You might also like
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Technical Manual 426-430MDocument1,135 pagesTechnical Manual 426-430MStefanoTampieriNo ratings yet
- Fundamentals of CNC MachiningDocument258 pagesFundamentals of CNC MachiningAlex Kiko Villalobos100% (3)
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Document8 pagesUsing The ASME VIII-1 Nozzle F Factor (UG-37)Liu YangtzeNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Base Plate - Silo Supporting R1Document10 pagesBase Plate - Silo Supporting R1soumi bhattacharyaNo ratings yet
- Precision Equipments (Chennai) Pvt. Ltd. Plot No.B-70/1, Sipcot Industrial Park, Irrungattukottai, Chennai - 602105. Mechanical Data SheetDocument1 pagePrecision Equipments (Chennai) Pvt. Ltd. Plot No.B-70/1, Sipcot Industrial Park, Irrungattukottai, Chennai - 602105. Mechanical Data SheetAnonymous AyDvqgNo ratings yet
- Burke#4 ArmyDocument23 pagesBurke#4 ArmyfgrefeNo ratings yet
- Horizon BQ280PUR Users Manual (E15)Document280 pagesHorizon BQ280PUR Users Manual (E15)Peter Thomas100% (3)
- Betriebs-Anleitung: Option For The ControlDocument54 pagesBetriebs-Anleitung: Option For The ControlAmir Hodzic100% (1)
- Insertos KYOCERA RoscadoDocument3 pagesInsertos KYOCERA RoscadoCristian AlonsoNo ratings yet
- Insert PhisicsDocument17 pagesInsert PhisicsHimanshu MishraNo ratings yet
- Tentative Cycle Time EstimationDocument1 pageTentative Cycle Time EstimationdhokalerajNo ratings yet
- Baumer ITD21H00 EN 20230728 DSDocument5 pagesBaumer ITD21H00 EN 20230728 DSSibtain RazaNo ratings yet
- MT HW2 Muratbekov Miras Anpdoy PDFDocument13 pagesMT HW2 Muratbekov Miras Anpdoy PDFMiras MuratbekovNo ratings yet
- Assigment Computer Numerical ControlDocument5 pagesAssigment Computer Numerical Controlfazo fmakaNo ratings yet
- Neo Master KitDocument6 pagesNeo Master KitsalehalsadiNo ratings yet
- Machinery 11Document32 pagesMachinery 11PT.CAHAYA ANUGERAH SAKTINo ratings yet
- Revolutionary Performance For Diffi Cult-To-Cut Materials.: Smart MiracleDocument40 pagesRevolutionary Performance For Diffi Cult-To-Cut Materials.: Smart MiracleNikolat84No ratings yet
- QTN-9394301 - Offer For M&M Crank Case Project ToolsDocument1 pageQTN-9394301 - Offer For M&M Crank Case Project ToolsNathan ChenNo ratings yet
- Boss Seals TablesDocument3 pagesBoss Seals Tablesmecamb100% (1)
- Wet ScrapperDocument1 pageWet Scrapperprashant mishraNo ratings yet
- Pramet 2016.2 - en PDFDocument26 pagesPramet 2016.2 - en PDFManish MoghaNo ratings yet
- 409 - Broca TDSDocument24 pages409 - Broca TDSVinicius Sabrina PedroNo ratings yet
- Item Description Specifications Quantity I. 30 TPH Afbc SL. NODocument9 pagesItem Description Specifications Quantity I. 30 TPH Afbc SL. NOgowriNo ratings yet
- ENCODER Baumer - ITD21H00 - DS - ENDocument4 pagesENCODER Baumer - ITD21H00 - DS - ENalfredoNo ratings yet
- SCS2 Series Specifications・How to order・Dimensions (2MB)Document45 pagesSCS2 Series Specifications・How to order・Dimensions (2MB)TCP.MT.2014 TCP.MT.2014No ratings yet
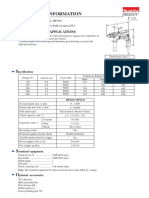
- Echnical Information: Oncept and Main ApplicationsDocument6 pagesEchnical Information: Oncept and Main ApplicationsKakoy Lagusan EcobenNo ratings yet
- Cutting DataDocument2 pagesCutting DataMANIT KUMAR BHOINo ratings yet
- 1 217 Milling WebsiteDocument44 pages1 217 Milling WebsiteJorge ZabalaNo ratings yet
- Panel Board: THHNDocument1 pagePanel Board: THHNRaselle EbojoNo ratings yet
- Threading Tools (SST Series)Document8 pagesThreading Tools (SST Series)Gilberto ManhattanNo ratings yet
- Neo Core Kit LeafletDocument2 pagesNeo Core Kit LeafletsalehalsadiNo ratings yet
