You might also like
- Advantages of Recycling Zinc From WasteDocument9 pagesAdvantages of Recycling Zinc From WasteSamuel TanaNo ratings yet
- Welding Metallurgy - Unit 12 - WEEK 11 PDFDocument3 pagesWelding Metallurgy - Unit 12 - WEEK 11 PDFDilipNo ratings yet
- Fiig Material Table Data: Specifications Unified Numbers Compositions Reply CodesDocument392 pagesFiig Material Table Data: Specifications Unified Numbers Compositions Reply CodesNico ScheggiaNo ratings yet
- Kho Swinbourne10 mpm188 EAFDocument9 pagesKho Swinbourne10 mpm188 EAFRICCO LauwisNo ratings yet
- Kho Swinbourne10 Mpm188 EAFDocument9 pagesKho Swinbourne10 Mpm188 EAFalilounahdisteNo ratings yet
- Metals 09 00974 PDFDocument16 pagesMetals 09 00974 PDFbala gamerNo ratings yet
- Presentation M 6Document40 pagesPresentation M 6numanNo ratings yet
- Chemical and Mineralogical Analysis of Reformed Slag During Iron Recovery From Copper Slag in The Reduction SmeltingDocument11 pagesChemical and Mineralogical Analysis of Reformed Slag During Iron Recovery From Copper Slag in The Reduction SmeltingMarcela diaz riveraNo ratings yet
- Nickel Pig Iron Production From Lateritic Nickel Ores PDFDocument8 pagesNickel Pig Iron Production From Lateritic Nickel Ores PDFMuhammad AfniNo ratings yet
- Smelting Technologies For FerrochromiumDocument14 pagesSmelting Technologies For FerrochromiumSantosh Kumar MahtoNo ratings yet
- Producing Iron Carbide at Low TemperaturesDocument29 pagesProducing Iron Carbide at Low TemperaturesSteve AguilarNo ratings yet
- Study of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Document38 pagesStudy of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Anand BabuNo ratings yet
- Removal of Phosphorous From Steel Produced by Melting Sponge Iron in Induction FurnaceDocument5 pagesRemoval of Phosphorous From Steel Produced by Melting Sponge Iron in Induction Furnaceakshuk0% (1)
- Innovative Approach To Recovery of IronDocument5 pagesInnovative Approach To Recovery of IronEstéfano Aparecido VieiraNo ratings yet
- EJCHEMDocument12 pagesEJCHEMrakesh guptaNo ratings yet
- Resources, Conservation & Recycling: ReviewDocument17 pagesResources, Conservation & Recycling: ReviewKatia UrearNo ratings yet
- Cupola Furnace Slag: Its Origin, Properties and UtilizationDocument14 pagesCupola Furnace Slag: Its Origin, Properties and Utilizationhemel hasanNo ratings yet
- Industrial Uses of Slag. The Use and Re-Use of Iron and Steelmaking SlagsDocument15 pagesIndustrial Uses of Slag. The Use and Re-Use of Iron and Steelmaking SlagsYinetdJerezNo ratings yet
- Smelting Studies For Recovery of IronDocument11 pagesSmelting Studies For Recovery of IronPRACHIPRAVA PRADHANNo ratings yet
- Kinetic Mechanism of Fecr O Reduction in Carbon-Containing Iron MeltDocument11 pagesKinetic Mechanism of Fecr O Reduction in Carbon-Containing Iron MeltdrzaicnadjaNo ratings yet
- Understanding Ferronickel Smelting From Laterites Through Computational Thermodynamics ModellingDocument15 pagesUnderstanding Ferronickel Smelting From Laterites Through Computational Thermodynamics Modellingفردوس سليمانNo ratings yet
- Cap 22 - Procesos para La Obtención Del Acero - 1Document53 pagesCap 22 - Procesos para La Obtención Del Acero - 1Darwin Enrique Ocsa YucraNo ratings yet
- Recovery of Iron and Zinc From Blast Furnace Dust Using Iron-Bath ReductionDocument6 pagesRecovery of Iron and Zinc From Blast Furnace Dust Using Iron-Bath ReductionSaghar FarajzadehNo ratings yet
- Direct Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardDocument2 pagesDirect Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardNadyaZulfaniNo ratings yet
- Making Steel in Induction FurnacesDocument21 pagesMaking Steel in Induction FurnacesShamsur Rahman RussellNo ratings yet
- IJOCMRDocument7 pagesIJOCMRfriendNo ratings yet
- Ferro AlloysDocument17 pagesFerro AlloysNarasimha Murthy InampudiNo ratings yet
