawing ProcessDocument5 pagesTube Drawing ProcessNavneet SinghNo ratings yet
- Maximizing Copper Alloys Injection Mold PerformanceDocument3 pagesMaximizing Copper Alloys Injection Mold PerformancefunsukwandutoNo ratings yet
- Shaping Plastic Forming1Document24 pagesShaping Plastic Forming1Himan JitNo ratings yet
- Dorner 3200 Vacuum ConveyorDocument8 pagesDorner 3200 Vacuum ConveyorBobKatNo ratings yet
- Blow MouldingDocument40 pagesBlow MouldingDINO FANNo ratings yet
- MT System Technical Manual PDFDocument56 pagesMT System Technical Manual PDFsowjanya gaddalaNo ratings yet
- Cnc Technology Mcq (1) (1)Document36 pagesCnc Technology Mcq (1) (1)AkashNo ratings yet
- Ncer NotesDocument77 pagesNcer NotesAkashNo ratings yet
- Jigs Fixture Mcqs QstnDocument14 pagesJigs Fixture Mcqs QstnAkashNo ratings yet
- Heat Treatment McqDocument23 pagesHeat Treatment McqAkashNo ratings yet
- Environmental Chemistry Solutions GuideDocument34 pagesEnvironmental Chemistry Solutions GuidejymbryleNo ratings yet
- Architectural Guidelines for Exterior Doors in Heron Lakes EstatesDocument14 pagesArchitectural Guidelines for Exterior Doors in Heron Lakes EstatesgeowozNo ratings yet
- Exp 4 FlowabilityDocument4 pagesExp 4 FlowabilityNur SyahirahNo ratings yet
- Loctite PC 7227™: Technical Data SheetDocument4 pagesLoctite PC 7227™: Technical Data SheetRicoNo ratings yet
- 3M Cold Shrink Cable Joint 24.9 To 56.4mm Dia 3M LC4 Cable JointDocument2 pages3M Cold Shrink Cable Joint 24.9 To 56.4mm Dia 3M LC4 Cable Jointgsantosh06No ratings yet
- Anti Foam MSDSDocument3 pagesAnti Foam MSDSsanjayNo ratings yet
- A e 3610 Beam BendingDocument10 pagesA e 3610 Beam BendingRizwan ShadNo ratings yet
- 0m134e GP15 Compressor MaintenanceDocument40 pages0m134e GP15 Compressor MaintenancepradojuanNo ratings yet
- Jet O'Rourke - 46 MacKinnon ParadeDocument2 pagesJet O'Rourke - 46 MacKinnon ParadejetrickNo ratings yet
- Concrete Repair SpecificationDocument30 pagesConcrete Repair Specificationalejandraoy9No ratings yet
- Bettis CBB SerieDocument6 pagesBettis CBB SerieCarlos GonzalezNo ratings yet
- TSN StiffClip CLDocument2 pagesTSN StiffClip CLJon JacobsNo ratings yet
- Rolling BarrierDocument11 pagesRolling BarrierVISHWAJITNo ratings yet
- Glatt BRO PTP 026 WS 2018-03 EN WebDocument24 pagesGlatt BRO PTP 026 WS 2018-03 EN WebTomasz BcłtromiukNo ratings yet
- Checal 2 Midterm ExamDocument1 pageChecal 2 Midterm ExamJohn Philip AyoNo ratings yet
- Tensile TestDocument9 pagesTensile Testonkod1No ratings yet
- S3 - Manufacturing Engineering Design-Injection Moulding Relative Tooling CostDocument43 pagesS3 - Manufacturing Engineering Design-Injection Moulding Relative Tooling Costbrighton chapfuwaNo ratings yet
- PCV 1 PDFDocument20 pagesPCV 1 PDFAnonymous XKIAQgLdNo ratings yet
- Study of Seven-Lump Kinetic Model in The Fluid Catalytic Cracking UnitDocument6 pagesStudy of Seven-Lump Kinetic Model in The Fluid Catalytic Cracking UnitShaik RuksanaNo ratings yet