You might also like
- Assignment Automation and ControlDocument4 pagesAssignment Automation and ControlSomsay ThongkedNo ratings yet
- 6 Semester: Student ProfileDocument19 pages6 Semester: Student Profilealokkumar707977No ratings yet
- ME 473 Unit 5Document21 pagesME 473 Unit 5Ama Serwaa YeboahNo ratings yet
- Debre Tabor University: Faculty of Technology Department of Electromechanical EngineeringDocument25 pagesDebre Tabor University: Faculty of Technology Department of Electromechanical EngineeringBIRSHNo ratings yet
- CNC Lathe S& T P, G & Setting.1Document4 pagesCNC Lathe S& T P, G & Setting.1marciano1980No ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- g90g20g77 Turning CycleDocument8 pagesg90g20g77 Turning CycleTatiana OlegovnaNo ratings yet
- Important Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)Document23 pagesImportant Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)CharyNo ratings yet
- EA C412 FMS Turning and Threading FundamentalsDocument21 pagesEA C412 FMS Turning and Threading Fundamentalstayalpunit196524No ratings yet
- Tugas Rutin Iv CNC - JulyadyDocument11 pagesTugas Rutin Iv CNC - JulyadyNovita P SilalahiNo ratings yet
- CCA Report 2 PDFDocument8 pagesCCA Report 2 PDF39SEAShashi KhatriNo ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- Milling Example 2010-PolarDocument18 pagesMilling Example 2010-PolarShamsir Ibni ShukriNo ratings yet
- Lucrarea 6Document16 pagesLucrarea 6Dorin BarcanNo ratings yet
- Lec # 12.3 Problem Solving CNC Part Programing (Week#12)Document9 pagesLec # 12.3 Problem Solving CNC Part Programing (Week#12)SAIF KHANNo ratings yet
- CAM ASSIGNMENT RutuDocument10 pagesCAM ASSIGNMENT RutuksdrNo ratings yet
- FanucDocument10 pagesFanucgigofive66No ratings yet
- Homework Solution# 3 I&ME 471 Due 3/31: Hint: You Will Need To Calculate The NDocument4 pagesHomework Solution# 3 I&ME 471 Due 3/31: Hint: You Will Need To Calculate The NBizuayehu TadesseNo ratings yet
- Print PDFDocument5 pagesPrint PDFnikhil kumarNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportDheeraj audichyaNo ratings yet
- CNC LectureDocument16 pagesCNC LectureJyoti Patole JadhavNo ratings yet
- Assignment No.1 SolutionDocument4 pagesAssignment No.1 SolutionHazem AhmedNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportMohammad AL-MasriNo ratings yet
- Insertos KYOCERA RoscadoDocument3 pagesInsertos KYOCERA RoscadoCristian AlonsoNo ratings yet
- ENGR480 Manufacturing Systems: Spring 2010Document33 pagesENGR480 Manufacturing Systems: Spring 2010Tanvon MalikNo ratings yet
- Tugas 2 CNC Turning NBUDocument4 pagesTugas 2 CNC Turning NBUabdul rosidNo ratings yet
- Lesson Eighteen TextDocument4 pagesLesson Eighteen TextVignesh WaranNo ratings yet
- CNC Shop ManualDocument15 pagesCNC Shop Manualmsuhani011No ratings yet
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (1)
- Fanuc CNC Lathe ProgrammingDocument3 pagesFanuc CNC Lathe Programmingnaborcuellar100% (1)
- Study Material For CNC Simulation: Sinumerik Milling 840D/810D Part Programming For Pocketing, Drilling, Slot MillingDocument6 pagesStudy Material For CNC Simulation: Sinumerik Milling 840D/810D Part Programming For Pocketing, Drilling, Slot MillingManas Ranjan PaniNo ratings yet
