You might also like
- Pipeline Design for Water EngineersFrom EverandPipeline Design for Water EngineersRating: 5 out of 5 stars5/5 (1)
- Spe-104202-Pa-P (1) - 2 MarzoDocument6 pagesSpe-104202-Pa-P (1) - 2 MarzodanonninoNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Julian2014 PDFDocument9 pagesJulian2014 PDFmahmoud korieshNo ratings yet
- Air Transfer TechnologyDocument14 pagesAir Transfer TechnologyRui ApolinárioNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Foss & Gaul PDFDocument17 pagesFoss & Gaul PDFnicolasbelliniNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Intelligent Well CompletionsDocument22 pagesIntelligent Well CompletionsHoney Honey Sunny100% (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- PUMP2Document7 pagesPUMP2Cesario GillasNo ratings yet
- Factors Influencing Well Completion DesignDocument6 pagesFactors Influencing Well Completion DesignMahesh sinhaNo ratings yet
- Selection Control ValvesDocument7 pagesSelection Control ValvesVeera Mani100% (1)
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Methods To Improve The Efficiency of Rod-Drawn Subsurface PumpsDocument16 pagesMethods To Improve The Efficiency of Rod-Drawn Subsurface PumpsRichard More LeonNo ratings yet
- Large Size Quarter Turn Control Valves Can Improve Safety in PipelinesDocument19 pagesLarge Size Quarter Turn Control Valves Can Improve Safety in PipelinesgpuzoneNo ratings yet
- Production Eng 2Document106 pagesProduction Eng 2himanshu_petroengg100% (1)
- AgriDocument22 pagesAgripuneet bhatiaNo ratings yet
- Control Valves in Process PlantDocument8 pagesControl Valves in Process Plantmukramah.yusufNo ratings yet
- Tubing Anchor CapillaryDocument4 pagesTubing Anchor CapillaryQaiser HafeezNo ratings yet
- (2012) Venturi Orifice in Kaji-Semoga ID PDFDocument10 pages(2012) Venturi Orifice in Kaji-Semoga ID PDFWan Norain Awang LongNo ratings yet
- Surge DamageDocument12 pagesSurge DamageRajat WadhwaniNo ratings yet
- Production Operations (16pages)Document16 pagesProduction Operations (16pages)vantuantaihoaNo ratings yet
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDocument10 pagesSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongNo ratings yet
- Surface Choke To Optimize Oil ProductionDocument7 pagesSurface Choke To Optimize Oil ProductionazareiforoushNo ratings yet
- Well PreparationDocument16 pagesWell PreparationfarajNo ratings yet
- A High-Pressure Pump Recirculation Valve: by H. L. Miller and C. G. SterudDocument8 pagesA High-Pressure Pump Recirculation Valve: by H. L. Miller and C. G. Sterudserge RinaudoNo ratings yet
- An Analysis of Significant Differences Between Suction and Discharge Valves in Reciprocating Air CompressorsDocument10 pagesAn Analysis of Significant Differences Between Suction and Discharge Valves in Reciprocating Air CompressorsmechengNo ratings yet
- Spe 96587 MS PDFDocument6 pagesSpe 96587 MS PDFamahaminerNo ratings yet
- Cavitation in Restriction Orifices and Valves - NeutriumDocument5 pagesCavitation in Restriction Orifices and Valves - Neutriumمنير أحمدNo ratings yet
- The Autonomous RCP Valve-Mathiesen2011Document10 pagesThe Autonomous RCP Valve-Mathiesen2011MadhaviNo ratings yet
- Chapter 5 - Gas LiftDocument57 pagesChapter 5 - Gas LiftFranklyn Frank100% (2)
- Overboard Dump ValveDocument3 pagesOverboard Dump ValveekabudiartiNo ratings yet