- Iwcc Cu-Vortrag AldDocument16 pagesIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Processing of Nickel Laterite Ores: A Review of Scientific LiteratureDocument5 pagesProcessing of Nickel Laterite Ores: A Review of Scientific LiteratureCofe Milk100% (1)
- How Is Steel Made Steel Production Process With PDFDocument4 pagesHow Is Steel Made Steel Production Process With PDFastronaut0303No ratings yet
- 03 - MetE 414-Steelmaking 2 - Fall 2023Document45 pages03 - MetE 414-Steelmaking 2 - Fall 2023egesenturk2000No ratings yet
- Direct Reduction and Smelting ProcessesDocument40 pagesDirect Reduction and Smelting ProcessesAfza NurhakimNo ratings yet
- Low Sulphur and Low Si in Hot Metal PDFDocument13 pagesLow Sulphur and Low Si in Hot Metal PDFB V S KumarNo ratings yet
- Production of FerroalloysDocument39 pagesProduction of Ferroalloysozgelke100% (3)
- Studies of A Quenched Cupola: Ricardo E. Aristizábal, Paula A. Pérez Seymour Katz Mark E. BauerDocument10 pagesStudies of A Quenched Cupola: Ricardo E. Aristizábal, Paula A. Pérez Seymour Katz Mark E. BauerDiego MoralesNo ratings yet
- NickelDocument46 pagesNickelEfy NagNo ratings yet
- Recovery of Iron From Electric Arc Furnace Slag EfDocument6 pagesRecovery of Iron From Electric Arc Furnace Slag EfguerguerNo ratings yet
- Communication: Recovery of Multi-Metallic Components From Bottom Ash by Smelting Reduction Under Plasma EnvironmentDocument4 pagesCommunication: Recovery of Multi-Metallic Components From Bottom Ash by Smelting Reduction Under Plasma EnvironmentKali SabatNo ratings yet
- Crystals 11 01091 v2Document12 pagesCrystals 11 01091 v2Gian Luca Riva RiquelmeNo ratings yet
- Chemical_Degradation_MechanismDocument7 pagesChemical_Degradation_MechanismDR. JunioNo ratings yet
- A Review of Slag Chemistry in Lead RecyclingDocument10 pagesA Review of Slag Chemistry in Lead Recyclingjessy eghNo ratings yet
- pp58-64 MS09 PDFDocument7 pagespp58-64 MS09 PDFBagičan KrivuľkosNo ratings yet
- Stainless Steel Production by IfDocument4 pagesStainless Steel Production by IfAbhinav TiwariNo ratings yet
- 4 CF 0Document7 pages4 CF 0reza haghjooNo ratings yet
- J. Electrochem. Soc.-2016-Oishi-E385-9Document5 pagesJ. Electrochem. Soc.-2016-Oishi-E385-9Geovanny JaenzNo ratings yet
- Mass Balance Modeling Eaf & Ladle Furnace Turkey PDFDocument8 pagesMass Balance Modeling Eaf & Ladle Furnace Turkey PDFsuveer kumar100% (1)
- EAF Stainless Steel Dust ProcessingDocument13 pagesEAF Stainless Steel Dust Processingmd 80No ratings yet
- Seminar S.G IronDocument32 pagesSeminar S.G Ironravikataria02No ratings yet
- Direct Alloying of Steel - A Review of Studies at Lab and Industrial ScaleDocument28 pagesDirect Alloying of Steel - A Review of Studies at Lab and Industrial ScaleJorge MadiasNo ratings yet
- ITmk3 TechnologyDocument8 pagesITmk3 Technologyferozcan100% (1)
- Application Notes Copper EnglishDocument6 pagesApplication Notes Copper EnglishMiguel Eduardo Cabrejos ChavezNo ratings yet
- Lime-Magnetite Pellets (LMPS) For IronmakingDocument14 pagesLime-Magnetite Pellets (LMPS) For IronmakingJJNo ratings yet
- Ni Energy ConsumptionDocument10 pagesNi Energy ConsumptionjokanovNo ratings yet
- 1-s2.0-S2238785422013734-mainDocument13 pages1-s2.0-S2238785422013734-mainGold SuganthNo ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- Zinc Ore - An Overview - ScienceDirect TopicsDocument19 pagesZinc Ore - An Overview - ScienceDirect Topicsvin237becNo ratings yet
- Trends in Zircon Processing: A.C. Bidaye and I.G. SharmaDocument5 pagesTrends in Zircon Processing: A.C. Bidaye and I.G. SharmaminingnovaNo ratings yet
- Inoculation of Ductile Iron Why and WhenDocument4 pagesInoculation of Ductile Iron Why and WhenKarthiKeyan SNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Resume Muneeba NusratDocument3 pagesResume Muneeba Nusratqasimchughtai380No ratings yet