- PROJECT1Document6 pagesPROJECT1Ramiro Acosta CepedaNo ratings yet
- 1st - T - Lect No.6 - CAM - Length OffestDocument38 pages1st - T - Lect No.6 - CAM - Length OffestHazem AhmedNo ratings yet
- 1st - T - Lect No.11 - CAM - Multiple Machining - SubprogramDocument24 pages1st - T - Lect No.11 - CAM - Multiple Machining - SubprogramHazem AhmedNo ratings yet
- CNC Programming (Manual Part Programming) Preparatory FunctionsDocument8 pagesCNC Programming (Manual Part Programming) Preparatory Functionskirthi83No ratings yet
- CNC Lab 2 Turning CNCDocument29 pagesCNC Lab 2 Turning CNCMuhammad UmerNo ratings yet
- CNC Commands and DescriptionDocument1 pageCNC Commands and DescriptionmuhdqasimNo ratings yet
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- Lower & UpperxDocument19 pagesLower & UpperxPyae PhyoaungNo ratings yet
- CNC ProgramDocument37 pagesCNC ProgramBas RamuNo ratings yet
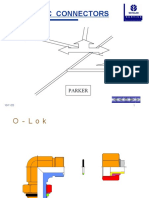
- P14 CX Hydr NippelsDocument11 pagesP14 CX Hydr NippelsasdfNo ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- Assign1 KNP4073Document3 pagesAssign1 KNP4073Stavros MattuNo ratings yet
- Ch-4 LatheDocument82 pagesCh-4 LathejaiNo ratings yet
- Aplicaţie: Elaborarea Itinerarului Tehnologic Si A Programului CNC Pentru Strunjirea Completa A Piesei de Proba PPR54Document3 pagesAplicaţie: Elaborarea Itinerarului Tehnologic Si A Programului CNC Pentru Strunjirea Completa A Piesei de Proba PPR54Andreea MariaNo ratings yet
- Milling ExampleDocument12 pagesMilling Examplekarim samhyNo ratings yet
- 3 G Codes Part 1 CNC PDFDocument23 pages3 G Codes Part 1 CNC PDFMichael CampbellNo ratings yet
- Insert PhisicsDocument17 pagesInsert PhisicsHimanshu MishraNo ratings yet
- Turning & Threading OperationsDocument25 pagesTurning & Threading OperationsPavaniNo ratings yet
- CNC MachiningDocument6 pagesCNC MachiningZaid HassanNo ratings yet
- Haasmill g02 g03Document6 pagesHaasmill g02 g03anwar anwaryNo ratings yet
- CNC Milling Program with G and M CodesDocument20 pagesCNC Milling Program with G and M CodesSudeep Kumar SinghNo ratings yet
- Cnccodes Msnc500 enDocument14 pagesCnccodes Msnc500 enigorNo ratings yet
- IM316 - Sheet 2 - Linear Profiles - Model Answer Q1Document2 pagesIM316 - Sheet 2 - Linear Profiles - Model Answer Q1يحيى الأثلهNo ratings yet
- EXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CycleDocument9 pagesEXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CyclegowthamakNo ratings yet
- Chapter 2 Study Questions Solution ManualDocument12 pagesChapter 2 Study Questions Solution ManualSebastiàn Valle100% (3)
- Faktor OrganisasiDocument9 pagesFaktor OrganisasiNur Fatin NabilahNo ratings yet
- Power Over Ethernet - Wikipedia, The Free EncyclopediaDocument7 pagesPower Over Ethernet - Wikipedia, The Free EncyclopediaManitNo ratings yet
- Combustion ChemistryDocument17 pagesCombustion Chemistryrajeev50588No ratings yet
- Course 1 ProjectDocument6 pagesCourse 1 ProjectDhruvNo ratings yet
- Trainer Activity: All Adrift!Document6 pagesTrainer Activity: All Adrift!DollyNo ratings yet
