You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Design and Analysis of Belt Conveyor Roller ShaftDocument5 pagesDesign and Analysis of Belt Conveyor Roller ShaftGogy100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- TVS Star HLX150 Parts CatalogueDocument59 pagesTVS Star HLX150 Parts CatalogueGanesh MahiNo ratings yet
- Datasheet-Motor 12V With EncoderDocument5 pagesDatasheet-Motor 12V With EncoderRoger VicenteNo ratings yet
- Handbook of Physics - Arihant Aiimsneetshortnotes1Document464 pagesHandbook of Physics - Arihant Aiimsneetshortnotes1VinayNo ratings yet
- How To Spec A Mill GearDocument8 pagesHow To Spec A Mill GearawfahaddadinNo ratings yet
- TC Type Tip Performance-SantarossaDocument16 pagesTC Type Tip Performance-SantarossaShashi BhushanNo ratings yet
- DEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINDocument12 pagesDEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINPeluche de PapelNo ratings yet
- Gear Cutting Grinding and Measuring MethodsDocument15 pagesGear Cutting Grinding and Measuring Methodshumayun121No ratings yet
- Optimizing Gear Geometry For Minimum Transmission Error, Mesh Friction Losses and Scuffing Risk Through Computer - Aided EngineeringDocument10 pagesOptimizing Gear Geometry For Minimum Transmission Error, Mesh Friction Losses and Scuffing Risk Through Computer - Aided EngineeringGoffardNo ratings yet
- Menges CrowningDocument8 pagesMenges CrowningTarun GuptaNo ratings yet
- Design and Optimization of Idler for Belt ConveyorDocument6 pagesDesign and Optimization of Idler for Belt ConveyorVaibhav GuptaNo ratings yet
- Low Res PrimaryGyratory CrusherDocument8 pagesLow Res PrimaryGyratory CrusherMaikol Gonzalo Vega Blanco100% (1)
- FAG-Jaw Crusher BearingsDocument38 pagesFAG-Jaw Crusher BearingsJinto A J100% (2)
- Modern Pulley Design Techniques And Failure AnalysisDocument17 pagesModern Pulley Design Techniques And Failure AnalysisSiva SubramaniNo ratings yet
- Twist Control Grinding Gear Technology ReishauerDocument6 pagesTwist Control Grinding Gear Technology Reishauerswarnava paulNo ratings yet
- 3 WL 00200-5 Ex. 23-41Document30 pages3 WL 00200-5 Ex. 23-41NuM NaNo ratings yet
- Hammer DesaignDocument21 pagesHammer DesaignZahlul AmriNo ratings yet
- Non-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationDocument12 pagesNon-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationAli RayyaNo ratings yet
- SAG Mill Liner DesignDocument37 pagesSAG Mill Liner DesignRodrigo GarcíaNo ratings yet
- ASSAG Cylkro (FACE) Gear Mounting InstructionsDocument6 pagesASSAG Cylkro (FACE) Gear Mounting InstructionscjdengateNo ratings yet
- Introduction:-: SR - No. Advantages DisadvantagesDocument8 pagesIntroduction:-: SR - No. Advantages DisadvantagesPratik WalimbeNo ratings yet
- Lecture 6 Body & Guide WaysDocument48 pagesLecture 6 Body & Guide WaysLUKI INDRA WIRANo ratings yet
- BacklashDocument29 pagesBacklashAnurag SarkarNo ratings yet
- Structural Support Design Guidelines 8-25-16 PDFDocument17 pagesStructural Support Design Guidelines 8-25-16 PDFsbalu12674No ratings yet
- Large Bevel GearsDocument4 pagesLarge Bevel GearsJitu InduNo ratings yet
- ASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyDocument4 pagesASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyLuis Fillipe Lopes TorresNo ratings yet
- Literature Review of BearingDocument5 pagesLiterature Review of Bearingea4c954q100% (1)
- Factors Affecting Shredder Performance in Sugar Cane IndustryDocument5 pagesFactors Affecting Shredder Performance in Sugar Cane Industryamarnath jagirdar100% (1)
- Update On JHEP SAG Mill Drive SelectionDocument20 pagesUpdate On JHEP SAG Mill Drive SelectionZiggy GregoryNo ratings yet
- Toggle ClampsDocument8 pagesToggle ClampsJoe AndrewsNo ratings yet
- ProjectDocument21 pagesProjectzaheer bhNo ratings yet
- An overview of gear manufacturing processes and materialsDocument89 pagesAn overview of gear manufacturing processes and materialsRamalingam AlagarajaNo ratings yet
- Crankshafts and Camshafts: Efficient Machining ofDocument20 pagesCrankshafts and Camshafts: Efficient Machining ofAnees SheikhNo ratings yet
- Automated Modelling of Spur Gears and Worm Gears Using ABAQUS/CAEDocument20 pagesAutomated Modelling of Spur Gears and Worm Gears Using ABAQUS/CAEGanesh KCNo ratings yet