- Resume Muhammad QasimDocument4 pagesResume Muhammad Qasimqasimchughtai380No ratings yet
- Resume Muhammad QasimDocument4 pagesResume Muhammad Qasimqasimchughtai380No ratings yet
- Resume Muneeba NusratDocument3 pagesResume Muneeba Nusratqasimchughtai380No ratings yet
- Resume Muhammad QasimDocument4 pagesResume Muhammad Qasimqasimchughtai380No ratings yet
- Building Materials: 16 Division of Building ConstructionDocument30 pagesBuilding Materials: 16 Division of Building ConstructionElyzaGutierrezCabacesNo ratings yet
- ST52-3 (PLATE) Mechanical PropertiesDocument1 pageST52-3 (PLATE) Mechanical Propertiesistasyonbaykusu100% (1)
- TOP 250+ Steel Production Interview Questions and Answers 27 October 2021 - Steel Production Interview Questions - Wisdom Jobs IndiaDocument23 pagesTOP 250+ Steel Production Interview Questions and Answers 27 October 2021 - Steel Production Interview Questions - Wisdom Jobs IndiaP20MF010MANGESH SHARMANo ratings yet
- Basha-Asme (Ferrous and Non Ferrous)Document846 pagesBasha-Asme (Ferrous and Non Ferrous)AhmedHussainQureshiNo ratings yet
- Equivalent ASME en MaterialsDocument3 pagesEquivalent ASME en MaterialsChee WeiNo ratings yet
- Stellite - Wikipedia, The Free EncyclopediaDocument3 pagesStellite - Wikipedia, The Free EncyclopedianidhinNo ratings yet
- ASME P NumbersDocument3 pagesASME P Numbersrajesh100% (1)
- Brocas NachiDocument83 pagesBrocas NachiconsultachNo ratings yet
- MaterialsDocument181 pagesMaterialsExsan OthmanNo ratings yet
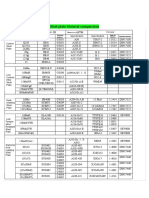
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- 03.effects of Alloying ElementsDocument8 pages03.effects of Alloying Elementsandrian hermanNo ratings yet
- Brand new NC3000 series Wide roughing coverage turning grade for steel and stainless steelDocument4 pagesBrand new NC3000 series Wide roughing coverage turning grade for steel and stainless steeldemoracingeduNo ratings yet
- International Starch Institute: Wrought Stainless SteelsDocument14 pagesInternational Starch Institute: Wrought Stainless SteelsSilmina AdzhaniNo ratings yet
- Effect of impurities and alloying elements on properties of cast iron and steelDocument16 pagesEffect of impurities and alloying elements on properties of cast iron and steelMD. ZUBAIR ISLAMNo ratings yet
- 12mx18mx24m High Commonwealth Billboard Page1Document1 page12mx18mx24m High Commonwealth Billboard Page1Jorge Lacanilao0% (1)
- Forged Steel Check Valve Flange End - Asa 150 Class: Standards & SpecificationsDocument9 pagesForged Steel Check Valve Flange End - Asa 150 Class: Standards & SpecificationsFlowBiz Exports Pvt. Ltd.No ratings yet
- Lytech - Exothermic Welding System PDFDocument23 pagesLytech - Exothermic Welding System PDFBlazing RaysNo ratings yet
- Ametek GMBH Geschaeftsbereich Specialty Metal ProductsDocument5 pagesAmetek GMBH Geschaeftsbereich Specialty Metal ProductsshadyghanemNo ratings yet
- Material Equivalent 16-6-05Document7 pagesMaterial Equivalent 16-6-05Aan SharmaNo ratings yet
- F Number ER70S 6Document1 pageF Number ER70S 6josel213No ratings yet
- Mark Metal Trade Fze Stainless Steel SupplierDocument16 pagesMark Metal Trade Fze Stainless Steel SupplierKamlesh SanNo ratings yet
- Steel Colour Code PDFDocument1 pageSteel Colour Code PDFJuan ZamoraNo ratings yet
- Carbon steel guideDocument7 pagesCarbon steel guideRondeep BoraNo ratings yet
- 'Dokumen - Tips - Table of Friction Coefficient PDFDocument2 pages'Dokumen - Tips - Table of Friction Coefficient PDFtoligado27No ratings yet
- ASTM / JIS /DIN之儀控常用材質對照表: A126 Class BDocument2 pagesASTM / JIS /DIN之儀控常用材質對照表: A126 Class BKetan DesaiNo ratings yet
- Milling Speeds and Feeds PDFDocument1 pageMilling Speeds and Feeds PDFrobNo ratings yet
- Electrodes and filler wires for welding various steel materialsDocument1 pageElectrodes and filler wires for welding various steel materialsMurugananthamParamasivam100% (1)