- Earth ClampDocument2 pagesEarth ClampSyed AsadullahNo ratings yet
- Alfra Rotabest Midi 5050 Operation ManualDocument13 pagesAlfra Rotabest Midi 5050 Operation Manualsudofim2006No ratings yet
- Book 1Document4 pagesBook 1Kalpeshkumar PatelNo ratings yet
- Series: PR13 /PR13 /PR13Document8 pagesSeries: PR13 /PR13 /PR13machineCanNo ratings yet
- TK45 Series: Incremental Industrial EncodersDocument4 pagesTK45 Series: Incremental Industrial EncodersAyman ElotaifyNo ratings yet
- Alfa Laval Shutter Valve Product Leaflet PDFDocument4 pagesAlfa Laval Shutter Valve Product Leaflet PDFJohn Michea CortesNo ratings yet
- 12mm Size Insulated Shaft TypeDocument5 pages12mm Size Insulated Shaft TypeshyhuNo ratings yet
- MT1-A22 Workpiece-L5 Mod18 - CNC Lathe Process SheetDocument2 pagesMT1-A22 Workpiece-L5 Mod18 - CNC Lathe Process SheetniroNo ratings yet
- Limit Switches: Double Insulated, Types XCK-P and XCK-T General CharacteristicsDocument18 pagesLimit Switches: Double Insulated, Types XCK-P and XCK-T General Characteristicsjavierrodri11226823No ratings yet
- MIG Torch 1-14Document14 pagesMIG Torch 1-14Phi LongNo ratings yet
- Transmission Case 3Document3 pagesTransmission Case 3Alex BravoNo ratings yet
- LPU - D PNET Spare Parts PDFDocument7 pagesLPU - D PNET Spare Parts PDFИван ПарлапановNo ratings yet
- EMotorU3 2017 WebDocument64 pagesEMotorU3 2017 Webzgregu21No ratings yet
- External Involute Spline Data: 12/24 Pitch, 30 Degree Pressure Angle, Fillet Root Side Fit, Class 2, ANSI B92.1-1970Document1 pageExternal Involute Spline Data: 12/24 Pitch, 30 Degree Pressure Angle, Fillet Root Side Fit, Class 2, ANSI B92.1-1970ratnakarNo ratings yet
- FeaturesDocument8 pagesFeaturesHector0412No ratings yet
- Technical Details: Piston SealsDocument2 pagesTechnical Details: Piston SealsRPINILLA (EICO S.A.)No ratings yet
- Technical Details: Rotary Pressure SealsDocument4 pagesTechnical Details: Rotary Pressure SealsRPINILLA (EICO S.A.)No ratings yet
- 6932FD TeDocument6 pages6932FD TeWalker SkyNo ratings yet
- Ornamental ManualDocument26 pagesOrnamental ManualКонстантин ГусевNo ratings yet
- NTK General MillingDocument14 pagesNTK General Millingswathi_ipeNo ratings yet
- 928TCDocument111 pages928TCJuan David DiazNo ratings yet
- World Top Heavy Duty Lathe: SeriesDocument8 pagesWorld Top Heavy Duty Lathe: SeriesMinh PhamNo ratings yet
- Lathe /caxis - V3-Set-Up Sheet: Image 1Document4 pagesLathe /caxis - V3-Set-Up Sheet: Image 1Truong CaoNo ratings yet
- 11693-Universalstickelslipmaskin US25Document2 pages11693-Universalstickelslipmaskin US25ابو اسامةNo ratings yet
- 814649-1 09 RUKO Core Drilling Machines enDocument50 pages814649-1 09 RUKO Core Drilling Machines enBogdan AndreiNo ratings yet
- Erix Tool Catalog English Metric Print-2Document32 pagesErix Tool Catalog English Metric Print-2RupertNo ratings yet
- DE200012 - NS - 25 15 AM Atex - 25 25 AM AtexDocument3 pagesDE200012 - NS - 25 15 AM Atex - 25 25 AM AtexVincenzo CrippaNo ratings yet
- Omron ZC Q2255 DatasheetDocument7 pagesOmron ZC Q2255 DatasheetNani VellankiNo ratings yet
- MAI R32N&S 9851 2230 01cDocument2 pagesMAI R32N&S 9851 2230 01cesteban muñozNo ratings yet
- Licad86061000013 L14Document1 pageLicad86061000013 L14Sakeel WagirkhanNo ratings yet
- Incremental Encoders: Hollow or End Shaft Max. Ø15 MM Resolution 5... 2048 PulsesDocument4 pagesIncremental Encoders: Hollow or End Shaft Max. Ø15 MM Resolution 5... 2048 PulsesErasmo Franco SNo ratings yet
- 18-12-2023Document31 pages18-12-2023Pyae PhyoaungNo ratings yet