- Waukesha Bearings - Modular TPT Bearings - MS - A4Document32 pagesWaukesha Bearings - Modular TPT Bearings - MS - A4rafay0saeedNo ratings yet
- OM 002 Belt Conveyor Idler Instruct 6E74091AB9993Document5 pagesOM 002 Belt Conveyor Idler Instruct 6E74091AB9993Imran DahalanNo ratings yet
- Gear Unit Engineering PracticeDocument4 pagesGear Unit Engineering PracticeafsuarezcoNo ratings yet
- ShieldedTBMs RETC 1991 Walking Gripper BladeDocument20 pagesShieldedTBMs RETC 1991 Walking Gripper BladepeartmNo ratings yet
- 92FTM4 Drago PaperDocument25 pages92FTM4 Drago PaperRay DragoNo ratings yet
- Sendzimir MillDocument11 pagesSendzimir Millanil khuntiaNo ratings yet
- SAG Mill ComponentsDocument7 pagesSAG Mill ComponentsRodrigo GarcíaNo ratings yet
- Pre-Finishing Mill Modernization On The Sterling Steel Rod MillDocument12 pagesPre-Finishing Mill Modernization On The Sterling Steel Rod MillKhang 4444No ratings yet
- A Notes On Coupling: Basic Function of CouplingDocument12 pagesA Notes On Coupling: Basic Function of Couplingnavin srivastavaNo ratings yet
- Twintors - Diaphragm Couplings For Turbo Machines: H. Birkholz, P. Dietz, E. Dehner and M. GarzkeDocument6 pagesTwintors - Diaphragm Couplings For Turbo Machines: H. Birkholz, P. Dietz, E. Dehner and M. Garzkeajiths89No ratings yet
- Bearing LayoutDocument30 pagesBearing LayoutmayasfaresNo ratings yet
- Super Smart Ball Bushing Bearings BrenDocument8 pagesSuper Smart Ball Bushing Bearings BrenAchim OvidiuNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Ford c90 PinoutsDocument8 pagesFord c90 PinoutsLluwellyn VisagieNo ratings yet
- EBS Pressure and Gravity Polyethylene Pipes - TurkeyDocument20 pagesEBS Pressure and Gravity Polyethylene Pipes - TurkeyZeBocaoNo ratings yet
- Lennox-VRF EHB VRF Three-PhaseDocument187 pagesLennox-VRF EHB VRF Three-PhaseLouie Derek OrtizNo ratings yet
- Design and Analysis of Reinforced Concrete StructuresDocument16 pagesDesign and Analysis of Reinforced Concrete StructuresFaizalhizam NoordinNo ratings yet
- SKF - VibraconsDocument4 pagesSKF - VibraconsJhon FloresNo ratings yet
- FEMAP Basics TutorialDocument24 pagesFEMAP Basics TutorialDhruv SolankiNo ratings yet
- MarutiDocument4 pagesMarutiGourang KukreriyaNo ratings yet
- Astral Wire Guard PipesDocument2 pagesAstral Wire Guard PipesKiran KumarNo ratings yet
- Microsoft PowerPoint - PACS 350 Lansering 350 - 46Document57 pagesMicrosoft PowerPoint - PACS 350 Lansering 350 - 46Danem HalasNo ratings yet
- Mac-210a5 R410a60hz NewDocument12 pagesMac-210a5 R410a60hz NewAugusto MejiaNo ratings yet
- MTU 4000 Series Diesel Engines for Stationary PowerDocument6 pagesMTU 4000 Series Diesel Engines for Stationary PowerMohamed Naser100% (6)
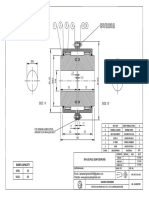
- 6 Nos Ø13 Holes On 155 PCD Equispaced.: Bore CapacityDocument1 page6 Nos Ø13 Holes On 155 PCD Equispaced.: Bore CapacityShyam J VyasNo ratings yet
- Temp Gauge Ds Tm8101 en CoDocument8 pagesTemp Gauge Ds Tm8101 en CorahmadhaniNo ratings yet
- FINITE ELEMENT BOOK AUTHOR INDEXDocument25 pagesFINITE ELEMENT BOOK AUTHOR INDEXJorge Luis Chino CelisNo ratings yet
- Boiling point explainedDocument5 pagesBoiling point explainedimdad KURDINo ratings yet
- Shaft LayoutDocument21 pagesShaft LayoutAmmar SafwtNo ratings yet
- DC LabDocument8 pagesDC LabJohn Cedrik RetardoNo ratings yet
- Upto WepDocument277 pagesUpto WepAyushaNo ratings yet
- Heating RoomDocument4 pagesHeating RoomMin ThaiNo ratings yet
- Mechanics (Dynamics) Question TuteDocument2 pagesMechanics (Dynamics) Question TuteGevindu SamarakoonNo ratings yet
- Regulations For Safety Inspection of Hazardous Machines and EquipmentDocument132 pagesRegulations For Safety Inspection of Hazardous Machines and EquipmentclegenceNo ratings yet
- Pitch Angle Control For Variable Speed Wind TurbinesDocument6 pagesPitch Angle Control For Variable Speed Wind TurbinesNandan ModaniNo ratings yet
- Theme 2 Newtonian Mechanics Part 1Document9 pagesTheme 2 Newtonian Mechanics Part 1Iedah Mohd100% (2)
- Load CalculationDocument4 pagesLoad CalculationMalayKumarDebNo ratings yet
- Drilling HydraulicsDocument36 pagesDrilling HydraulicsSohaib RashidNo ratings yet
- Rwu90 SpecsDocument2 pagesRwu90 SpecsEduardo LuboNo ratings yet