- 00029487Document12 pages00029487Régis OngolloNo ratings yet
- Spe 141251 MS - GLNT PDFDocument21 pagesSpe 141251 MS - GLNT PDFErick CruzNo ratings yet
- 3 - 01 - Presentation - DPC - Achieving Stability in A Gas-Lifted WellDocument11 pages3 - 01 - Presentation - DPC - Achieving Stability in A Gas-Lifted WellNisar KhanNo ratings yet
- Hydraulic Design of Hollow Jet Valve-PAP-0152Document19 pagesHydraulic Design of Hollow Jet Valve-PAP-0152laherrans100% (1)
- 03 Inflow Control DevicesDocument8 pages03 Inflow Control DevicesZang Nguyen100% (1)
- Basic of Well CompletionDocument19 pagesBasic of Well Completionchaeqq100% (2)
- Control Valve SizingDocument7 pagesControl Valve SizingJojolasNo ratings yet
- Gas Lift QuizDocument7 pagesGas Lift QuizTripoli TR TRNo ratings yet
- Designand Modelingof Ball Valve Final VersionDocument27 pagesDesignand Modelingof Ball Valve Final VersionBreno PenaNo ratings yet
- DSCV SaDocument19 pagesDSCV SaJuancho GuzmanNo ratings yet
- Introductión The Plunger LiftDocument10 pagesIntroductión The Plunger LiftLuis Enrrique ArellanoNo ratings yet
- Gas LiftDocument66 pagesGas LiftWahyu NugrahaNo ratings yet
- Stabilization of Gas Lifted WellsDocument6 pagesStabilization of Gas Lifted WellsEzequias MattosNo ratings yet
- Smart Well CompletionDocument10 pagesSmart Well CompletionLuis David Concha CastilloNo ratings yet
- Gasliftequipments PDFDocument51 pagesGasliftequipments PDFSufian R EllabbadNo ratings yet
- Introduction To Plunger LiftDocument6 pagesIntroduction To Plunger LiftMiguel Urzagaste CruzNo ratings yet
- Spe 133268 MS PDFDocument18 pagesSpe 133268 MS PDFPhuc TruongNo ratings yet
- SPE 210121 MsDocument15 pagesSPE 210121 Msamithnair078426No ratings yet
- Dynamic Performance Testing of Single-Element Unbalanced Gas-Lift ValvesDocument8 pagesDynamic Performance Testing of Single-Element Unbalanced Gas-Lift ValvesAhmed MamdouhNo ratings yet
- 10 Nodal System Analysis of Oil and Gas WellsDocument13 pages10 Nodal System Analysis of Oil and Gas WellsSultan_Mehmood_7287100% (5)
- Pressure Surge Dependence On Valve Operations in A Pipeline Loading SystemDocument10 pagesPressure Surge Dependence On Valve Operations in A Pipeline Loading SystemSharat ChandraNo ratings yet
- Practical Considerations in Pump Suction Arrangements: Pdhonline Course M134 (3 PDH)Document24 pagesPractical Considerations in Pump Suction Arrangements: Pdhonline Course M134 (3 PDH)Aditya Prakash SinghNo ratings yet
- Nodal System Analysis of Oil and Gas WellsDocument27 pagesNodal System Analysis of Oil and Gas Wellsdaniel_figo17No ratings yet
- Pump Suction ArrangementsDocument24 pagesPump Suction ArrangementskidseismicNo ratings yet
- Spe 108045 MSDocument9 pagesSpe 108045 MSDavidNo ratings yet
- Denney 2008Document3 pagesDenney 2008Fjgff RkffyrNo ratings yet
- Bahrami 2007Document15 pagesBahrami 2007Fjgff RkffyrNo ratings yet
- (2012) Venturi Orifice in Kaji-Semoga ID PDFDocument10 pages(2012) Venturi Orifice in Kaji-Semoga ID PDFWan Norain Awang LongNo ratings yet
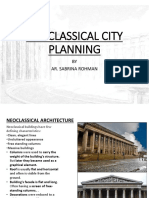
- NEOCLASSICAL CITY PlanningDocument10 pagesNEOCLASSICAL CITY PlanningAfrahNo ratings yet
- ADBCDocument12 pagesADBCJaspal KumarNo ratings yet
- Quest CCS ProjectDocument10 pagesQuest CCS ProjecttruehemingwayNo ratings yet