- 'Scgcrli&Y3L63J16G :Gcms&2Cjls 'Scgcrli0T :3J16 Yasaji6Yil: :Ys:G3L) S SDocument31 pages'Scgcrli&Y3L63J16G :Gcms&2Cjls 'Scgcrli0T :3J16 Yasaji6Yil: :Ys:G3L) S SPyae PhyoaungNo ratings yet
- Time Table Metal Cutting SeminarDocument1 pageTime Table Metal Cutting SeminarPyae PhyoaungNo ratings yet
- 2nd Week Lect2Document4 pages2nd Week Lect2Pyae PhyoaungNo ratings yet
- Corrosion of Aluminum and Its AlloysDocument5 pagesCorrosion of Aluminum and Its AlloysPyae PhyoaungNo ratings yet
- Fault Detection and Analysis of IMDocument8 pagesFault Detection and Analysis of IMPyae PhyoaungNo ratings yet
- Fault Detection and Diagnosis of Electric Drives Using IntelligenDocument79 pagesFault Detection and Diagnosis of Electric Drives Using IntelligenPyae PhyoaungNo ratings yet
- Jig & FitDocument49 pagesJig & FitRavi Arjun KumarNo ratings yet
- Encuadernadora BQ 260Document93 pagesEncuadernadora BQ 260Alvaro SanchezNo ratings yet
- Mapal 2016Document416 pagesMapal 2016isuntxoNo ratings yet
- Scheme - e Fifth Semester - PG, PTDocument46 pagesScheme - e Fifth Semester - PG, PTC.K. VishwakarmaNo ratings yet
- 33 - Computer Aided Process PlanningDocument49 pages33 - Computer Aided Process PlanningPRAKASH CHANTIBABU DIDLA PRAKASH CHANTIBABU DIDLANo ratings yet
- NX Advanced 5-Axis Machining: Siemens PLM SoftwareDocument6 pagesNX Advanced 5-Axis Machining: Siemens PLM SoftwareAmr KamelNo ratings yet
- Tech D (155-186)Document32 pagesTech D (155-186)Alejandro CouceiroNo ratings yet
- Unit 1Document55 pagesUnit 1Guna SekaranNo ratings yet
- CNC Precision Components Job Work - Precision CNC Milling and Turning Services Manufacturer From MumbaiDocument14 pagesCNC Precision Components Job Work - Precision CNC Milling and Turning Services Manufacturer From MumbaiHarshal BendaleNo ratings yet
- G-Codes and M-Functions - MillingDocument1 pageG-Codes and M-Functions - MillingJuan Carlos Cárdenas TufiñoNo ratings yet
- Activity: Milling: MEFB1012/MEFB121 M P L SEMESTER 1 2020/2021Document7 pagesActivity: Milling: MEFB1012/MEFB121 M P L SEMESTER 1 2020/2021kashvin rajNo ratings yet
- Tool:-Single Point Cutting Tool 25Document10 pagesTool:-Single Point Cutting Tool 25HITESH SONAWANENo ratings yet
- Computer Aided 5-Axis Machining: Andrew Warkentin Paul Hoskins Fathy Ismail Sanjeev BediDocument34 pagesComputer Aided 5-Axis Machining: Andrew Warkentin Paul Hoskins Fathy Ismail Sanjeev Bediaegean227No ratings yet
- Rotary Table For Radial Drilling MachineDocument30 pagesRotary Table For Radial Drilling Machinehardish_trivedi7005No ratings yet
- CNC Lab Manual 2023 Med 3102Document66 pagesCNC Lab Manual 2023 Med 3102G. RajeshNo ratings yet
- Assignment Automation and ControlDocument4 pagesAssignment Automation and ControlSomsay ThongkedNo ratings yet
- Haas ST-10 Series Lathes: The High-Performance Turning CentersDocument2 pagesHaas ST-10 Series Lathes: The High-Performance Turning CentersEdwin RodríguezNo ratings yet
- Cad Cam Lab Manual AnDocument54 pagesCad Cam Lab Manual AnPranjal SrivastavaNo ratings yet
- Endmill Vol16 e PDFDocument388 pagesEndmill Vol16 e PDFdaniel ortiz fuentesNo ratings yet
- Fanuc 31i-B5MDocument10 pagesFanuc 31i-B5Mmastorres87No ratings yet
- Operating Instructions For Oscillating Mill Mm400: Retsch GMBH, 42781 Haan, Retsch-Allee 1-5, Germany 2/8/2012 0002Document32 pagesOperating Instructions For Oscillating Mill Mm400: Retsch GMBH, 42781 Haan, Retsch-Allee 1-5, Germany 2/8/2012 0002Wilson Geovanny Cabezas TapiaNo ratings yet
- Automatic Textile Roller Robot Welding StationDocument16 pagesAutomatic Textile Roller Robot Welding StationfaisalNo ratings yet
- TMP mt11055 GDocument365 pagesTMP mt11055 Gandreeaoana45No ratings yet