- GCMS-QP2010 User'sGuide (Ver2.5) PDFDocument402 pagesGCMS-QP2010 User'sGuide (Ver2.5) PDFnguyenvietanhbtNo ratings yet
- Queen'S University Midterm Examination Department of EconomicsDocument7 pagesQueen'S University Midterm Examination Department of EconomicsAsif Ahmed NeloyNo ratings yet
- Hindustani Music HistoryDocument28 pagesHindustani Music HistoryChamod ArunaluNo ratings yet
- Use of Passive VoiceDocument13 pagesUse of Passive VoiceLuciana DicieroNo ratings yet
- TLC Visualization SolutionsDocument3 pagesTLC Visualization SolutionseraborNo ratings yet
- Analyzing Historical DocumentDocument4 pagesAnalyzing Historical DocumentChristine Joy VillasisNo ratings yet
- New Technique for Producing 3D Fabrics Using Conventional LoomDocument1 pageNew Technique for Producing 3D Fabrics Using Conventional LoomSujit GulhaneNo ratings yet
- Imeko WC 2012 TC21 O10Document5 pagesImeko WC 2012 TC21 O10mcastillogzNo ratings yet
- Power Grid FailureDocument18 pagesPower Grid Failurechandra 798No ratings yet
- The Role of Human Resource Costs To Achieve Competitive Advantage in The Jordanian Commercial BanksDocument10 pagesThe Role of Human Resource Costs To Achieve Competitive Advantage in The Jordanian Commercial BanksGizachewNo ratings yet
- Medical Education For Healthcare Professionals: Certificate / Postgraduate Diploma / Master of Science inDocument4 pagesMedical Education For Healthcare Professionals: Certificate / Postgraduate Diploma / Master of Science inDana MihutNo ratings yet
- m5 Mage The AscensionDocument20 pagesm5 Mage The AscensionQuentin Agnes0% (1)
- Generic IOMMU APIsDocument2 pagesGeneric IOMMU APIsRajesh raviNo ratings yet
- Choose the Right Low Boy Trailer ModelDocument42 pagesChoose the Right Low Boy Trailer ModelOdlnayer AllebramNo ratings yet
- KA B200 - B200C POH (BB-734 Thru BB-1443Document1,309 pagesKA B200 - B200C POH (BB-734 Thru BB-1443JULIAN OCAMPO100% (2)
- Service Training: Vorsprung Durch Technik WWW - Audi.deDocument15 pagesService Training: Vorsprung Durch Technik WWW - Audi.depuncimanNo ratings yet
- Types of DC Motors Notes Electric DrivesDocument77 pagesTypes of DC Motors Notes Electric DrivesJyothish VijayNo ratings yet
- Revised Bsy Elementary Siatonwest 2 and Pio-Macahig - 2014-15 As of June 6 2014Document31 pagesRevised Bsy Elementary Siatonwest 2 and Pio-Macahig - 2014-15 As of June 6 2014api-273918959No ratings yet
- Carlo Gavazzi EM26-96Document4 pagesCarlo Gavazzi EM26-96dimis trumpasNo ratings yet
- Intersecting Lines Intersecting Lines Parallel Lines Same LineDocument7 pagesIntersecting Lines Intersecting Lines Parallel Lines Same Lineapi-438357152No ratings yet
- LPI PH PDFDocument4 pagesLPI PH PDFHumberto Tapias CutivaNo ratings yet
- Itp Concrete CoatingDocument4 pagesItp Concrete Coatingkaml100% (1)
- On The Art of Fighting - A Humanist Translation of Fiore Dei Liberi's Flower of Battle Owned by Leonello D'EsteDocument37 pagesOn The Art of Fighting - A Humanist Translation of Fiore Dei Liberi's Flower of Battle Owned by Leonello D'EsteHunterSJNo ratings yet
- ST Patrick Lodge 199 BibleDocument5 pagesST Patrick Lodge 199 Bibletofique_fatehiNo ratings yet