- Oracle E-Business Suite Release 11 Discoverer & XML PublisherDocument32 pagesOracle E-Business Suite Release 11 Discoverer & XML PublisherVijay KishanNo ratings yet
- EnglishDocument6 pagesEnglishThineswary Siva naiduNo ratings yet
- MSM Carbon FibreDocument35 pagesMSM Carbon FibrelokeshkrkushwahaNo ratings yet
- Sidewall Framing Elevation @GL.K: Gutter DetailDocument1 pageSidewall Framing Elevation @GL.K: Gutter DetailLUUVANDONG48XFNo ratings yet
- Odi2-065r16m18s02-Q DS 0-0-0Document3 pagesOdi2-065r16m18s02-Q DS 0-0-0leolima trustitNo ratings yet
- Designs of Canals and CM&CD WorksDocument61 pagesDesigns of Canals and CM&CD WorksVenkataLakshmiKorrapatiNo ratings yet
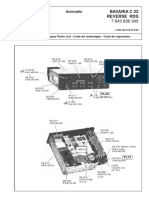
- Bavaria Reverse RdsDocument15 pagesBavaria Reverse RdsDušan JovanovićNo ratings yet
- Highway Engineering B 1Document8 pagesHighway Engineering B 1Angelica TolentinoNo ratings yet
- Eee25 2018syllabusDocument4 pagesEee25 2018syllabusEmman Joshua BustoNo ratings yet
- Pso MPPTDocument10 pagesPso MPPTDileep GNo ratings yet
- SVC Manual C2670 EngDocument146 pagesSVC Manual C2670 EngAnonymous 1lbWGmNo ratings yet
- Single Aisle Technical Training Manual T1 (CFM 56) (LVL 2&3) LightsDocument44 pagesSingle Aisle Technical Training Manual T1 (CFM 56) (LVL 2&3) LightsarunNo ratings yet
- Dry ContactsDocument2 pagesDry ContactsDiwakar MishraNo ratings yet
- Pure Sine Wave Inverter For House BackupDocument44 pagesPure Sine Wave Inverter For House BackupKrista Jackson100% (1)
- TPM Manual Quality - HozenDocument50 pagesTPM Manual Quality - Hozenmagudeesh100% (1)
- Guinness Case StudyDocument3 pagesGuinness Case StudyMunyaradzi T HotoNo ratings yet
- Torsion MEDocument24 pagesTorsion MEmohamed.hassan031No ratings yet
- Dynamic Arrays With The Arraylist Class Chapter Xii TopicsDocument38 pagesDynamic Arrays With The Arraylist Class Chapter Xii TopicsRocket FireNo ratings yet
- Mitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualDocument152 pagesMitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualRafael GagoNo ratings yet
- Flextronics FINALDocument25 pagesFlextronics FINALAnkit GauravNo ratings yet
- NextCloud OnlyOffice PDFDocument89 pagesNextCloud OnlyOffice PDFOmar Gallegos Vazquez100% (1)
- SikaRapid-2 2011-10 - 1 PDFDocument2 pagesSikaRapid-2 2011-10 - 1 PDFmehrdad_so1981No ratings yet
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurDocument3 pagesINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaNo ratings yet
- Transistor IRFP350Document7 pagesTransistor IRFP350MiguelAngelCedanoBurrolaNo ratings yet
- Led Linear Emergency 2021Document4 pagesLed Linear Emergency 2021Sugumaran LakshmananNo ratings yet
- Ghorbani - AlfalfaDocument7 pagesGhorbani - AlfalfaarizalNo ratings yet
- Basic Engineering Circuit Analysis 8th Ed SolutionsDocument1,254 pagesBasic Engineering Circuit Analysis 8th Ed SolutionsAndrew David Bushner87% (188)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Guide to the Practical Use of Chemicals in Refineries and PipelinesFrom EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesRating: 5 out of 5 stars5/5 (1)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsFrom EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsRating: 3.5 out of 5 stars3.5/5 (5)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)